Das könnte Ihnen auch gefallen
- Requisitos para Ativar o Poder Dos 72 Nomes de DeusDokument14 SeitenRequisitos para Ativar o Poder Dos 72 Nomes de DeusDenis Leonardo75% (4)
- Projetos ElétricosDokument79 SeitenProjetos ElétricosWesley Silvestrine100% (2)
- Eletroerosão A FioDokument49 SeitenEletroerosão A FioBruno JuniorNoch keine Bewertungen
- Apostila Física - Térmica2Dokument34 SeitenApostila Física - Térmica2Física Concurso Vestibular100% (1)
- Curso de Fisiologia Vegetal 2020Dokument218 SeitenCurso de Fisiologia Vegetal 2020Laura MirandaNoch keine Bewertungen
- Ensino Técnico Integrado 2017-2 (Prova)Dokument8 SeitenEnsino Técnico Integrado 2017-2 (Prova)Thalyta AlencarNoch keine Bewertungen
- Modelos atômicos e estrutura do átomoDokument2 SeitenModelos atômicos e estrutura do átomoAngela Cristina Schneider100% (1)
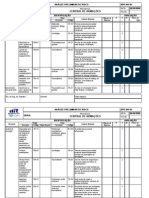
- Análise de riscos na central de armaçãoDokument3 SeitenAnálise de riscos na central de armaçãoandrefragosotst100% (5)
- 2 Marteletes e Romped Ores - HILTIDokument19 Seiten2 Marteletes e Romped Ores - HILTIandrefragosotstNoch keine Bewertungen
- Permissão Trabalhos EspeciaisDokument3 SeitenPermissão Trabalhos EspeciaisandrefragosotstNoch keine Bewertungen
- Acetileno AgaDokument8 SeitenAcetileno AgaandrefragosotstNoch keine Bewertungen
- Forças Fundamentais Engenharia QuímicaDokument12 SeitenForças Fundamentais Engenharia QuímicaJeferson Petry100% (1)
- GallingDokument113 SeitenGallingGustavo CunhaNoch keine Bewertungen
- Física NuclearDokument4 SeitenFísica NuclearJonas Carlos SantanaNoch keine Bewertungen
- Energia solar e vida na TerraDokument24 SeitenEnergia solar e vida na TerraGuilherme HolandaNoch keine Bewertungen
- Simulado 187 - PCF Área 6 - PF - CESPEDokument21 SeitenSimulado 187 - PCF Área 6 - PF - CESPERobson Timoteo DamascenoNoch keine Bewertungen
- (Espiritismo) - # - Maria Jose de Abreu Aleixo - Resgate de AlmaDokument25 Seiten(Espiritismo) - # - Maria Jose de Abreu Aleixo - Resgate de AlmaCarlos IglesiasNoch keine Bewertungen
- A18v16n2 - Referência Sobre Homogeneização de PolímerosDokument9 SeitenA18v16n2 - Referência Sobre Homogeneização de PolímerosricardogcbrNoch keine Bewertungen
- Química NuclearDokument4 SeitenQuímica Nuclearlótus.Noch keine Bewertungen
- Afa2003 FisDokument4 SeitenAfa2003 FisEddy LimaNoch keine Bewertungen
- Radiações e DesintegraçõesDokument6 SeitenRadiações e DesintegraçõesStivison LimaNoch keine Bewertungen
- Energia Nuclear - Fissão, Fusão e AplicaçõesDokument2 SeitenEnergia Nuclear - Fissão, Fusão e AplicaçõesRoger_GospelNoch keine Bewertungen
- Síntese Da Dibenzalacetona (1,5-Difenil - (E, E) - Penta-1,4-Dien-3-Ona) e Teste de Pureza Por Ponto de FusãoDokument12 SeitenSíntese Da Dibenzalacetona (1,5-Difenil - (E, E) - Penta-1,4-Dien-3-Ona) e Teste de Pureza Por Ponto de FusãoHenrique Fernandes50% (2)
- Guia do professor de Química para o 9o anoDokument18 SeitenGuia do professor de Química para o 9o anoMateus DantasNoch keine Bewertungen
- Fissão NuclearDokument9 SeitenFissão NuclearMonique Lopes da SilvaNoch keine Bewertungen
- Princípios Eletrodos SoederbergDokument19 SeitenPrincípios Eletrodos SoederbergGeraldoMagelaPereiraNoch keine Bewertungen
- Escola Secundária Da MatolaDokument14 SeitenEscola Secundária Da MatolaMachisso Montgomery Silvério100% (1)
- Dicionário de AstronomiaDokument12 SeitenDicionário de AstronomiaGabriele CampagnaroNoch keine Bewertungen
- Scumbag System (PT-BR)Dokument30 SeitenScumbag System (PT-BR)ynhulu093Noch keine Bewertungen
- Fissao e Fusao Abertas e FechadasDokument10 SeitenFissao e Fusao Abertas e FechadasquimicaiaradaherNoch keine Bewertungen
- Composição química e propriedades do quartzoDokument20 SeitenComposição química e propriedades do quartzonikogta4Noch keine Bewertungen
- Material de Estudos - Oba-2023 - (Conteúdos - Estrelas, Galaxias e o Sol)Dokument12 SeitenMaterial de Estudos - Oba-2023 - (Conteúdos - Estrelas, Galaxias e o Sol)Maria do AlivioNoch keine Bewertungen
- Evolução Estelar: Nascimento, Vida e Morte das EstrelasDokument12 SeitenEvolução Estelar: Nascimento, Vida e Morte das EstrelasRodrigo LaurentinoNoch keine Bewertungen
- Capítulo 04 - O Arco Elétrico de SoldagemDokument11 SeitenCapítulo 04 - O Arco Elétrico de SoldagemErick AlvesNoch keine Bewertungen