Das könnte Ihnen auch gefallen
- Procesos de Soldadura SmawDokument12 SeitenProcesos de Soldadura SmawAxel RoseNoch keine Bewertungen
- Informe de Practica de SoldaduraDokument14 SeitenInforme de Practica de Soldaduraeduar laraNoch keine Bewertungen
- Soldadura TiposDokument7 SeitenSoldadura TiposCynthia Guerra100% (1)
- Manual OfwDokument89 SeitenManual OfwJuan Manrique60% (5)
- Proceso de Soldadura SMAWDokument23 SeitenProceso de Soldadura SMAWjorgeNoch keine Bewertungen
- SimbolosDokument7 SeitenSimbolosTalleres Marcelo BriozzoNoch keine Bewertungen
- Posicion 2f y 2g BienDokument9 SeitenPosicion 2f y 2g BienGerli TeranNoch keine Bewertungen
- Informe de FcawDokument20 SeitenInforme de FcawAnonymous pOMF80hBTNoch keine Bewertungen
- Curso TigDokument22 SeitenCurso TigAna Luz MartinezNoch keine Bewertungen
- Ensayo de Tracción de SoldaduraDokument5 SeitenEnsayo de Tracción de Soldadurabeltran100% (2)
- Soldadura TigDokument12 SeitenSoldadura TigAlexis Aleshito100% (2)
- Diámetro y Amperaje Del ElectrodoDokument3 SeitenDiámetro y Amperaje Del ElectrodoEdson Ramirez RequejoNoch keine Bewertungen
- JERINTHSON ESPINOZA SENATI Soldadura Tig ActividadDokument3 SeitenJERINTHSON ESPINOZA SENATI Soldadura Tig Actividadwilmer alfredoNoch keine Bewertungen
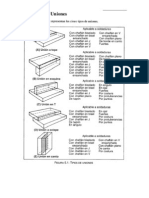
- Manual de Soldadura Und 5 Tipos de UnionesDokument18 SeitenManual de Soldadura Und 5 Tipos de UnionesGustavoWalterosLarrotta100% (3)
- Factores que han llevado al mayor uso de soldadura FCAWDokument5 SeitenFactores que han llevado al mayor uso de soldadura FCAWjeefreyNoch keine Bewertungen
- Codigos y Normas de SoldaduraDokument105 SeitenCodigos y Normas de SoldaduraStephen Jimbo100% (5)
- Procesos de SoldaduraDokument41 SeitenProcesos de SoldaduraHernan Alvarez100% (1)
- Tipos de Movimientos de SoldaduraDokument3 SeitenTipos de Movimientos de SoldaduraMky White100% (1)
- VARIABLES EN EL PROCESO DE SOLDADURAsDokument7 SeitenVARIABLES EN EL PROCESO DE SOLDADURAsmikialex100% (1)
- 231 18 039 ES Welders ManualDelSoldadorDokument62 Seiten231 18 039 ES Welders ManualDelSoldadorGabrielaNoch keine Bewertungen
- Ensayos No Destructivos (Radiografia Industrial) PDFDokument11 SeitenEnsayos No Destructivos (Radiografia Industrial) PDFricpet100% (1)
- DobladoraDokument47 SeitenDobladoradiegueins84100% (1)
- Elaboración WPSDokument13 SeitenElaboración WPSJenny Cecilia Ureña Zuri50% (2)
- Terminología y Preparación de Las JuntasDokument48 SeitenTerminología y Preparación de Las JuntasRene Caldera83% (6)
- Calculo de SoldaduraDokument26 SeitenCalculo de SoldaduraDanielDeFrancescoNoch keine Bewertungen
- Exceso de PenetraciónDokument7 SeitenExceso de PenetraciónJose Luis BarriosNoch keine Bewertungen
- Corte Con Arco de Carbono CACDokument5 SeitenCorte Con Arco de Carbono CACAlberto JaraNoch keine Bewertungen
- Tabla de Llaves Hexagonales: EspañolDokument1 SeiteTabla de Llaves Hexagonales: EspañolRister Casazola Blanco0% (2)
- Proceso SAW PDFDokument96 SeitenProceso SAW PDFAbel Valderrama PerezNoch keine Bewertungen
- Prevención Del Soplo de ArcoDokument14 SeitenPrevención Del Soplo de ArcoSeleneNoch keine Bewertungen
- Manual de Arco SumergidoDokument64 SeitenManual de Arco SumergidoEdilberto Acuña Vargas100% (1)
- Procedimiento de Apuntalado de SobreplanchasDokument8 SeitenProcedimiento de Apuntalado de SobreplanchasVictor AlejandroNoch keine Bewertungen
- Guia de Ejercicios de SoldaduraDokument7 SeitenGuia de Ejercicios de SoldaduraTatuajes Zeros100% (6)
- Informe 2 Pràctica de Oxiacetileno (OAW)Dokument9 SeitenInforme 2 Pràctica de Oxiacetileno (OAW)Catalina Madriz MasísNoch keine Bewertungen
- Manual Soldadura OxiacetilenicaDokument38 SeitenManual Soldadura OxiacetilenicaAngel Luque100% (2)
- Soldadura Oxiacetilenica IIDokument18 SeitenSoldadura Oxiacetilenica IIRicardo PeraltaNoch keine Bewertungen
- Electrodos Celulosicos y de Bajo HidrogenoDokument6 SeitenElectrodos Celulosicos y de Bajo HidrogenoKarla Potosi100% (1)
- Soldadura Fcaw PDFDokument36 SeitenSoldadura Fcaw PDFfreddy.sucuytana100% (3)
- Operaciones básicas de calderería y tubería industrialDokument12 SeitenOperaciones básicas de calderería y tubería industrialalefeli26Noch keine Bewertungen
- Clasificación de Electrodos Según Normas AWSDokument4 SeitenClasificación de Electrodos Según Normas AWSantonio2892100% (2)
- La Soldadura Oxiacetilénica (Ofw) Oxy-Fuellas WeldingDokument19 SeitenLa Soldadura Oxiacetilénica (Ofw) Oxy-Fuellas WeldingDarlin AlfaroNoch keine Bewertungen
- 8.proceso GmawDokument48 Seiten8.proceso Gmawditer najarNoch keine Bewertungen
- Saw Arco SumergidoDokument106 SeitenSaw Arco SumergidoPablo Leal Aguero100% (1)
- Las Posiciones de SoldaduraDokument4 SeitenLas Posiciones de SoldaduraDaniel Tachini100% (1)
- Nelki Fabricacion de Un Codo de 90°Dokument16 SeitenNelki Fabricacion de Un Codo de 90°einer menor altamiranoNoch keine Bewertungen
- API 1104 Pres Español IMPRIMIR PDFDokument79 SeitenAPI 1104 Pres Español IMPRIMIR PDFjavoidea696526Noch keine Bewertungen
- 18 IWE - Tema 1.13. Procesos de Corte, Punzonado y Preparación de Bordes PDFDokument96 Seiten18 IWE - Tema 1.13. Procesos de Corte, Punzonado y Preparación de Bordes PDFauro01Noch keine Bewertungen
- Código de Soldadura Estructural Chapa de AceroDokument84 SeitenCódigo de Soldadura Estructural Chapa de Acerokarina AlvarezNoch keine Bewertungen
- GlosarioDokument6 SeitenGlosarioAlex RevillaNoch keine Bewertungen
- El Amperaje y Los ElectrodosDokument5 SeitenEl Amperaje y Los ElectrodosSergio Carrasco Rojas100% (1)
- Clase 9 - Tipos de ElectrodosDokument4 SeitenClase 9 - Tipos de ElectrodosAndré GonzálezNoch keine Bewertungen
- Clasificacion de Los ElectrodosDokument4 SeitenClasificacion de Los ElectrodosGiuliana Peña CarreñoNoch keine Bewertungen
- Tablas de Amperajes Por Tipo de Electrodos y Presión de Trabajo para OxicorteDokument4 SeitenTablas de Amperajes Por Tipo de Electrodos y Presión de Trabajo para OxicorteWilly Rojas Zeballos100% (1)
- Cómo Determinar El Amperaje Al SoldarDokument8 SeitenCómo Determinar El Amperaje Al Soldarwilliamarm2009100% (1)
- Tipos de Electrodos RevestidosDokument3 SeitenTipos de Electrodos RevestidosHeiman OchoaNoch keine Bewertungen
- Tipos de ElectrodosDokument16 SeitenTipos de ElectrodosRfc FcNoch keine Bewertungen
- Amperaje y Electrodos-Calibrado de Maquina y SoldadurasDokument141 SeitenAmperaje y Electrodos-Calibrado de Maquina y SoldadurasPaul EscamillaNoch keine Bewertungen
- Clase #3 - Convertido 2021Dokument6 SeitenClase #3 - Convertido 2021Danisa MaldonadoNoch keine Bewertungen
- Soldadura ElectricaDokument33 SeitenSoldadura Electricamatabuelas8001Noch keine Bewertungen
- Cómo Elegir Electrodos de SoldaduraDokument4 SeitenCómo Elegir Electrodos de SoldaduraGERLINoch keine Bewertungen
- Medidas Oficiales y MatematicasDokument81 SeitenMedidas Oficiales y MatematicasAntonio Villa VillaNoch keine Bewertungen
- Taller Práctico Del Sistema Metrico Decimal2Dokument10 SeitenTaller Práctico Del Sistema Metrico Decimal2Antonio Villa VillaNoch keine Bewertungen
- Document Instalaciones Electricas y AutomatismosDokument10 SeitenDocument Instalaciones Electricas y AutomatismosAntonio Villa VillaNoch keine Bewertungen
- Medidas Oficiales y MatematicasDokument81 SeitenMedidas Oficiales y MatematicasAntonio Villa VillaNoch keine Bewertungen
- Taller Práctico Del Sistema Metrico Decimal2Dokument10 SeitenTaller Práctico Del Sistema Metrico Decimal2Antonio Villa VillaNoch keine Bewertungen
- Sistema de Medidas EuropeasDokument5 SeitenSistema de Medidas EuropeasAntonio Villa VillaNoch keine Bewertungen
- Taller Práctico Del Sistema Metrico Decimal2Dokument10 SeitenTaller Práctico Del Sistema Metrico Decimal2Antonio Villa VillaNoch keine Bewertungen
- Taller Practico de Medidas EuropeasDokument5 SeitenTaller Practico de Medidas EuropeasAntonio Villa VillaNoch keine Bewertungen
- Sistema métrico decimal: unidades de longitud, capacidad y masaDokument18 SeitenSistema métrico decimal: unidades de longitud, capacidad y masaAntonio Villa VillaNoch keine Bewertungen
- Sistema métrico decimal: unidades de longitud, capacidad, masa y superficieDokument5 SeitenSistema métrico decimal: unidades de longitud, capacidad, masa y superficieAntonio Villa VillaNoch keine Bewertungen
- Sistema métrico decimal: unidades de longitud, capacidad y masaDokument18 SeitenSistema métrico decimal: unidades de longitud, capacidad y masaAntonio Villa VillaNoch keine Bewertungen
- Sistema de Medidas EuropeasDokument5 SeitenSistema de Medidas EuropeasAntonio Villa VillaNoch keine Bewertungen
- 5 1 Transmision de MovimientoDokument43 Seiten5 1 Transmision de Movimiento'Anniel FigueroaNoch keine Bewertungen
- Tema 112Dokument25 SeitenTema 112Antonio Villa VillaNoch keine Bewertungen
- Tema 111Dokument34 SeitenTema 111Antonio Villa VillaNoch keine Bewertungen
- Tema 102Dokument39 SeitenTema 102Antonio Villa VillaNoch keine Bewertungen
- Taller Práctico Del Sistema Metrico Decimal2Dokument10 SeitenTaller Práctico Del Sistema Metrico Decimal2Antonio Villa VillaNoch keine Bewertungen
- 5 1 Transmision de MovimientoDokument43 Seiten5 1 Transmision de Movimiento'Anniel FigueroaNoch keine Bewertungen
- Tema 112Dokument25 SeitenTema 112Antonio Villa VillaNoch keine Bewertungen
- Tema 111Dokument34 SeitenTema 111Antonio Villa VillaNoch keine Bewertungen
- 5 1 Transmision de MovimientoDokument43 Seiten5 1 Transmision de Movimiento'Anniel FigueroaNoch keine Bewertungen
- Manuel y BeatrizDokument2 SeitenManuel y BeatrizAntonio Villa VillaNoch keine Bewertungen
- Clasificación Según La Forma Del Engranaje2Dokument22 SeitenClasificación Según La Forma Del Engranaje2Antonio Villa VillaNoch keine Bewertungen
- NEUMATICA2Dokument32 SeitenNEUMATICA2Antonio Villa VillaNoch keine Bewertungen
- Beatriz y ManuelDokument2 SeitenBeatriz y ManuelAntonio Villa VillaNoch keine Bewertungen
- Cálculo de engranajes cilíndricos helicoidales y tornillos sin finDokument11 SeitenCálculo de engranajes cilíndricos helicoidales y tornillos sin finAntonio Villa VillaNoch keine Bewertungen
- Análisis de AveríasDokument29 SeitenAnálisis de AveríasAntonio Villa VillaNoch keine Bewertungen
- Manual Ejes EnocDokument59 SeitenManual Ejes Enocalvarodf3100% (2)
- UnionrDokument20 SeitenUnionrAntonio Villa VillaNoch keine Bewertungen
- UnionrDokument20 SeitenUnionrAntonio Villa VillaNoch keine Bewertungen
- Guia#1 La Quimica Del CarbonoDokument6 SeitenGuia#1 La Quimica Del CarbonoProf Marotta100% (2)
- Informe de Laboratorio N - 07Dokument10 SeitenInforme de Laboratorio N - 07Eder SamaniegoNoch keine Bewertungen
- Práctica de Arreglo de ResistenciasDokument7 SeitenPráctica de Arreglo de ResistenciasJULIAN ANDRES SOLER MORALESNoch keine Bewertungen
- Solución al mezclador de señal con amplificador operacionalDokument5 SeitenSolución al mezclador de señal con amplificador operacionalAndrey MontoyaNoch keine Bewertungen
- Buffer CacheDokument19 SeitenBuffer CacheAgustin LuanNoch keine Bewertungen
- Todos Los Modelos de La Gama Samsung GalaxyDokument35 SeitenTodos Los Modelos de La Gama Samsung GalaxyGeronimo JaureguiNoch keine Bewertungen
- Transmisión eléctrica inalámbricaDokument40 SeitenTransmisión eléctrica inalámbricaelectromecanico0175% (4)
- Guia 8 Caja de Cambios Automatica Reconocimiento ElementosDokument18 SeitenGuia 8 Caja de Cambios Automatica Reconocimiento ElementosSheba CardenasNoch keine Bewertungen
- Sesion 3.3 Corriente y TensionDokument1 SeiteSesion 3.3 Corriente y TensionCleyser Sevillano UlloaNoch keine Bewertungen
- Válvulas Normalizadas ISO 5599-1: ¡Busque La Estrella!Dokument131 SeitenVálvulas Normalizadas ISO 5599-1: ¡Busque La Estrella!julio electronicaNoch keine Bewertungen
- Circuitos de disparo analógicos para semiconductores de potenciaDokument11 SeitenCircuitos de disparo analógicos para semiconductores de potenciaGeovanny SatamaNoch keine Bewertungen
- Diagrama UnifilarDokument7 SeitenDiagrama UnifilarEnrique Angel Jimenez ParraNoch keine Bewertungen
- Sistemas básicos de modulaciónDokument18 SeitenSistemas básicos de modulaciónMauricio HerreraNoch keine Bewertungen
- Fuerzas y Momentos de TorsiónDokument8 SeitenFuerzas y Momentos de Torsiónelias polancoNoch keine Bewertungen
- Resumen Capitulo 8 IT EssentialsDokument8 SeitenResumen Capitulo 8 IT EssentialsItalo Angelo Espinoza Serrano100% (1)
- Subtel - Estadísticas 1T 2018Dokument39 SeitenSubtel - Estadísticas 1T 2018BioBioChileNoch keine Bewertungen
- Campo magnético de un solenoide toroidalDokument19 SeitenCampo magnético de un solenoide toroidalFabian LobatónNoch keine Bewertungen
- Probador Automático de TransistoresDokument1 SeiteProbador Automático de TransistoresMarcel PiersonNoch keine Bewertungen
- Sistema de Uso de Media TensionDokument64 SeitenSistema de Uso de Media TensionHanzPerez100% (2)
- Práctica 20 de Julio - Indicador de Nivel de TensiónDokument6 SeitenPráctica 20 de Julio - Indicador de Nivel de TensiónDayi GANoch keine Bewertungen
- Estructura de LewisDokument22 SeitenEstructura de LewisErick David0% (1)
- Guía de Trabajos Prácticos Nº7Dokument1 SeiteGuía de Trabajos Prácticos Nº7Augusto EspinozaNoch keine Bewertungen
- Trabajo de Investigacion AlternadoresDokument14 SeitenTrabajo de Investigacion AlternadoresElvis Chancayauri YlachoqueNoch keine Bewertungen
- 10 Errores Comunes Al Instalar Energia SolarDokument22 Seiten10 Errores Comunes Al Instalar Energia SolarCarlos Amilcar Dominguez0% (1)
- Solucion Examen Parcial Medidas Electricas###Dokument10 SeitenSolucion Examen Parcial Medidas Electricas###oswaldo estrada bastidasNoch keine Bewertungen
- Ejercicios CcsDokument200 SeitenEjercicios CcsPablo Lorenzo Muños SanchesNoch keine Bewertungen
- Problemas PropuestosDokument11 SeitenProblemas PropuestosMakliber100% (1)
- Introducción Del SIRCIDokument12 SeitenIntroducción Del SIRCICM35Noch keine Bewertungen
- 0 - Clases PLCDokument118 Seiten0 - Clases PLCArmando Nahuelneri Muñoz100% (1)