Das könnte Ihnen auch gefallen
- Electromagnetic FlowmeterDokument15 SeitenElectromagnetic Flowmeteramer_arauf100% (1)
- Greentech Engineers Company ProfileDokument7 SeitenGreentech Engineers Company ProfileMuraliNoch keine Bewertungen
- Giacomini PDFDokument52 SeitenGiacomini PDFLavzNoch keine Bewertungen
- Inspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1Dokument1 SeiteInspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1mansih457Noch keine Bewertungen
- Incoming Material Inspection Report: Date of ReceiptDokument1 SeiteIncoming Material Inspection Report: Date of ReceiptRaj MNoch keine Bewertungen
- Welding Inspection and TestingDokument14 SeitenWelding Inspection and TestingMyst VernNoch keine Bewertungen
- Pipe Fabrication Brochure CompressedDokument2 SeitenPipe Fabrication Brochure CompressedLeDzungNoch keine Bewertungen
- Pre Tanking Inspection Repor1Dokument2 SeitenPre Tanking Inspection Repor1Sumit GuptaNoch keine Bewertungen
- QCP 040 QCP CrmsDokument7 SeitenQCP 040 QCP Crmsarockiyathass100% (1)
- Tool Fab - WorkshopDokument347 SeitenTool Fab - Workshophrdsby100% (1)
- Bluewater MIR Roc Master CPP IR 003 (Jun.20 PDFDokument8 SeitenBluewater MIR Roc Master CPP IR 003 (Jun.20 PDFANIL PLAMOOTTIL100% (1)
- KBR Inspection Test Plan For Anchor Bolts: Level 1 Level 2 Level 3Dokument4 SeitenKBR Inspection Test Plan For Anchor Bolts: Level 1 Level 2 Level 3kamlNoch keine Bewertungen
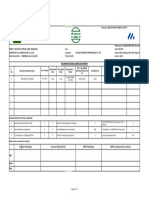
- QAP ITP Bhogat - REV-01Dokument8 SeitenQAP ITP Bhogat - REV-01Ramkunwar YadavNoch keine Bewertungen
- Instrumentation and ControlsDokument2 SeitenInstrumentation and ControlsTrí NguyễnNoch keine Bewertungen
- Itp PWHTDokument1 SeiteItp PWHTTridib DeyNoch keine Bewertungen
- Portacabin Inspection ChecklistDokument2 SeitenPortacabin Inspection ChecklistApm FoumilNoch keine Bewertungen
- Work Instruction For Hydrostatic TestingDokument18 SeitenWork Instruction For Hydrostatic TestingAlok SinghNoch keine Bewertungen
- Vessel Data Report AS 4458Dokument2 SeitenVessel Data Report AS 4458Syed Mahmud Habibur RahmanNoch keine Bewertungen
- Himech Equipments PVT LTDDokument10 SeitenHimech Equipments PVT LTDJayesh SanganiNoch keine Bewertungen
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDokument118 SeitenTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNoch keine Bewertungen
- Package 2s E0001 - Jupiter DCR 30-10-2021Dokument96 SeitenPackage 2s E0001 - Jupiter DCR 30-10-2021senthilNoch keine Bewertungen
- Testing CertificationDokument2 SeitenTesting Certificationmanox007Noch keine Bewertungen
- RFI & ITR Workflow - 20200116Dokument1 SeiteRFI & ITR Workflow - 20200116nickoNoch keine Bewertungen
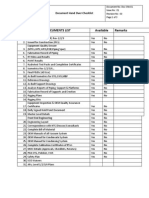
- Document Hndover ChecklistDokument3 SeitenDocument Hndover ChecklistM Uzair ShaikhNoch keine Bewertungen
- QAP For Conical StrainerDokument2 SeitenQAP For Conical StrainersatishchidrewarNoch keine Bewertungen
- Gate & Globe PDFDokument0 SeitenGate & Globe PDFZoebairNoch keine Bewertungen
- SAIC-W-2077 Weld Joint Identification SystemDokument1 SeiteSAIC-W-2077 Weld Joint Identification Systemkarioke mohaNoch keine Bewertungen
- Title: WQ 482 Welding Procedure Specification (WPS) : SupersedesDokument1 SeiteTitle: WQ 482 Welding Procedure Specification (WPS) : SupersedesdethamrnNoch keine Bewertungen
- MQP of PanelDokument1 SeiteMQP of Panelrahulchitrakoot123Noch keine Bewertungen
- 175 170200Dokument2 Seiten175 170200Vijay BhaleraoNoch keine Bewertungen
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDokument26 SeitenNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNoch keine Bewertungen
- Inspection Test Plan For ElectricalDokument38 SeitenInspection Test Plan For ElectricalkhoerulNoch keine Bewertungen
- Electromagnetic Flow Meter Catalogue LJP (4310) PDFDokument14 SeitenElectromagnetic Flow Meter Catalogue LJP (4310) PDFluis palacioNoch keine Bewertungen
- Factory Acceptance Test Procedure For DCS - Part 6Dokument1 SeiteFactory Acceptance Test Procedure For DCS - Part 6kapsarcNoch keine Bewertungen
- Optima Pass - Jeyakaran Thangaraj - 07-11-2021-1Dokument1 SeiteOptima Pass - Jeyakaran Thangaraj - 07-11-2021-1Anish AniNoch keine Bewertungen
- PreheatDokument2 SeitenPreheatScott TrainorNoch keine Bewertungen
- Checklist For Fifi Installation and StartupDokument2 SeitenChecklist For Fifi Installation and StartupTa Bon0% (1)
- Inspection Test Plan: Grinding, Build Up & ResurfaceDokument3 SeitenInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNoch keine Bewertungen
- E&I Tool Box ContentsDokument1 SeiteE&I Tool Box ContentsChandan RayNoch keine Bewertungen
- Flocat LB45A Manual Version 1 4Dokument48 SeitenFlocat LB45A Manual Version 1 4JimBoringNoch keine Bewertungen
- Painter Qualification Certificate: For Raina EngineersDokument1 SeitePainter Qualification Certificate: For Raina EngineersAnonymous rYZyQQot55Noch keine Bewertungen
- Protocol Column AlignmentDokument9 SeitenProtocol Column AlignmentManikandan elumalaiNoch keine Bewertungen
- QC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfDokument7 SeitenQC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfAshif IqubalNoch keine Bewertungen
- Estimation EngineerDokument3 SeitenEstimation EngineerjunaidNoch keine Bewertungen
- 4.1 - ANX-1 Definition of Mechanical Completion PDFDokument18 Seiten4.1 - ANX-1 Definition of Mechanical Completion PDFLegend AnbuNoch keine Bewertungen
- Method Statement For Re-Testing of LED Strip LightsDokument2 SeitenMethod Statement For Re-Testing of LED Strip LightsRyn Rcio100% (1)
- Curriculum Vitae: David GrahamDokument7 SeitenCurriculum Vitae: David GrahamMohamad ShafeyNoch keine Bewertungen
- ASTM A53 B Carbon Steel Pipes - Allowable PressureDokument8 SeitenASTM A53 B Carbon Steel Pipes - Allowable PressureAizat Najib100% (1)
- JKKP (DOSH) - QC Manual - Process Flow - Simple SampleDokument1 SeiteJKKP (DOSH) - QC Manual - Process Flow - Simple Samplemohd_zaieriNoch keine Bewertungen
- ThermocouplesDokument8 SeitenThermocouplesRakesh NayakNoch keine Bewertungen
- Quality Assurance and QA PlansDokument13 SeitenQuality Assurance and QA PlansAKHIL JOSEPH100% (1)
- D-Erection Manual MAGHREB-SP-SMPDokument357 SeitenD-Erection Manual MAGHREB-SP-SMPYoussef EL HamraouiNoch keine Bewertungen
- Painting ReportDokument29 SeitenPainting ReportDimas Afiefan AmirNoch keine Bewertungen
- IRN-8108577716-432-01-RIL-Audco-17 Jan 2014Dokument1 SeiteIRN-8108577716-432-01-RIL-Audco-17 Jan 2014MuralitclNoch keine Bewertungen
- ITR-B (Piping) Witness Joint1Dokument1 SeiteITR-B (Piping) Witness Joint1Momo ItachiNoch keine Bewertungen
- 1L02 - Quality PlanDokument19 Seiten1L02 - Quality PlanMuhammad RizalNoch keine Bewertungen
- Alignment Methods in Rotating EquipmentDokument6 SeitenAlignment Methods in Rotating EquipmentInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- What Is InspectionDokument6 SeitenWhat Is InspectionRathnakrajaNoch keine Bewertungen
- CC Anbcc FD 002 Enr0Dokument5 SeitenCC Anbcc FD 002 Enr0ssierroNoch keine Bewertungen
- BS en Iso 15618-1 2016Dokument34 SeitenBS en Iso 15618-1 2016elmira100% (1)
- 404 SPC 200304Dokument4 Seiten404 SPC 200304elmiraNoch keine Bewertungen
- Article 48318 PDFDokument6 SeitenArticle 48318 PDFelmiraNoch keine Bewertungen
- CKL Weld CutDokument12 SeitenCKL Weld CutelmiraNoch keine Bewertungen
- Supplier Qualification...Dokument5 SeitenSupplier Qualification...elmiraNoch keine Bewertungen
- Materials Science & Engineering A: Abdelhakim Aldoshan, Sanjeev KhannaDokument8 SeitenMaterials Science & Engineering A: Abdelhakim Aldoshan, Sanjeev KhannaelmiraNoch keine Bewertungen
- (Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFDokument8 Seiten(Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFelmiraNoch keine Bewertungen
- XRD ProcedureDokument2 SeitenXRD Procedurepullo123Noch keine Bewertungen
- Grabi Al Jubail ProfileDokument130 SeitenGrabi Al Jubail ProfileSlid ISO100% (1)
- Debug 1214Dokument2 SeitenDebug 1214Faizah Ayulia NawitaNoch keine Bewertungen
- Nickel-Titanium Alloys: A Systematic Review: Original ArticleDokument12 SeitenNickel-Titanium Alloys: A Systematic Review: Original ArticleMudavath BaburamNoch keine Bewertungen
- RIL AGM Presentation SlidesDokument44 SeitenRIL AGM Presentation SlidesDeshGujaratNoch keine Bewertungen
- EST 2011B v1.0 Configuration 10/28/2018 7:43 AMDokument2 SeitenEST 2011B v1.0 Configuration 10/28/2018 7:43 AMbagusNoch keine Bewertungen
- Manual Deus II UkDokument52 SeitenManual Deus II UkMariusNoch keine Bewertungen
- Pakistani Radio MarketDokument72 SeitenPakistani Radio MarketNajeeb Anwar100% (1)
- B747F 400Dokument2 SeitenB747F 400Nadeem100% (1)
- Powered by QFD OnlineDokument1 SeitePowered by QFD OnlineNiswa RochimNoch keine Bewertungen
- BC 20s HandbuchDokument173 SeitenBC 20s HandbuchmanoharNoch keine Bewertungen
- Scarifier 9 Piecies Tooth TypeDokument2 SeitenScarifier 9 Piecies Tooth Typeangga setyawanNoch keine Bewertungen
- Civil Engineering PDFDokument3 SeitenCivil Engineering PDFchetan c patilNoch keine Bewertungen
- Environmental Engineering Jobs in Bangladesh - Careerjet - Com.bdDokument4 SeitenEnvironmental Engineering Jobs in Bangladesh - Careerjet - Com.bdamrin jannatNoch keine Bewertungen
- Da10 Air Cooled Engine (Appn Code D3.2007 & D3Dokument26 SeitenDa10 Air Cooled Engine (Appn Code D3.2007 & D3Sandeep NikhilNoch keine Bewertungen
- Antena 700 2m - TongyuDokument2 SeitenAntena 700 2m - TongyuLenin Alejandro Ramirez HuaypatinNoch keine Bewertungen
- SMD Resistor ExamplesDokument5 SeitenSMD Resistor Examplesmarcbuss100% (1)
- First-Man-Up User ManualDokument24 SeitenFirst-Man-Up User ManualJoshuaNoch keine Bewertungen
- Advanced Techniques in Power System Protective Relaying PDFDokument332 SeitenAdvanced Techniques in Power System Protective Relaying PDFshashikant yadavNoch keine Bewertungen
- PDRXDokument4 SeitenPDRXNeel AdwaniNoch keine Bewertungen
- 006R5-WMS-JI-MI-MAU-ACS-II-23 Working Method - Pile CapDokument20 Seiten006R5-WMS-JI-MI-MAU-ACS-II-23 Working Method - Pile CapEko Budi HartantoNoch keine Bewertungen
- Catalogo Towel RailsDokument1 SeiteCatalogo Towel RailsrodijammoulNoch keine Bewertungen
- AragoniteDokument1 SeiteAragonitescaravelo7633Noch keine Bewertungen
- Mapplet InformaticaDokument3 SeitenMapplet InformaticaRamesh Babu BabuNoch keine Bewertungen
- BX-74 / BX-78: Sliding Gate Operator BX SeriesDokument24 SeitenBX-74 / BX-78: Sliding Gate Operator BX SeriesStefce PetrovNoch keine Bewertungen
- Subsea AccumulatorsDokument4 SeitenSubsea AccumulatorsAbdul Hameed OmarNoch keine Bewertungen
- VNX Unified Storage ManagementDokument3 SeitenVNX Unified Storage ManagementNicoleNoch keine Bewertungen
- Starboard Strategies Issue 13-MinDokument28 SeitenStarboard Strategies Issue 13-MinkrishnamrutamNoch keine Bewertungen
- 02 - Student Lesson 2 Pile Driving SystemDokument91 Seiten02 - Student Lesson 2 Pile Driving SystemdannyzuanNoch keine Bewertungen
- One Pipe Steam DesignDokument44 SeitenOne Pipe Steam Designreyes hernandezNoch keine Bewertungen