Das könnte Ihnen auch gefallen
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- Fired HeatersDokument19 SeitenFired HeatersCelestine OzokechiNoch keine Bewertungen
- Internals For Packed ColumnsDokument20 SeitenInternals For Packed Columnskingcobra008Noch keine Bewertungen
- Steam Jet Vacuum Ejector SetsDokument24 SeitenSteam Jet Vacuum Ejector SetsJacob PhilipNoch keine Bewertungen
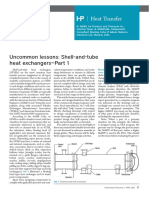
- Shell and Tube Heat ExchangersDokument22 SeitenShell and Tube Heat ExchangersAleem QureshiNoch keine Bewertungen
- Fired Heater Components-1Dokument8 SeitenFired Heater Components-1ahmed atwaNoch keine Bewertungen
- Heat Exchanger Gaskets 1 PDFDokument2 SeitenHeat Exchanger Gaskets 1 PDFMuhammad Aftab AhmedNoch keine Bewertungen
- Heat ExchangersDokument7 SeitenHeat ExchangersAgustin Gago LopezNoch keine Bewertungen
- HTFS Presentation 2Dokument57 SeitenHTFS Presentation 2Divyesh Patel100% (1)
- Steam Jet EjectorDokument6 SeitenSteam Jet Ejectorjayanta_198967% (3)
- King Abdulaziz University Mechanical Engineering Heat Exchanger DesignDokument65 SeitenKing Abdulaziz University Mechanical Engineering Heat Exchanger DesignMuhammad HaidiNoch keine Bewertungen
- Crude Oil Heater Dimensioning ProcedureDokument2 SeitenCrude Oil Heater Dimensioning ProcedureMubarik AliNoch keine Bewertungen
- Product Catalog EjectorDokument142 SeitenProduct Catalog EjectortrieuNoch keine Bewertungen
- Buss SMS Canzler - Thin Film EvaporatorsDokument16 SeitenBuss SMS Canzler - Thin Film EvaporatorsandreathomeNoch keine Bewertungen
- Single and Multistage Steam Jet Ejectors: TorinoDokument12 SeitenSingle and Multistage Steam Jet Ejectors: TorinoSuman SenapatiNoch keine Bewertungen
- NTIW Tube Sheet PaperDokument10 SeitenNTIW Tube Sheet PaperPankaj SinglaNoch keine Bewertungen
- Air-Cooled Heat ExchangersDokument16 SeitenAir-Cooled Heat Exchangersalex200301Noch keine Bewertungen
- Shell & Tube Heat Exchanger Part 1Dokument4 SeitenShell & Tube Heat Exchanger Part 1NAMONoch keine Bewertungen
- API 614-Chapter 1 DATA SHEET Scope and Attachments Si Units: Applicable DocumentsDokument3 SeitenAPI 614-Chapter 1 DATA SHEET Scope and Attachments Si Units: Applicable DocumentstutuionutNoch keine Bewertungen
- Edutor Tank MixerDokument2 SeitenEdutor Tank MixerLeandro BuosiNoch keine Bewertungen
- Properly Employ Overhead Condensers For Vacuum ColumnsDokument8 SeitenProperly Employ Overhead Condensers For Vacuum ColumnsmrtiemannNoch keine Bewertungen
- 521 TiDokument4 Seiten521 Tisa.somaNoch keine Bewertungen
- Process Column & Internals Part II (Packed Column) Rev-1Dokument51 SeitenProcess Column & Internals Part II (Packed Column) Rev-1sinner123Noch keine Bewertungen
- EjectorsDokument7 SeitenEjectorsashirwad shetty50% (2)
- Graham - Lessons From The Field - Ejector SystemDokument5 SeitenGraham - Lessons From The Field - Ejector SystemAnonymous DJrec2Noch keine Bewertungen
- Oil Lubrication Systems and APIDokument35 SeitenOil Lubrication Systems and APIMuhammad ImranNoch keine Bewertungen
- IPS G ME 200 Fired HeaterDokument26 SeitenIPS G ME 200 Fired Heateralizadeh2222100% (1)
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesVon EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNoch keine Bewertungen
- Mr. C.H.Park / Project Manager 03-May-06Dokument30 SeitenMr. C.H.Park / Project Manager 03-May-06Ali YassineNoch keine Bewertungen
- Heat exchanger rating data sheetDokument1 SeiteHeat exchanger rating data sheetFadhila Ahmad AnindriaNoch keine Bewertungen
- Castable-Free Fired HeaterDokument4 SeitenCastable-Free Fired HeaterchemengseliemNoch keine Bewertungen
- Steam Out of VesselsDokument1 SeiteSteam Out of Vesselsanon_293243615Noch keine Bewertungen
- A New Pressure Drop Model For Structured Packing H.A. Kooijman PDFDokument10 SeitenA New Pressure Drop Model For Structured Packing H.A. Kooijman PDFMichael Sutherland100% (1)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Demister EfficiencyDokument9 SeitenDemister EfficiencyHastelloy MonelNoch keine Bewertungen
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Von EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Noch keine Bewertungen
- Demister Pads BrochureDokument15 SeitenDemister Pads BrochureGuan Ting LimNoch keine Bewertungen
- Air Cooled Heat Exchanger !Dokument17 SeitenAir Cooled Heat Exchanger !RehinaNoch keine Bewertungen
- FILTRATION TECHNIQUES FOR PETROCHEMICAL GAS PROCESSINGDokument6 SeitenFILTRATION TECHNIQUES FOR PETROCHEMICAL GAS PROCESSINGPervaiz RizviNoch keine Bewertungen
- Boiler Feedwater Treating Systems: Design PracticesDokument96 SeitenBoiler Feedwater Treating Systems: Design PracticesAleem QureshiNoch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Von EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Noch keine Bewertungen
- Distillation Tray Types Operation TRBSHTDokument38 SeitenDistillation Tray Types Operation TRBSHTGary JonesNoch keine Bewertungen
- Boilers & Thermal Fluid HeatersDokument53 SeitenBoilers & Thermal Fluid HeatersannasitNoch keine Bewertungen
- Air Coolers Excerpt From Rules of Thumb For Chemical EngineersDokument3 SeitenAir Coolers Excerpt From Rules of Thumb For Chemical Engineershalder_kalyan9216Noch keine Bewertungen
- The Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeDokument3 SeitenThe Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeSrihari KodimelaNoch keine Bewertungen
- WATERTUBE boiler components guideDokument2 SeitenWATERTUBE boiler components guideMuhammad Adli Bin Ja'affarNoch keine Bewertungen
- Engineeringpractice-January2020 Compressed PDFDokument40 SeitenEngineeringpractice-January2020 Compressed PDFPatricia.PNoch keine Bewertungen
- AIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationVon EverandAIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationNoch keine Bewertungen
- REBOILER CALCULATION GUIDEDokument12 SeitenREBOILER CALCULATION GUIDESabba CabbaNoch keine Bewertungen
- Head Surface AeaDokument7 SeitenHead Surface AeaShashi Kant KumarNoch keine Bewertungen
- Engineering standard for crude oil electrostatic desaltersDokument13 SeitenEngineering standard for crude oil electrostatic desalterssvnaik14Noch keine Bewertungen
- FRP Flange DesignDokument29 SeitenFRP Flange DesignSubhadip RoyNoch keine Bewertungen
- SCFM KGHR ConvertDokument9 SeitenSCFM KGHR ConvertCSNoch keine Bewertungen
- Pressure Relief Valve Number GuideDokument18 SeitenPressure Relief Valve Number GuideswatkoolNoch keine Bewertungen
- Vacuum Systems PDFDokument12 SeitenVacuum Systems PDFSnigdha YadavNoch keine Bewertungen
- Vacuum Pump Series of 040c-100cDokument20 SeitenVacuum Pump Series of 040c-100cMauricioNoch keine Bewertungen
- Bry-Air Dehumidifier ManualDokument17 SeitenBry-Air Dehumidifier ManualMaulik33% (3)
- Vacuum and Heat Transfer Barometric Condenser ManualDokument11 SeitenVacuum and Heat Transfer Barometric Condenser ManualNick Smith100% (1)
- Manual Hydrill K20-5000Dokument16 SeitenManual Hydrill K20-5000IgorCencič100% (3)
- Heat Exchangers2Dokument16 SeitenHeat Exchangers2sebas_vNoch keine Bewertungen
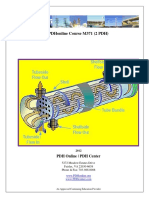
- Pdhonline Course M371 (2 PDH) : PDH Online - PDH CenterDokument35 SeitenPdhonline Course M371 (2 PDH) : PDH Online - PDH Centersebas_vNoch keine Bewertungen
- Module #1: P D H EDokument41 SeitenModule #1: P D H Esebas_vNoch keine Bewertungen
- Heat Exchanger World: Teadit: Leading R&D For Critical Process Sealing SolutionsDokument48 SeitenHeat Exchanger World: Teadit: Leading R&D For Critical Process Sealing Solutionssebas_vNoch keine Bewertungen
- Shell and Tube HX Basic CalculationDokument35 SeitenShell and Tube HX Basic Calculationวรศิษฐ์ อ๋องNoch keine Bewertungen
- PipelineDokument1 SeitePipelinesebas_vNoch keine Bewertungen
- Shell and Tube Heat Exchanger DesignDokument41 SeitenShell and Tube Heat Exchanger DesignAhmad Budiman100% (2)
- Heat Exchanger Types and CalculationsDokument16 SeitenHeat Exchanger Types and CalculationsAudrey Patrick KallaNoch keine Bewertungen
- 2917 HXGN LIVE 2917 DelaforceDokument58 Seiten2917 HXGN LIVE 2917 DelaforceVitor OlivettiNoch keine Bewertungen
- Profitability Formula Crude Oil Refinery enDokument16 SeitenProfitability Formula Crude Oil Refinery ensebas_vNoch keine Bewertungen
- Enardo Introduction CatalogDokument7 SeitenEnardo Introduction Catalogsebas_vNoch keine Bewertungen
- ME905 Heat Exchanger Fundamentals PDFDokument29 SeitenME905 Heat Exchanger Fundamentals PDFsrdzaNoch keine Bewertungen
- CAUx2015 Joint EfficiencyDokument25 SeitenCAUx2015 Joint Efficiencysebas_vNoch keine Bewertungen
- Sizing Shell and Tube Heat ExchangerDokument17 SeitenSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Pig Sig IVDokument7 SeitenPig Sig IVsebas_vNoch keine Bewertungen
- Aluminum Geodesic Dome Roof ProtectionDokument2 SeitenAluminum Geodesic Dome Roof Protectionsebas_vNoch keine Bewertungen
- Design ChecklistDokument2 SeitenDesign ChecklistSHAJUNoch keine Bewertungen
- Improving HE Design (CEP, 2007)Dokument6 SeitenImproving HE Design (CEP, 2007)Yang Gul LeeNoch keine Bewertungen
- Classes of Chimney InspectionsDokument1 SeiteClasses of Chimney Inspectionssebas_vNoch keine Bewertungen
- Spares Parts Ejectors - GrahamDokument1 SeiteSpares Parts Ejectors - Grahamsebas_vNoch keine Bewertungen
- 4 - Water Storage Tank Safety StandardsDokument35 Seiten4 - Water Storage Tank Safety StandardsWidiyanto WidiyantiNoch keine Bewertungen
- 2011 Summit Fixed Equipment Inspection Programs - r6Dokument34 Seiten2011 Summit Fixed Equipment Inspection Programs - r6Debye101Noch keine Bewertungen
- Hydrocarbon Gas Storage Tank Blanketing PDFDokument9 SeitenHydrocarbon Gas Storage Tank Blanketing PDFsebas_vNoch keine Bewertungen
- Areas of VulnerabilityDokument44 SeitenAreas of Vulnerabilitysebas_vNoch keine Bewertungen
- Inspection Checklist Platformer Reactor Vessel PDFDokument5 SeitenInspection Checklist Platformer Reactor Vessel PDFsebas_vNoch keine Bewertungen
- Areas of VulnerabilityDokument44 SeitenAreas of Vulnerabilitysebas_vNoch keine Bewertungen
- Areas of VulnerabilityDokument44 SeitenAreas of Vulnerabilitysebas_vNoch keine Bewertungen
- Specifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013Dokument7 SeitenSpecifying Shell-And-Tube Heat Exchangers (Chemical Engineering) May 2013sebas_vNoch keine Bewertungen
- Floating Roof TanksDokument123 SeitenFloating Roof TanksSalman BhattiNoch keine Bewertungen
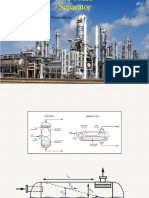
- Gas-Liquid Separator Sizing CalculationsDokument12 SeitenGas-Liquid Separator Sizing CalculationsiuiuiooiuNoch keine Bewertungen
- Aker SolutionsDokument34 SeitenAker Solutionsluagu100% (3)
- HFM 15ppm Bilge Separator Operation ManualDokument24 SeitenHFM 15ppm Bilge Separator Operation ManualNguyen Phuoc HoNoch keine Bewertungen
- 12-Oil and Gas SeparatorsDokument44 Seiten12-Oil and Gas SeparatorsKhalil Lasfer100% (1)
- FlowSheets 93851 - 02a Diagramas de FlujoDokument13 SeitenFlowSheets 93851 - 02a Diagramas de Flujoakarcz6731Noch keine Bewertungen
- Multiphase Pipeline Design Guide OverviewDokument104 SeitenMultiphase Pipeline Design Guide OverviewShyBokx100% (3)
- Two Phase Horizontal Separator - Design Procedure - PPSXDokument24 SeitenTwo Phase Horizontal Separator - Design Procedure - PPSXvsroilgasNoch keine Bewertungen
- Carrier 30 HX Chiller Product Data7ituDokument56 SeitenCarrier 30 HX Chiller Product Data7ituThiago AlvesNoch keine Bewertungen
- HPFi Hydraulic Support System 0700Dokument35 SeitenHPFi Hydraulic Support System 0700g665013Noch keine Bewertungen
- Asme Boiler Inspection FormDokument2 SeitenAsme Boiler Inspection FormJose Lorenzo ToralNoch keine Bewertungen
- Separation in Oilfield OperationsDokument21 SeitenSeparation in Oilfield OperationsLazaro Hernandez GallegosNoch keine Bewertungen
- 2-HG17G Operating and Maintenance HandbookDokument48 Seiten2-HG17G Operating and Maintenance HandbookarielNoch keine Bewertungen
- Mopx 205Dokument212 SeitenMopx 205gaby2003100% (3)
- Rules of ThumbDokument105 SeitenRules of ThumbEllen DawitriNoch keine Bewertungen
- Rule325 RVP TVPDokument8 SeitenRule325 RVP TVPecv1001Noch keine Bewertungen
- Putting It All Together: OperationsDokument34 SeitenPutting It All Together: OperationsIbrahim FaqaihNoch keine Bewertungen
- Well Test Standards Section 3.30 Chemical Injection Pumps: Global StandardDokument8 SeitenWell Test Standards Section 3.30 Chemical Injection Pumps: Global StandardEmmanuelNoch keine Bewertungen
- Cyclone Seperator Experimental ManualDokument12 SeitenCyclone Seperator Experimental ManualShoaib PathanNoch keine Bewertungen
- Equilibar-Research Series-Back Pressure RegulatorsDokument12 SeitenEquilibar-Research Series-Back Pressure RegulatorsDr-Ganesh DombeNoch keine Bewertungen
- Sigma Control 2 9 - 9450 - 00use-Tcm8-285058Dokument204 SeitenSigma Control 2 9 - 9450 - 00use-Tcm8-285058francisseeNoch keine Bewertungen
- ACMV CPS Separator ManualDokument6 SeitenACMV CPS Separator ManualVenkates AdhinarayananNoch keine Bewertungen
- ECM370 Operations Maintanence Book PDFDokument114 SeitenECM370 Operations Maintanence Book PDFCarlos Rodriguez100% (2)
- Fuel Treatment and Conditioning Systems: ShipsDokument11 SeitenFuel Treatment and Conditioning Systems: ShipspwkannonNoch keine Bewertungen
- Catalyst RegenerationDokument57 SeitenCatalyst RegenerationSyed Abdul RehmanNoch keine Bewertungen
- Oil ReservoirsDokument3 SeitenOil ReservoirsMukhtarov PgNoch keine Bewertungen
- Liquid Liquid Separation TechnologyDokument16 SeitenLiquid Liquid Separation TechnologyMurrali Raj JeyagapalNoch keine Bewertungen
- 22 10 14 Ba DLT0704 GB 140618Dokument64 Seiten22 10 14 Ba DLT0704 GB 140618abdur rohmanNoch keine Bewertungen
- Ceccato DRD 60-100 IVR PM Instruction Book en Antwerp 2920711870Dokument104 SeitenCeccato DRD 60-100 IVR PM Instruction Book en Antwerp 2920711870Voştinar IoanNoch keine Bewertungen
- 1.0 FourPhase Sand TrapDokument2 Seiten1.0 FourPhase Sand TrapTg TarroNoch keine Bewertungen
- Roxar 2600 Multiphase Flow MeterDokument30 SeitenRoxar 2600 Multiphase Flow MeterOmar Al SousliNoch keine Bewertungen