Das könnte Ihnen auch gefallen
- Taller ProducciónDokument7 SeitenTaller ProducciónMariaNoch keine Bewertungen
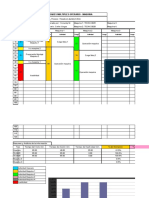
- Laboratorio Del Segundo Hemisemestre de I.O. Octubre 2017 - Marzo 2018Dokument16 SeitenLaboratorio Del Segundo Hemisemestre de I.O. Octubre 2017 - Marzo 2018MilenYta C. Chivita LokNoch keine Bewertungen
- Gua Costos 2018Dokument84 SeitenGua Costos 2018Lucila EvangelistaNoch keine Bewertungen
- PRI TenguelDokument170 SeitenPRI TenguelmanyqpNoch keine Bewertungen
- Caso de Estudio IO1 Grupo Lunes PDFDokument2 SeitenCaso de Estudio IO1 Grupo Lunes PDFJuan PinzonNoch keine Bewertungen
- Análisis y Propuestas de Mejora Del Servicio Reaño Automotriz E.I.R.L PDFDokument50 SeitenAnálisis y Propuestas de Mejora Del Servicio Reaño Automotriz E.I.R.L PDFEduardoRiveraNoch keine Bewertungen
- Actividad 6 Estructura de ControlDokument12 SeitenActividad 6 Estructura de Controlmagdelen tomichaNoch keine Bewertungen
- Problemas de Productividad 01-2020Dokument4 SeitenProblemas de Productividad 01-2020Sebastián ValdiviaNoch keine Bewertungen
- Taller 2-Producción IDokument11 SeitenTaller 2-Producción IjcNoch keine Bewertungen
- Ejerc 1 PLDokument2 SeitenEjerc 1 PLMariana Duran TapiaNoch keine Bewertungen
- Problema 2 MRP para Participación en BlancoDokument2 SeitenProblema 2 MRP para Participación en BlancowalterNoch keine Bewertungen
- Camisas y Pantalones-Universidades, 123Dokument7 SeitenCamisas y Pantalones-Universidades, 123luisa restrepo0% (1)
- Informe Bombas Paralelo-Serie TermofluidosDokument19 SeitenInforme Bombas Paralelo-Serie TermofluidosAlberto Yanac BenaventeNoch keine Bewertungen
- Documento CursoRedesDokument130 SeitenDocumento CursoRedesHarry Garcia100% (1)
- Ejercicios de Productividad 1-14Dokument14 SeitenEjercicios de Productividad 1-14Andrés NapeNoch keine Bewertungen
- Manual para Registro de OC y OS PDFDokument31 SeitenManual para Registro de OC y OS PDFLudwin TtChNoch keine Bewertungen
- Actividad Individual - Semana 1 - 2091317419Dokument1 SeiteActividad Individual - Semana 1 - 2091317419Austin PeligroNoch keine Bewertungen
- Ejercicios Productividad.Dokument1 SeiteEjercicios Productividad.Pato VimosNoch keine Bewertungen
- 2020-1 SC 1 Pract. CalifDokument2 Seiten2020-1 SC 1 Pract. CalifKenji MucchingNoch keine Bewertungen
- Aplicación de Técnicas Cualitativas para El PronósticoDokument6 SeitenAplicación de Técnicas Cualitativas para El PronósticoNick Luis Curi SegoviaNoch keine Bewertungen
- Práctica N°3Dokument2 SeitenPráctica N°3Javi Beltrán SandovalNoch keine Bewertungen
- Proyecto Final Formulación (1) ListoDokument58 SeitenProyecto Final Formulación (1) ListoNorlan Manga AguirreNoch keine Bewertungen
- Capitulo 1 KrajewskiDokument6 SeitenCapitulo 1 KrajewskioooTRISTANoooNoch keine Bewertungen
- SECTOR TEXTIL DE ALPACA DIAGNOSTICO FASE 3 FinalDokument51 SeitenSECTOR TEXTIL DE ALPACA DIAGNOSTICO FASE 3 FinalGustavo Alonso Ponce de León RodríguezNoch keine Bewertungen
- Grupo N°3 Bandas TransportadorasDokument54 SeitenGrupo N°3 Bandas TransportadorasAmelia CastelNoch keine Bewertungen
- Porta FolioDokument72 SeitenPorta FolioMIGUEL NAULA VASQUEZ100% (1)
- Trabajo Práctico., Ejercicios.Dokument6 SeitenTrabajo Práctico., Ejercicios.luis yanza100% (1)
- Guia Io Unidad 1 PDFDokument23 SeitenGuia Io Unidad 1 PDFPaul Fiesta MontañoNoch keine Bewertungen
- Ingenier A de Costos - Rosario Vargas RoncalDokument195 SeitenIngenier A de Costos - Rosario Vargas RoncalIratiNoch keine Bewertungen
- Tesis Final30Dokument86 SeitenTesis Final30monica100% (1)
- CASO Costos Estandar Caso 1 y 2Dokument1 SeiteCASO Costos Estandar Caso 1 y 2Waldir Alata AyhuasiNoch keine Bewertungen
- Cuestionario N°1-Resistencia de Materiales N-BDokument4 SeitenCuestionario N°1-Resistencia de Materiales N-BYanira OrtegaNoch keine Bewertungen
- Textilera BoliviaDokument137 SeitenTextilera BoliviaHeidi RamosNoch keine Bewertungen
- Examen Final Ing. Economica Ind4-7Dokument1 SeiteExamen Final Ing. Economica Ind4-7GiancarloMlmNoch keine Bewertungen
- Ejercicios ProductividadDokument4 SeitenEjercicios ProductividadMIGUEL NAULA VASQUEZNoch keine Bewertungen
- Taller 1 CorteDokument31 SeitenTaller 1 CorteWillson GiraldoNoch keine Bewertungen
- Damon ExcelDokument8 SeitenDamon ExcelSergio VillarteNoch keine Bewertungen
- s3 Hoja de Trabajo Gestion de CostosDokument3 Seitens3 Hoja de Trabajo Gestion de CostosRimarachin Contreras ShirleyNoch keine Bewertungen
- Tif Sistemas de InformacionDokument90 SeitenTif Sistemas de InformacionLuis Suárez FernándezNoch keine Bewertungen
- Texto Completo IO-1Dokument90 SeitenTexto Completo IO-1Ramon Cruz MamaniNoch keine Bewertungen
- Ejer ProductividadDokument4 SeitenEjer ProductividadAlexis MerinoNoch keine Bewertungen
- Ejercicio Práctico NTPDDokument6 SeitenEjercicio Práctico NTPDJuan RodriguezNoch keine Bewertungen
- Tif - Cap 1Dokument9 SeitenTif - Cap 1Laura Salazar SalasNoch keine Bewertungen
- Orden-14 4Dokument8 SeitenOrden-14 4JoseMayhuaNoch keine Bewertungen
- 5 SDokument72 Seiten5 SAle TúchezNoch keine Bewertungen
- A1 - T6 Investigacion DocumentalDokument31 SeitenA1 - T6 Investigacion DocumentalAndrea EscobedoNoch keine Bewertungen
- Ejercicios ProductividadDokument3 SeitenEjercicios ProductividadEdwar André Pgal100% (4)
- Lab de Ing de MetodosDokument6 SeitenLab de Ing de MetodosRuth Mery Ccahuantico CasaNoch keine Bewertungen
- Ejercicios Resueltos de CostosDokument12 SeitenEjercicios Resueltos de CostoscascarincitoNoch keine Bewertungen
- Práctica 1 - ProductividadDokument10 SeitenPráctica 1 - ProductividadLaura Vanesa Rojas VallejoNoch keine Bewertungen
- Universidad Tecnologica Del Peru Faculta PDFDokument4 SeitenUniversidad Tecnologica Del Peru Faculta PDFLily GsNoch keine Bewertungen
- ResiunoDokument70 SeitenResiunoJesús ChávezNoch keine Bewertungen
- Unidades de Medida de ProductividadDokument8 SeitenUnidades de Medida de ProductividadLópez SusyNoch keine Bewertungen
- Automatización de Una Podadora PDFDokument58 SeitenAutomatización de Una Podadora PDFAnnie Snchz RmzNoch keine Bewertungen
- Taller 3 P.L. ENTERADokument4 SeitenTaller 3 P.L. ENTERAtrabajos maestriaNoch keine Bewertungen
- Investigacion de Empresa Exportadora Boliviana MadepaDokument26 SeitenInvestigacion de Empresa Exportadora Boliviana MadepaJuan Daniel Ramos PazNoch keine Bewertungen
- Trabajo Final Recauchutadora Bolivia 1Dokument125 SeitenTrabajo Final Recauchutadora Bolivia 1stephanieNoch keine Bewertungen
- SNMACDokument3 SeitenSNMACMiguelApoNoch keine Bewertungen
- Propuesta de Optimizacion para El Proceso de Fabricacion de Pupitres Universitarios en Industrias Vicar A Travez Del Analisis de Operaciones IndustrialesDokument162 SeitenPropuesta de Optimizacion para El Proceso de Fabricacion de Pupitres Universitarios en Industrias Vicar A Travez Del Analisis de Operaciones IndustrialesAndres CuadrosNoch keine Bewertungen
- Embriología OdontologicaDokument36 SeitenEmbriología OdontologicadanielNoch keine Bewertungen
- Energía HidráulicaDokument2 SeitenEnergía HidráulicaVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Ingenieria Del Proyecto - 1Dokument73 SeitenIngenieria Del Proyecto - 1Victor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Informe 2 PescaDokument21 SeitenInforme 2 PescaVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Operación de EmbarqueDokument3 SeitenOperación de EmbarqueVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Artemia Lab 1Dokument30 SeitenArtemia Lab 1Victor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Universidad Nacional de PiuraDokument32 SeitenUniversidad Nacional de PiuraVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Buenas Prácticas de ManufacturaDokument127 SeitenBuenas Prácticas de ManufacturaVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Chlorella Vulgaris CultivoDokument16 SeitenChlorella Vulgaris CultivoJd Falcón Suarez100% (1)
- Lab OratorioDokument30 SeitenLab OratorioVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Proyecto de InversionDokument113 SeitenProyecto de InversionVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Trabajo FinalDokument31 SeitenTrabajo FinalVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Mari CulturaDokument25 SeitenMari CulturaVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Concha AbanicoDokument2 SeitenConcha AbanicoAntuane TorresNoch keine Bewertungen
- Estudio de Impacto AmbientalDokument6 SeitenEstudio de Impacto AmbientalVictor Enrique Valdiviezo Saavedra100% (1)
- Sobre Los CensosDokument8 SeitenSobre Los CensosVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Plan Haccp de Calamar Gigante Congelada en Diversas PresentacionesDokument24 SeitenPlan Haccp de Calamar Gigante Congelada en Diversas PresentacionesVictor Enrique Valdiviezo Saavedra100% (1)
- PLANIFICACIONDokument21 SeitenPLANIFICACIONVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- HttpseguridadDokument8 SeitenHttpseguridadVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Ingenieria Genetica Frente Al Derecho - CivilDokument16 SeitenIngenieria Genetica Frente Al Derecho - CivilVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- BPM de EnvasadoDokument5 SeitenBPM de EnvasadoVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Automatizacion Industrial PDFDokument35 SeitenAutomatizacion Industrial PDFJohnny Ninantay TorresNoch keine Bewertungen
- Unbiversidad Privada Antenor OrregoDokument7 SeitenUnbiversidad Privada Antenor OrregoVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Año de La Consolidación Del Mar de Grau OCEONOGRAFÍA KMCDokument13 SeitenAño de La Consolidación Del Mar de Grau OCEONOGRAFÍA KMCVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- BPM DecongeladoDokument5 SeitenBPM DecongeladoVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Buenas Prácticas de ManufacturaDokument127 SeitenBuenas Prácticas de ManufacturaVictor Enrique Valdiviezo SaavedraNoch keine Bewertungen
- Lab 3 Caracterizacion Del Acero FDokument5 SeitenLab 3 Caracterizacion Del Acero FELYN MARIANA ANACONA PINO100% (1)
- Itu Hornos IndustrialesDokument24 SeitenItu Hornos IndustrialesCarlitos El BambinoNoch keine Bewertungen
- Hoja de Datos de Seguridad de Materiales SiliconaDokument4 SeitenHoja de Datos de Seguridad de Materiales SiliconaAba EcoNoch keine Bewertungen
- Practica 1Dokument8 SeitenPractica 1mayra dayana mamani gonzalesNoch keine Bewertungen
- UñasDokument25 SeitenUñasKatherine Muñoz100% (7)
- BA Estequiometrà A 2Dokument2 SeitenBA Estequiometrà A 2Lucia MartinNoch keine Bewertungen
- Informe de Moldeo y ColadaDokument22 SeitenInforme de Moldeo y ColadakevinNoch keine Bewertungen
- Robie Oliver Condori Torres Leyes de La TermodinamicaDokument16 SeitenRobie Oliver Condori Torres Leyes de La Termodinamicaolivermenico20Noch keine Bewertungen
- Estereoisomería en Compuestos OhDokument9 SeitenEstereoisomería en Compuestos OhEgcrisostomoNoch keine Bewertungen
- Resistencia Térmica Por Contacto 2Dokument6 SeitenResistencia Térmica Por Contacto 2David SalasNoch keine Bewertungen
- Resolución Disposición 7392/2023 AnmatDokument7 SeitenResolución Disposición 7392/2023 AnmatIndio LuqueNoch keine Bewertungen
- Mezclas de Asfaltos y FillersDokument2 SeitenMezclas de Asfaltos y FillersNesFloresVelazquezNoch keine Bewertungen
- Kevin Campo 00209473 Informe 2 MacromoleculasDokument11 SeitenKevin Campo 00209473 Informe 2 MacromoleculasKevin CampoNoch keine Bewertungen
- Expo de QuimicaDokument9 SeitenExpo de Quimicaluiz lopezNoch keine Bewertungen
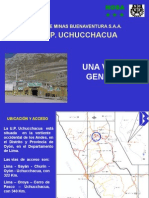
- Plan de Minado de UchucchacuaDokument50 SeitenPlan de Minado de UchucchacuaJimmy Joseph Palomino Huarcaya75% (8)
- Métodos y Técnicas de EsterilizaciónDokument7 SeitenMétodos y Técnicas de Esterilizaciónsukidull omeprazolNoch keine Bewertungen
- Todo Sobre ExtrusionDokument162 SeitenTodo Sobre ExtrusionHoracio Diez FontanaNoch keine Bewertungen
- Ensayo de Compresion Junio 2015Dokument10 SeitenEnsayo de Compresion Junio 2015Jarg91Noch keine Bewertungen
- Caso Práctico de ProteínasDokument10 SeitenCaso Práctico de ProteínasEMILY ANDREA GONZALEZ CHACONNoch keine Bewertungen
- T 6 Ac NucleicosDokument12 SeitenT 6 Ac NucleicosAlejandro AlemanNoch keine Bewertungen
- Almendrales Duarte Lina Marcela. Actividad 2Dokument4 SeitenAlmendrales Duarte Lina Marcela. Actividad 2SEYS CONSULTORIAS Y ASESORIAS S.A.SNoch keine Bewertungen
- Introducción A La Ingenieria de Procesos QuimicosDokument17 SeitenIntroducción A La Ingenieria de Procesos Quimicosfernand08Noch keine Bewertungen
- El Intercambio de Gases en La RespiracionDokument2 SeitenEl Intercambio de Gases en La RespiracionDavixito André Gálvez FloresNoch keine Bewertungen
- Pedro Gutiérrez Bueno (1745-1822), Los Libros de Texto y Los Nuevos Públicos de La Química en El Último Tercio Del Siglo XVIIIDokument24 SeitenPedro Gutiérrez Bueno (1745-1822), Los Libros de Texto y Los Nuevos Públicos de La Química en El Último Tercio Del Siglo XVIIImarko antonioNoch keine Bewertungen
- Ats Aplicacion de Pintura A Base de Agua......Dokument3 SeitenAts Aplicacion de Pintura A Base de Agua......frankruedabotero100% (3)
- Clasificacion de Las Areniscas - En.esDokument9 SeitenClasificacion de Las Areniscas - En.essantiago_páez_1Noch keine Bewertungen
- Soluciones VerdaderasDokument8 SeitenSoluciones VerdaderasGuapomon100% (1)
- Aplicación de La Matriz de Contradicción enDokument6 SeitenAplicación de La Matriz de Contradicción enPeppe JuárezNoch keine Bewertungen
- La Conductividad ElectricaDokument5 SeitenLa Conductividad ElectricaRodolfo KuschNoch keine Bewertungen
- Anhidrido FtalicoDokument4 SeitenAnhidrido FtalicoJuliet AdamsNoch keine Bewertungen