Das könnte Ihnen auch gefallen
- Step 2 - Measuring The Base Ingredients.: Soap Making SuppliesDokument9 SeitenStep 2 - Measuring The Base Ingredients.: Soap Making SuppliesCzarina PotenteNoch keine Bewertungen
- Soap Industry in Capital BudgetingDokument63 SeitenSoap Industry in Capital BudgetingShivam Panday0% (1)
- Soap Production FiguresDokument29 SeitenSoap Production Figuresmbame100% (1)
- Kettle Process Industrial ChemistryDokument7 SeitenKettle Process Industrial ChemistryKcirtap ZkethNoch keine Bewertungen
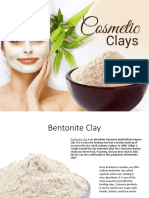
- Cosmetic Clay ClassDokument14 SeitenCosmetic Clay ClassVeronica Lacerda100% (1)
- Soap and Detergent ManufacturingDokument7 SeitenSoap and Detergent ManufacturingbellesuperNoch keine Bewertungen
- Chemistry of Soap & DetergentDokument7 SeitenChemistry of Soap & DetergentAd Rian100% (1)
- Soap BarDokument24 SeitenSoap BarMyBabystore TrustNoch keine Bewertungen
- Soap Making Made Easy Ultimate Guide To Soap Making Including Recipes: Soapmaking Homeade and Handcrafted for 2015Von EverandSoap Making Made Easy Ultimate Guide To Soap Making Including Recipes: Soapmaking Homeade and Handcrafted for 2015Bewertung: 4 von 5 Sternen4/5 (6)
- Bar SoapDokument13 SeitenBar SoapMikaella ManzanoNoch keine Bewertungen
- Soap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantVon EverandSoap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantBewertung: 5 von 5 Sternen5/5 (2)
- Honeywell Pro-Watch API Service DocumentationDokument150 SeitenHoneywell Pro-Watch API Service DocumentationMarcos LisboaNoch keine Bewertungen
- Soap Industry AnalysisDokument17 SeitenSoap Industry AnalysisSHAIK IMRANNoch keine Bewertungen
- Making Transparents SoapDokument12 SeitenMaking Transparents SoapanaktupaiNoch keine Bewertungen
- Detergents and SoapsDokument20 SeitenDetergents and SoapsTehreem FatimaNoch keine Bewertungen
- CPI Group 4Dokument22 SeitenCPI Group 4Yudhi GusmanNoch keine Bewertungen
- Soap UIDokument92 SeitenSoap UIRana Krunal0% (1)
- SAP Brazil GRC NFE OverviewDokument29 SeitenSAP Brazil GRC NFE OverviewdhanahbalNoch keine Bewertungen
- Soap Making Guide With Recipes: DIY Homemade Soapmaking Made Easy: DIY Homemade Soapmaking Made EasyVon EverandSoap Making Guide With Recipes: DIY Homemade Soapmaking Made Easy: DIY Homemade Soapmaking Made EasyBewertung: 4.5 von 5 Sternen4.5/5 (17)
- TOPIC 12 Soaps and DetergentsDokument14 SeitenTOPIC 12 Soaps and DetergentsKaynine Kiko50% (2)
- Soap and SaponificationDokument3 SeitenSoap and Saponificationemmet11Noch keine Bewertungen
- UntitledDokument11 SeitenUntitledapi-256504985100% (1)
- Soap Production Business PlanDokument55 SeitenSoap Production Business Plansolomon100% (1)
- Soaps and DetergentsDokument16 SeitenSoaps and DetergentsVivek ToshniwalNoch keine Bewertungen
- SoapDokument22 SeitenSoapLih Medrano50% (2)
- Basic of NetworkingDokument46 SeitenBasic of Networkingapi-281601506Noch keine Bewertungen
- Best Tips And Tricks For Soap Making: Time Honored Soap Making TechniquesVon EverandBest Tips And Tricks For Soap Making: Time Honored Soap Making TechniquesBewertung: 5 von 5 Sternen5/5 (1)
- Soap Industry PDFDokument11 SeitenSoap Industry PDFVineet Sharma100% (3)
- Study Material of Soap & Detergent IndustryDokument24 SeitenStudy Material of Soap & Detergent IndustrySk jahidul Islam100% (1)
- Soap Manufacturing ProcessDokument4 SeitenSoap Manufacturing ProcessNayan Gautam100% (1)
- Organic Soap ProjectDokument20 SeitenOrganic Soap ProjectSayyad Khaja0% (1)
- Soap IndustryDokument79 SeitenSoap IndustryGaurav Nathani50% (4)
- Acknowledgement: Endris ADokument27 SeitenAcknowledgement: Endris AKidan ayenewNoch keine Bewertungen
- Scientific SoapmakingDokument92 SeitenScientific SoapmakingEdgardo Ed Ramirez100% (1)
- Soaps and DetergentsDokument24 SeitenSoaps and Detergentsઅવિનાશ મીણાNoch keine Bewertungen
- Abdulgafar Soap ProductionDokument19 SeitenAbdulgafar Soap Productionsoeasy191Noch keine Bewertungen
- Soap Production OutlineDokument8 SeitenSoap Production OutlineTezuka Haru KunimitsuNoch keine Bewertungen
- SoapDokument11 SeitenSoapVyomNoch keine Bewertungen
- Proposal@22Dokument21 SeitenProposal@22Haymanot DagneNoch keine Bewertungen
- RationalDokument25 SeitenRationalMike VadenNoch keine Bewertungen
- Chemistry Soap ProjectDokument39 SeitenChemistry Soap ProjectocNoch keine Bewertungen
- Soap in PhilippinesDokument8 SeitenSoap in PhilippinesgbatidioNoch keine Bewertungen
- Sree Narayana Guru Central SchoolDokument14 SeitenSree Narayana Guru Central SchoolgreeshmaNoch keine Bewertungen
- Soap and Its Manufacturing ProcessDokument2 SeitenSoap and Its Manufacturing ProcessANANTHAKRISHNAN PNoch keine Bewertungen
- Soaps and Detergents PDFDokument16 SeitenSoaps and Detergents PDFsachinsaboo3Noch keine Bewertungen
- Total Fatty Matter Content in Selected S PDFDokument32 SeitenTotal Fatty Matter Content in Selected S PDFtiara dwiNoch keine Bewertungen
- Bar Soap New EditionDokument18 SeitenBar Soap New EditionMiracle UzomaNoch keine Bewertungen
- Chem Ivp SavitaDokument21 SeitenChem Ivp Savitalistenit248Noch keine Bewertungen
- Assignment Chemical Process IndustriesDokument11 SeitenAssignment Chemical Process IndustrieswaqaskhanNoch keine Bewertungen
- Form 2 Combined Science Notes - Sakupwanya: Topic: Industrialprocesses - Soap ManufacturingDokument3 SeitenForm 2 Combined Science Notes - Sakupwanya: Topic: Industrialprocesses - Soap ManufacturingngonicalzNoch keine Bewertungen
- Edited Soap Training MaterialDokument36 SeitenEdited Soap Training MaterialSmith JamesNoch keine Bewertungen
- Chem Proj 1Dokument10 SeitenChem Proj 1Mrinaal RoshanNoch keine Bewertungen
- Ananya 2Dokument23 SeitenAnanya 2Ananya SahooNoch keine Bewertungen
- Soaps: ContentsDokument13 SeitenSoaps: ContentsYaadeshkumaarNoch keine Bewertungen
- ConsumerChemistry9 q3 Mod2 ChemicalsPresentinSoapandDetergent2022Dokument17 SeitenConsumerChemistry9 q3 Mod2 ChemicalsPresentinSoapandDetergent2022Shekina Joy SungaNoch keine Bewertungen
- Bangladesh University of Business and Technology Assignment On LUXDokument13 SeitenBangladesh University of Business and Technology Assignment On LUXSumaiya Howladar034Noch keine Bewertungen
- Soap Is Made From Animal Fats and Vegetable OilsDokument11 SeitenSoap Is Made From Animal Fats and Vegetable OilsBhavani Prasad BhatnagarNoch keine Bewertungen
- 1 s2.0 0738081X9500102L MainDokument7 Seiten1 s2.0 0738081X9500102L MainCg Ida Home TuitionNoch keine Bewertungen
- 18191101034, Sumaiya HowladarDokument9 Seiten18191101034, Sumaiya HowladarSumaiya Howladar034Noch keine Bewertungen
- Soaps and SyndetbarsDokument18 SeitenSoaps and Syndetbars329 Vishal Sharma civilNoch keine Bewertungen
- Laporan SabunDokument21 SeitenLaporan SabunSafii FarhanNoch keine Bewertungen
- Soap PreparationDokument8 SeitenSoap PreparationLaksmi Dwi100% (1)
- Soap Internship ReportDokument18 SeitenSoap Internship ReportUmaarAliShiekhNoch keine Bewertungen
- Soap Manufacturing ProcessDokument4 SeitenSoap Manufacturing ProcessBirhanu Teshale100% (2)
- Product ContentDokument25 SeitenProduct ContentmoorthiyadhavaNoch keine Bewertungen
- 1.1 SoapsDokument22 Seiten1.1 Soapsvijay guptaNoch keine Bewertungen
- Chemistry Ivp SavitaDokument24 SeitenChemistry Ivp Savitalistenit248Noch keine Bewertungen
- Presentation 1Dokument22 SeitenPresentation 1B59 Diganshu JaiswalNoch keine Bewertungen
- Preparation of Soap From Palm Kernel Oil (Pko) and Potash: Ibrahim JimohDokument6 SeitenPreparation of Soap From Palm Kernel Oil (Pko) and Potash: Ibrahim JimohSONIEH SYLVIUSNoch keine Bewertungen
- Myristic Acid in Personal Care IndustryDokument3 SeitenMyristic Acid in Personal Care IndustryGealssy AnavayaNoch keine Bewertungen
- ComputerScience EngineeringDokument52 SeitenComputerScience EngineeringdeepujobNoch keine Bewertungen
- Prasanna Tanneeru: Professional SummaryDokument10 SeitenPrasanna Tanneeru: Professional SummaryrecruiterkkNoch keine Bewertungen
- Microsoft GP 10 (WSProgrammersGuide)Dokument156 SeitenMicrosoft GP 10 (WSProgrammersGuide)Atif RehmanNoch keine Bewertungen
- Ws-Policy Language BasisDokument17 SeitenWs-Policy Language BasisaddssdfaNoch keine Bewertungen
- SOA SyllabusDokument3 SeitenSOA SyllabusDeepa LakshmiNoch keine Bewertungen
- Kenya Standard: ©KEBS 2010 . Edition 2010Dokument10 SeitenKenya Standard: ©KEBS 2010 . Edition 2010Ahmed IsmailNoch keine Bewertungen
- Chemistry (Yang Ini)Dokument45 SeitenChemistry (Yang Ini)Nabil MuhammadNoch keine Bewertungen
- Web Services y PowerbuilderDokument11 SeitenWeb Services y Powerbuilderchris0306Noch keine Bewertungen
- Wso2 Esb PDFDokument62 SeitenWso2 Esb PDFmjc45Noch keine Bewertungen
- CA Workflow API Ref Guide EnuDokument156 SeitenCA Workflow API Ref Guide EnujacNoch keine Bewertungen
- Web Services Interview Questions: Click HereDokument34 SeitenWeb Services Interview Questions: Click Heremandar_pise6244Noch keine Bewertungen
- Oracle CRM OnDem - WebSvcs ExamplesDokument226 SeitenOracle CRM OnDem - WebSvcs ExamplesshivasvjNoch keine Bewertungen
- The Advanced Guide To Best Mens SoapDokument3 SeitenThe Advanced Guide To Best Mens Soapdaronexn3aNoch keine Bewertungen
- It6801 Service Oriented Architecture Unit - I 2-MARKDokument24 SeitenIt6801 Service Oriented Architecture Unit - I 2-MARKVivek AnanthNoch keine Bewertungen
- Foaming Capacity of SoapsDokument18 SeitenFoaming Capacity of SoapsAnkit KushwahaNoch keine Bewertungen
- Uddi TutorialDokument59 SeitenUddi TutorialPLHNoch keine Bewertungen
- 20487B ENU HandbookDokument670 Seiten20487B ENU HandbookAmit SharmaNoch keine Bewertungen
- 06 - SPSF4 06 B4 PDFDokument23 Seiten06 - SPSF4 06 B4 PDFNorzamani Nordin100% (2)
- Idm Web Services 820 5597Dokument70 SeitenIdm Web Services 820 5597brahmanandkNoch keine Bewertungen