Das könnte Ihnen auch gefallen
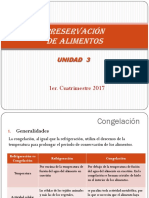
- CongelaciónDokument76 SeitenCongelaciónMaitenaVidaurretaNoch keine Bewertungen
- Fundamentos de CongelacionDokument27 SeitenFundamentos de CongelacionRichard Miranda Romero100% (1)
- CONGELACIONDokument13 SeitenCONGELACIONEduard NuñezNoch keine Bewertungen
- Congelación ResumenDokument16 SeitenCongelación ResumenNat S TarNoch keine Bewertungen
- Informe Practica 2-Evaluación Del Punto de Fusión y CongelaciónDokument20 SeitenInforme Practica 2-Evaluación Del Punto de Fusión y Congelacióncindy gomez100% (1)
- Técnicas de CongelaciónDokument16 SeitenTécnicas de CongelaciónMelixa Anali Sanchez LopezNoch keine Bewertungen
- Congelacion Criogenica de AlimentosDokument2 SeitenCongelacion Criogenica de AlimentosHector Dongo Arrayan100% (1)
- CongelaciónDokument32 SeitenCongelaciónAurora GonzálezNoch keine Bewertungen
- Problemas Resueltos Congelacion de AlimentosDokument22 SeitenProblemas Resueltos Congelacion de AlimentosAyudaTechNoch keine Bewertungen
- Conservacion de Alimentos Por CongelacionDokument11 SeitenConservacion de Alimentos Por CongelacionShirley Vargas RamosNoch keine Bewertungen
- Conservacion de Los AlimentosDokument10 SeitenConservacion de Los AlimentosAnDrew DG100% (1)
- Influencia de La Refrigeracion y Congelacion en La Calidad de Los Alimentos 1Dokument7 SeitenInfluencia de La Refrigeracion y Congelacion en La Calidad de Los Alimentos 1Alicia Atupaña100% (1)
- Practica #8 Curvas de CongelacionDokument18 SeitenPractica #8 Curvas de CongelacionireneNoch keine Bewertungen
- Practica 10 de TecnoDokument9 SeitenPractica 10 de TecnodantNoch keine Bewertungen
- Informe Curvas de Congelacion PDFDokument10 SeitenInforme Curvas de Congelacion PDFHUAMAN IRAZABAL ROSARIO BEATRIZNoch keine Bewertungen
- Curvas de Congelacion de Agua y Soluciones BinariasDokument13 SeitenCurvas de Congelacion de Agua y Soluciones BinariasRebeca Salvador ReyesNoch keine Bewertungen
- Etapa de Congelación Alimentos: CristalizaciónDokument4 SeitenEtapa de Congelación Alimentos: Cristalizaciónvirinea vasquezNoch keine Bewertungen
- Guía Práctica 3-Congelación AlimentosDokument5 SeitenGuía Práctica 3-Congelación AlimentosRodriErick AnahuaNoch keine Bewertungen
- Humidificación y PsicrometríaDokument33 SeitenHumidificación y PsicrometríaDiana Yucra RuaNoch keine Bewertungen
- Informe Curvas de CongelacionDokument12 SeitenInforme Curvas de CongelacionSteven Rodriguez Liñan100% (1)
- Informe Almacenaje Por RefrigeracionDokument14 SeitenInforme Almacenaje Por RefrigeracionAnonymous VmEmhpbNoch keine Bewertungen
- Importancia de La Refrigeración en Los AlimentosDokument5 SeitenImportancia de La Refrigeración en Los AlimentosLuis CortezNoch keine Bewertungen
- Refrigeracion y Congelacion de Frutas y Hortalizas Trabajos para PresentarDokument12 SeitenRefrigeracion y Congelacion de Frutas y Hortalizas Trabajos para PresentarAnonymous jQUYauNoch keine Bewertungen
- Lab1 Determinacion de La Capacidad AntioxidanteDokument14 SeitenLab1 Determinacion de La Capacidad AntioxidanteMiguel GómezNoch keine Bewertungen
- PDF Conservación de Alimentos Por FríoDokument22 SeitenPDF Conservación de Alimentos Por FríoclaudiaNoch keine Bewertungen
- Laboratorio 4 Calor EspecíficoDokument13 SeitenLaboratorio 4 Calor EspecíficoGabriela Jimenez CastreNoch keine Bewertungen
- Método General y Ball.Dokument18 SeitenMétodo General y Ball.Carlos EliasNoch keine Bewertungen
- EJEMPLO 8.5-1 (Evaporadores)Dokument34 SeitenEJEMPLO 8.5-1 (Evaporadores)Jesús Robles EscobarNoch keine Bewertungen
- Determinación Del Punto Más FríoDokument18 SeitenDeterminación Del Punto Más FríoRosario Cruz PerezNoch keine Bewertungen
- Refrigeracion y Congelacion de FrutasDokument13 SeitenRefrigeracion y Congelacion de FrutasJessely Liseth Cardozo CubasNoch keine Bewertungen
- 1 Densidad de SolucionesDokument2 Seiten1 Densidad de SolucionesEnriqueCondoFNoch keine Bewertungen
- Informe N°05 Bebidas GaseosasDokument19 SeitenInforme N°05 Bebidas GaseosasHeidi MercedesNoch keine Bewertungen
- Determinacion de La Curva de Congelacion y Coeficiente Convectivo Del LimonDokument11 SeitenDeterminacion de La Curva de Congelacion y Coeficiente Convectivo Del LimonmatiuhhNoch keine Bewertungen
- Tecnologia Al Frio Seminario 1Dokument7 SeitenTecnologia Al Frio Seminario 1Cesar Lescano rodriguezNoch keine Bewertungen
- Congelacion y Refrigeracion 1Dokument17 SeitenCongelacion y Refrigeracion 1Yer YaniNoch keine Bewertungen
- PSICROMETRIADokument20 SeitenPSICROMETRIAAnonymous DPHCWY8joNoch keine Bewertungen
- 1er Informe de Laboratorio de Refrigeracion y Congelacion Terminado y EntregadoDokument45 Seiten1er Informe de Laboratorio de Refrigeracion y Congelacion Terminado y EntregadoJose Cesar MamaniNoch keine Bewertungen
- Diseño de Camaras de RefrigeracionDokument5 SeitenDiseño de Camaras de Refrigeracionyanimer100% (1)
- Informe N°8Dokument13 SeitenInforme N°8DianaPariPerezNoch keine Bewertungen
- Conservación Por Aplicación de Bajas Temperaturas en Los AlimentosDokument12 SeitenConservación Por Aplicación de Bajas Temperaturas en Los AlimentosEnrique VillaNoch keine Bewertungen
- Refrigeracion y Congelacion de SalsasDokument8 SeitenRefrigeracion y Congelacion de SalsasBrian Guillermo BustamanteNoch keine Bewertungen
- CONGELACIÓNDokument7 SeitenCONGELACIÓNChinocar SanchezNoch keine Bewertungen
- Ejercicios de PlankDokument4 SeitenEjercicios de PlankGlenda chusinNoch keine Bewertungen
- Bebida Leche de Coco ArtesanalDokument145 SeitenBebida Leche de Coco ArtesanalDanny DCNoch keine Bewertungen
- CLARIFICACIÓNDokument11 SeitenCLARIFICACIÓNItarickNoch keine Bewertungen
- TAREA 4 - Preedicción Del Tiempo de CongelaciónDokument7 SeitenTAREA 4 - Preedicción Del Tiempo de CongelaciónGiovanny ZamudioNoch keine Bewertungen
- Escaldado y ObjetivosDokument10 SeitenEscaldado y ObjetivosDavid Erazo100% (1)
- Practica 1 de PostcosechaDokument48 SeitenPractica 1 de PostcosechaLisbeth Miyoun SunhgNoch keine Bewertungen
- Produccion Duraznos en ConservaDokument11 SeitenProduccion Duraznos en ConservaMaría Eugenia Valenzuela100% (1)
- Informe Curvas de CongelacionDokument13 SeitenInforme Curvas de CongelacionAlexander UF0% (1)
- Efectos de La Formacion de Cristales en La Congelacion de Los AlimentosDokument24 SeitenEfectos de La Formacion de Cristales en La Congelacion de Los AlimentosCindy VYNoch keine Bewertungen
- Equipos de Refrigeracion y CongelacionDokument11 SeitenEquipos de Refrigeracion y CongelacionJuan Sebastián Mejía RíosNoch keine Bewertungen
- Problemas Resueltos Congelacion de Alime PDFDokument22 SeitenProblemas Resueltos Congelacion de Alime PDFfelipe2000ipnNoch keine Bewertungen
- CongeladoresDokument8 SeitenCongeladoresEvelyn VallejoNoch keine Bewertungen
- Practica 05Dokument5 SeitenPractica 05Deyby Gutierrez SosaNoch keine Bewertungen
- Fenomeno de Exudado..salvador Lopezj..tpc.Dokument4 SeitenFenomeno de Exudado..salvador Lopezj..tpc.Alex SalvadorNoch keine Bewertungen
- Congeladores de Placas 1..Dokument20 SeitenCongeladores de Placas 1..Siux GalindoNoch keine Bewertungen
- CongelacionDokument7 SeitenCongelacionRobby BenitesNoch keine Bewertungen
- Congelación Operaciones UnitariasDokument9 SeitenCongelación Operaciones UnitariasMokr Guerrero Esperanza50% (2)
- Manual técnico de refrigerantesVon EverandManual técnico de refrigerantesBewertung: 4 von 5 Sternen4/5 (4)
- Marco TeoricoDokument11 SeitenMarco TeoricoAmelí MirayNoch keine Bewertungen
- Mantenimiento de Una EstructuraDokument7 SeitenMantenimiento de Una EstructuraAmelí MirayNoch keine Bewertungen
- Ensayo CimDokument3 SeitenEnsayo CimAmelí MirayNoch keine Bewertungen
- Capacidad de TransporteDokument7 SeitenCapacidad de TransporteAmelí MirayNoch keine Bewertungen
- Historia de La SoldaduraDokument5 SeitenHistoria de La SoldaduraAmelí MirayNoch keine Bewertungen
- Historia de La SoldaduraDokument5 SeitenHistoria de La SoldaduraAmelí MirayNoch keine Bewertungen
- Historia de La MediciónDokument8 SeitenHistoria de La Mediciónlisandro HiguitaNoch keine Bewertungen
- Tipos de Volumen de Control - ResumenDokument5 SeitenTipos de Volumen de Control - ResumenJordannoYañez100% (1)
- Deshidratacion de Gas Natural Por AdsorcionDokument62 SeitenDeshidratacion de Gas Natural Por AdsorcionKatherine Prada100% (2)
- Presentacion Lorentz 2Dokument15 SeitenPresentacion Lorentz 2Hugo AyalaNoch keine Bewertungen
- Dinámica de Fluidos Aplicada A La Medición de Caudales (Fisica I)Dokument23 SeitenDinámica de Fluidos Aplicada A La Medición de Caudales (Fisica I)Mateo Morey BarríaNoch keine Bewertungen
- FlujoDokument24 SeitenFlujonandoprissNoch keine Bewertungen
- Construccion de Pila de LixiviacionDokument76 SeitenConstruccion de Pila de LixiviacionAlejandro Cruzat Gallardo100% (1)
- Trabajo Encargado 01 - Sistema de Coordenadas - EnunciadosDokument1 SeiteTrabajo Encargado 01 - Sistema de Coordenadas - Enunciadosazor79Noch keine Bewertungen
- Extracción de Pectinas DiscusionDokument9 SeitenExtracción de Pectinas DiscusionLuis Miguel Mendoza de la CruzNoch keine Bewertungen
- Probabilidad 2020Dokument18 SeitenProbabilidad 2020Israel Salomon Ayala GonzalezNoch keine Bewertungen
- Pavimentos Articulados PDFDokument2 SeitenPavimentos Articulados PDFjhon richardNoch keine Bewertungen
- Segunda Prueba de Avance - Ciencias Naturales - Primer Año de BachilleratoDokument15 SeitenSegunda Prueba de Avance - Ciencias Naturales - Primer Año de BachilleratoJorge TovarNoch keine Bewertungen
- PruebaDokument5 SeitenPruebaErick VillaNoch keine Bewertungen
- Generadores AsíncronosDokument2 SeitenGeneradores AsíncronosScraily_abg100% (1)
- Tema 4-Ejemplo de Descomposicion de Fuerzas en El Espacio.Dokument3 SeitenTema 4-Ejemplo de Descomposicion de Fuerzas en El Espacio.Michelle LópezNoch keine Bewertungen
- Tecnica ThetahealingDokument16 SeitenTecnica ThetahealingMauricio Astorga100% (1)
- La Partícula Divina - Memorias Del Origen - 2020Dokument29 SeitenLa Partícula Divina - Memorias Del Origen - 2020Iván GonzálezNoch keine Bewertungen
- Antropometría y PercentilesDokument12 SeitenAntropometría y PercentilesllcharsllNoch keine Bewertungen
- Señalizacion y Plan de Manejo de TránsitoDokument19 SeitenSeñalizacion y Plan de Manejo de TránsitosquivviaNoch keine Bewertungen
- NTC5330Dokument21 SeitenNTC5330alejorrolo0% (1)
- Instructivo de Laboratorio de Toxicologia Forense 2014Dokument35 SeitenInstructivo de Laboratorio de Toxicologia Forense 2014Pascual LucasNoch keine Bewertungen
- 102 145Dokument44 Seiten102 145oxd1550% (2)
- Fundamentos de AutoCAD Nivel 1 CursoDokument164 SeitenFundamentos de AutoCAD Nivel 1 CursoDanaé MendozaNoch keine Bewertungen
- Informe N Mantenimiento Electromecanico.Dokument28 SeitenInforme N Mantenimiento Electromecanico.Fransherling Castillo Cabrera100% (2)
- Informacion Tecnica Celdas de Carga Localizacion de FallasDokument2 SeitenInformacion Tecnica Celdas de Carga Localizacion de FallasJohannes ChavezNoch keine Bewertungen
- Preguntas 11-11-2010Dokument23 SeitenPreguntas 11-11-2010Alevj DbNoch keine Bewertungen
- Principales Centrales Hidroelectricas de Las 3 CuencasDokument4 SeitenPrincipales Centrales Hidroelectricas de Las 3 CuencasmijachuNoch keine Bewertungen
- 4° GradoDokument6 Seiten4° GradoYulian159 NoseNoch keine Bewertungen
- Pegar PVCDokument3 SeitenPegar PVCFeledino FernándezNoch keine Bewertungen