Das könnte Ihnen auch gefallen
- Hormigon PreesforzadoDokument38 SeitenHormigon PreesforzadoKevin Perez Pérez100% (1)
- Presa El ZapotilloDokument13 SeitenPresa El ZapotilloMichelle HernándezNoch keine Bewertungen
- Diseño de Obras Hidraulicas en CanalesDokument33 SeitenDiseño de Obras Hidraulicas en CanalesFreddy SantiagoNoch keine Bewertungen
- Ampliación Del Viaducto de San Pedro de La RiberaDokument34 SeitenAmpliación Del Viaducto de San Pedro de La RiberaTú TrầnNoch keine Bewertungen
- TP Nº4 EjerciciosDokument17 SeitenTP Nº4 EjerciciosBuy Sell FormosaNoch keine Bewertungen
- Ejemplo de Laminación de EmbalsesDokument10 SeitenEjemplo de Laminación de EmbalsesQWERQWERNoch keine Bewertungen
- 4 Analisis de Puentes Continuos de Hormigon de Luces Medias Con Seccion EvolutivaDokument25 Seiten4 Analisis de Puentes Continuos de Hormigon de Luces Medias Con Seccion Evolutivajanina linares arevaloNoch keine Bewertungen
- Mantenimiento de Obras II-Sistemas HidrosanitariosDokument10 SeitenMantenimiento de Obras II-Sistemas HidrosanitariosLaura AlejandraNoch keine Bewertungen
- Tema 5Dokument14 SeitenTema 5MARCELONoch keine Bewertungen
- Deber Tema 3Dokument4 SeitenDeber Tema 3dario.llamucaNoch keine Bewertungen
- Trabajo Practico #1Dokument2 SeitenTrabajo Practico #1scribcastelNoch keine Bewertungen
- Patologia en Diseño y Construcion de PuentesDokument15 SeitenPatologia en Diseño y Construcion de PuentesAngela MorinNoch keine Bewertungen
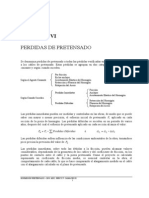
- VI. Pérdidas de Pretensado - 013Dokument16 SeitenVI. Pérdidas de Pretensado - 013javiercabaNoch keine Bewertungen
- 3er Trabajo CimentacionesDokument35 Seiten3er Trabajo CimentacionesArthur H AlfaroNoch keine Bewertungen
- Laboratorios de Ing. Civil en La UagrmDokument9 SeitenLaboratorios de Ing. Civil en La UagrmLorena Tapia100% (1)
- Manual de Hormigon Pre Tens Ado II Parte.Dokument64 SeitenManual de Hormigon Pre Tens Ado II Parte.Felipe Adolfo Carrillo AlvaradoNoch keine Bewertungen
- Clase 01 PretensadoDokument42 SeitenClase 01 PretensadoJulio TorresNoch keine Bewertungen
- Ensayos de PretensadoDokument145 SeitenEnsayos de PretensadoCripson GarciaNoch keine Bewertungen
- 04 Espectro de Respuesta SísmicaDokument13 Seiten04 Espectro de Respuesta SísmicaKevin Arnold Palacios MezaNoch keine Bewertungen
- TFG AlfonsoMartosBerlangaDokument98 SeitenTFG AlfonsoMartosBerlangaLuis Abelardo Ayala GomezNoch keine Bewertungen
- ColapsoDokument6 SeitenColapsoDarwin JajaNoch keine Bewertungen
- Capitulo 6 Cimentaciones Profundas 23 PDFDokument95 SeitenCapitulo 6 Cimentaciones Profundas 23 PDFFabian CervantesNoch keine Bewertungen
- ALCANTARILLA1Dokument5 SeitenALCANTARILLA1JM PintoNoch keine Bewertungen
- Losa ArmadaDokument10 SeitenLosa Armadacentauro107Noch keine Bewertungen
- Examen AnsysDokument2 SeitenExamen AnsysRuben PurcaNoch keine Bewertungen
- Hidráulica IDokument3 SeitenHidráulica IJosé Chacón AmezcuaNoch keine Bewertungen
- Cortinas de Presas Clasificacion MurilloDokument9 SeitenCortinas de Presas Clasificacion MurilloRosario A. CoronadoNoch keine Bewertungen
- Daños en Instalaciones en Aguas BlancasDokument4 SeitenDaños en Instalaciones en Aguas BlancasicepoloNoch keine Bewertungen
- Estudio de Dosificacion de Hormigones DrenantesDokument14 SeitenEstudio de Dosificacion de Hormigones Drenantesdmmb50Noch keine Bewertungen
- Estrucuturas de Cocreto:torsiónDokument11 SeitenEstrucuturas de Cocreto:torsiónJosue RodriguezNoch keine Bewertungen
- Efectos sísmicos en edificiosDokument13 SeitenEfectos sísmicos en edificiosMiguel Limachi Giron0% (1)
- 7 Cap IX El Pretensado en Piezas HiperestaticasDokument13 Seiten7 Cap IX El Pretensado en Piezas HiperestaticasEylyn AlejandraNoch keine Bewertungen
- 1-4 Memoria PRONAR PDFDokument23 Seiten1-4 Memoria PRONAR PDFAnacleto Correa AlejoNoch keine Bewertungen
- Galerias FiltrantesDokument6 SeitenGalerias FiltrantesAndres Hurtado TellezNoch keine Bewertungen
- Revision de Viga Simplemente ArmadaDokument6 SeitenRevision de Viga Simplemente Armadaelisandro001Noch keine Bewertungen
- Importación de Puntos y Creación de Superficie Civil 3DDokument30 SeitenImportación de Puntos y Creación de Superficie Civil 3DDavid Pedraza PovedanoNoch keine Bewertungen
- Relacion de PartidasDokument5 SeitenRelacion de PartidasJefferson GarridoNoch keine Bewertungen
- Construcción cimentaciones puentesDokument11 SeitenConstrucción cimentaciones puentesYorkDelamarNoch keine Bewertungen
- Calculo de Flecha en Reticulares y Losas PDFDokument12 SeitenCalculo de Flecha en Reticulares y Losas PDFAnyelo H Sosa FelizNoch keine Bewertungen
- Vertederos y CanalesDokument36 SeitenVertederos y CanalesYair F R QuintanarNoch keine Bewertungen
- Tema 6. Laminación V - 01Dokument25 SeitenTema 6. Laminación V - 01saivorNoch keine Bewertungen
- Mecanica Del Suelo II - Apuntes PilotesDokument74 SeitenMecanica Del Suelo II - Apuntes PilotesDioscoridesNoch keine Bewertungen
- Apuntes AlcantarillasDokument69 SeitenApuntes AlcantarillaswnmaloNoch keine Bewertungen
- Alcantarillado PluvialDokument23 SeitenAlcantarillado PluvialBetsyRománSanMartínNoch keine Bewertungen
- Tipos de TuberiasDokument12 SeitenTipos de TuberiasGabo Medina LoaizaNoch keine Bewertungen
- PUENTES: UNA VISIÓN GENERALDokument75 SeitenPUENTES: UNA VISIÓN GENERALindira tamara colmena chambiNoch keine Bewertungen
- Concepto de Cuantía Balanceada y Cuantía MáximaDokument9 SeitenConcepto de Cuantía Balanceada y Cuantía MáximaLuis Daniel MoralesNoch keine Bewertungen
- Cap10 Diseno en Concreto Armado Ing. G. Otazzi PDFDokument87 SeitenCap10 Diseno en Concreto Armado Ing. G. Otazzi PDFKarla LuquillasNoch keine Bewertungen
- Solucionario de Braja DasDokument1 SeiteSolucionario de Braja DasbladimirNoch keine Bewertungen
- Perdidas en Preesforzado PDFDokument34 SeitenPerdidas en Preesforzado PDFEdilberto Tibacan VillamilNoch keine Bewertungen
- Obras de ExcedenciaDokument51 SeitenObras de Excedenciaalex abelNoch keine Bewertungen
- Conductos, Tuberías y Túneles. Secciones UsualesDokument13 SeitenConductos, Tuberías y Túneles. Secciones UsualesHUGO ALEXIS RAMIREZ MARTINEZNoch keine Bewertungen
- Criterio de Diseño Estructural para Concreto ArmadoDokument89 SeitenCriterio de Diseño Estructural para Concreto ArmadoE Yovani MendozaNoch keine Bewertungen
- Hormigón PretensadoDokument5 SeitenHormigón PretensadoAnonymous 8Z6eBZeNoch keine Bewertungen
- Concreto armado: Generalidades sobre su definición, componentes y aplicacionesDokument8 SeitenConcreto armado: Generalidades sobre su definición, componentes y aplicacionesMilton LopezNoch keine Bewertungen
- Tema 1 Conceptos Generales (Para Alumnos)Dokument8 SeitenTema 1 Conceptos Generales (Para Alumnos)Milton LopezNoch keine Bewertungen
- Hormigón PresforzadoDokument11 SeitenHormigón PresforzadoOmar CruzNoch keine Bewertungen
- Generalidades Del Concreto PresforzadoDokument4 SeitenGeneralidades Del Concreto PresforzadofernandaNoch keine Bewertungen
- Sistema de Comcreto Pretensado y PostensadoDokument10 SeitenSistema de Comcreto Pretensado y PostensadoJames MJNoch keine Bewertungen
- Sistemas de concreto pretensado y postensadoDokument32 SeitenSistemas de concreto pretensado y postensadoAlexanderMartinezNoch keine Bewertungen
- El emprendimiento en VenezuelaDokument10 SeitenEl emprendimiento en Venezuelaaugusto marcanoNoch keine Bewertungen
- 2da Asignacion MetodologiaDokument8 Seiten2da Asignacion MetodologiaAugusto Tuto MarcanoNoch keine Bewertungen
- El Adulto y Su AprendizajeDokument5 SeitenEl Adulto y Su AprendizajeAugusto Tuto MarcanoNoch keine Bewertungen
- Ensayo MeotodologiaDokument7 SeitenEnsayo MeotodologiaAugusto Tuto MarcanoNoch keine Bewertungen
- Organizacion y EntornoDokument2 SeitenOrganizacion y EntornoAugusto Tuto MarcanoNoch keine Bewertungen
- Caso BoeingDokument3 SeitenCaso BoeingAugusto Tuto MarcanoNoch keine Bewertungen
- Organizacion y EntornoDokument7 SeitenOrganizacion y EntornoAugusto Tuto MarcanoNoch keine Bewertungen
- Componentes Del Entorno en La OrganizacionDokument6 SeitenComponentes Del Entorno en La OrganizacionAugusto Tuto MarcanoNoch keine Bewertungen
- Organizacion y EntornoDokument2 SeitenOrganizacion y EntornoAugusto Tuto MarcanoNoch keine Bewertungen
- La Organizacion y Su EntornoDokument7 SeitenLa Organizacion y Su EntornoAugusto Tuto MarcanoNoch keine Bewertungen
- ENSAYODokument6 SeitenENSAYOodalys mundaray100% (1)
- Paradigma EmergenteDokument8 SeitenParadigma EmergenteAugusto Tuto MarcanoNoch keine Bewertungen
- Tesis Adriano Capitulo 1Dokument17 SeitenTesis Adriano Capitulo 1Augusto Tuto MarcanoNoch keine Bewertungen
- Codigo Del Gran HammurabiDokument1 SeiteCodigo Del Gran HammurabiAugusto Tuto MarcanoNoch keine Bewertungen
- Consejo Local de Planificación PublicaDokument4 SeitenConsejo Local de Planificación PublicaAugusto Tuto MarcanoNoch keine Bewertungen
- TESIS ADRIANO Capitulo 1Dokument17 SeitenTESIS ADRIANO Capitulo 1Augusto Tuto MarcanoNoch keine Bewertungen
- Man 12.222.387 Augusto Marcano Act1Dokument5 SeitenMan 12.222.387 Augusto Marcano Act1Augusto Tuto MarcanoNoch keine Bewertungen
- Tesis Adriano Capitulo 1Dokument17 SeitenTesis Adriano Capitulo 1Augusto Tuto MarcanoNoch keine Bewertungen
- Man 12.222.387 Augusto Marcano Act1Dokument5 SeitenMan 12.222.387 Augusto Marcano Act1Augusto Tuto MarcanoNoch keine Bewertungen
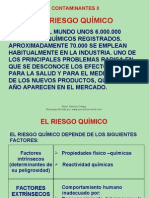
- Exposicion de RiesgoDokument15 SeitenExposicion de RiesgoAugusto Tuto MarcanoNoch keine Bewertungen
- Man 12.222.387 Augusto Marcano Act1Dokument5 SeitenMan 12.222.387 Augusto Marcano Act1Augusto Tuto MarcanoNoch keine Bewertungen
- Constancia de No Declarar Islr Sin MembreteDokument1 SeiteConstancia de No Declarar Islr Sin MembreteAugusto Tuto MarcanoNoch keine Bewertungen
- Economía de VenezuelaDokument8 SeitenEconomía de VenezuelaAugusto Tuto MarcanoNoch keine Bewertungen
- Consejo Local de Planificación PublicaDokument4 SeitenConsejo Local de Planificación PublicaAugusto Tuto MarcanoNoch keine Bewertungen
- Cuestionario. MIADokument2 SeitenCuestionario. MIAAugusto Tuto MarcanoNoch keine Bewertungen
- Correccion Tesis de Augusto y WillianDokument36 SeitenCorreccion Tesis de Augusto y WillianAugusto Tuto MarcanoNoch keine Bewertungen
- Man 12.222.387 Augusto Marcano Act1Dokument5 SeitenMan 12.222.387 Augusto Marcano Act1Augusto Tuto MarcanoNoch keine Bewertungen
- Edificicaciones Parte Iia 2000-2-1992-A2Dokument146 SeitenEdificicaciones Parte Iia 2000-2-1992-A2Augusto Tuto MarcanoNoch keine Bewertungen
- Informe de Pasantia de AdrianoDokument19 SeitenInforme de Pasantia de AdrianoAugusto Tuto MarcanoNoch keine Bewertungen
- INFORME DE PASANTIA de AdrianoDokument49 SeitenINFORME DE PASANTIA de AdrianoAugusto Tuto MarcanoNoch keine Bewertungen
- Diseño de mezclas SMA para EspañaDokument17 SeitenDiseño de mezclas SMA para EspañapatimonstreNoch keine Bewertungen
- Clase 4. EntropíaDokument25 SeitenClase 4. Entropíaanon_543275110Noch keine Bewertungen
- 5a3ab5d370e17 06 Equilibrio HetrogeneoDokument11 Seiten5a3ab5d370e17 06 Equilibrio HetrogeneoAnonymous sRiciCiDNoch keine Bewertungen
- Tierras RarasDokument3 SeitenTierras RarasEddie van HalenNoch keine Bewertungen
- Compuestos de Coordinación-InformeDokument17 SeitenCompuestos de Coordinación-InformeJuan Wilfredo Hernandez DiazNoch keine Bewertungen
- Tarea Unidad 3Dokument6 SeitenTarea Unidad 3ANGEL RAMON PACHECO PLASCENCIANoch keine Bewertungen
- Memoria ExDokument28 SeitenMemoria ExAlejandro MonzoNoch keine Bewertungen
- Aporte Unitario de Materiales-2Dokument4 SeitenAporte Unitario de Materiales-2GUILLERMO MALAVER RODRIGUEZNoch keine Bewertungen
- Fundamentos de La CorrosionDokument47 SeitenFundamentos de La CorrosionJoey Zamir Huerta MamaniNoch keine Bewertungen
- Ensayo de Comprension Triaxial UuDokument12 SeitenEnsayo de Comprension Triaxial UuAlbertoMamaniNorabuenaNoch keine Bewertungen
- La Cuenca Del MantaroDokument1 SeiteLa Cuenca Del MantaroJOAQUIN RODRIGO CAMPEAN RIVERANoch keine Bewertungen
- Estequiometría químicaDokument14 SeitenEstequiometría químicaManuel GudiñoNoch keine Bewertungen
- 30-2019 Aceites y GrasasDokument11 Seiten30-2019 Aceites y Grasas(Doc - Bto) Renato Alejandro Andara Escalona100% (3)
- Análisis geotécnico y materiales de construcción para Parque de PradoDokument21 SeitenAnálisis geotécnico y materiales de construcción para Parque de PradoJose Alejandro Guerra EscobarNoch keine Bewertungen
- Tarea 1Dokument4 SeitenTarea 1Leon AFNoch keine Bewertungen
- Minerales No MetalicosDokument7 SeitenMinerales No MetalicosGonzalo EscobarNoch keine Bewertungen
- ET PresaDokument27 SeitenET PresahenrycruzNoch keine Bewertungen
- Proyecto Final 40% Grupo 68Dokument20 SeitenProyecto Final 40% Grupo 68Viviana Jimenez SánchezNoch keine Bewertungen
- Gestión residuos sólidos LimaDokument32 SeitenGestión residuos sólidos LimaElizabeth Bravo Q.Noch keine Bewertungen
- Tenacidad y MaleabilidadDokument4 SeitenTenacidad y MaleabilidadMarinaNoch keine Bewertungen
- SAPONIFICACIONDokument13 SeitenSAPONIFICACIONWilquinson EGNoch keine Bewertungen
- COPAL CatalogoDokument1 SeiteCOPAL CatalogoDanny Guiusep MpNoch keine Bewertungen
- Dese 058Dokument25 SeitenDese 058api-3704990100% (1)
- Ejer Cici o ClaseDokument1 SeiteEjer Cici o ClaseAriel DutanNoch keine Bewertungen
- Ni 50-20-03Dokument40 SeitenNi 50-20-03Gina Moron MoronNoch keine Bewertungen
- Memoria de Estructuras - ATEDokument23 SeitenMemoria de Estructuras - ATEDanny PerezNoch keine Bewertungen
- CONDUCTIVIDAD DE LAS DISOLUCIONES ELECTROLÍTICAS ClaudiaDokument9 SeitenCONDUCTIVIDAD DE LAS DISOLUCIONES ELECTROLÍTICAS ClaudiaClaudia Esther BernardNoch keine Bewertungen
- Metrado Obras Preliminares y Arquitec.Dokument23 SeitenMetrado Obras Preliminares y Arquitec.Max Darwin Bardales ParedesNoch keine Bewertungen
- Mortal por intoxicación en minaDokument25 SeitenMortal por intoxicación en minaNelsonRamosNoch keine Bewertungen
- Silicio Marcos Gómez y Julio ArenasDokument10 SeitenSilicio Marcos Gómez y Julio ArenasJulioNoch keine Bewertungen