Das könnte Ihnen auch gefallen
- Torsional Fatigue FailureDokument8 SeitenTorsional Fatigue Failuremed sagarNoch keine Bewertungen
- Diagnosis of Common Vibration Problems: Prof. Dr. Fawkia RamadanDokument13 SeitenDiagnosis of Common Vibration Problems: Prof. Dr. Fawkia Ramadanفرح تامر100% (1)
- Basic Shaft Alignment Workbook PDFDokument63 SeitenBasic Shaft Alignment Workbook PDFjos100% (5)
- 7-Chap6 7 Fatigue 0Dokument87 Seiten7-Chap6 7 Fatigue 0abdibedasa86Noch keine Bewertungen
- The Color of Runout: ApplicationsDokument14 SeitenThe Color of Runout: ApplicationsWangunNoch keine Bewertungen
- Ebook Vibration Monitoring and AnalysisDokument38 SeitenEbook Vibration Monitoring and Analysisjavier contrerasNoch keine Bewertungen
- Torsional Vibration Analysis Beginners GuideDokument28 SeitenTorsional Vibration Analysis Beginners GuideAlvaro Cotaquispe100% (1)
- Modal Shaker FAQ RevaDokument20 SeitenModal Shaker FAQ RevaHOD MECHNoch keine Bewertungen
- Vibraswitch Robertshaw rbs365Dokument3 SeitenVibraswitch Robertshaw rbs365jesus castillejosNoch keine Bewertungen
- Experiment # 10Dokument8 SeitenExperiment # 10AbdullahNoch keine Bewertungen
- Service Manual Automatic Slack AdjusterDokument15 SeitenService Manual Automatic Slack AdjusterEdho RidhoNoch keine Bewertungen
- STR6 Torsion of Circular Sections Stud Guide - 0908Dokument10 SeitenSTR6 Torsion of Circular Sections Stud Guide - 0908Ercan Umut DanışanNoch keine Bewertungen
- Steptwist Waveguide Components : H. A. Wheeler Henry SchwiebertDokument9 SeitenSteptwist Waveguide Components : H. A. Wheeler Henry Schwiebertpasargad135106Noch keine Bewertungen
- Alignment For Engineers - OGSDokument128 SeitenAlignment For Engineers - OGSAhmed Abdelwahab100% (3)
- Fatigue Chap9 Rev 1 Part1Dokument31 SeitenFatigue Chap9 Rev 1 Part1Ridzky RamdhaniNoch keine Bewertungen
- Differentiate Between Line Standard and End Standard of Measurement 1Dokument19 SeitenDifferentiate Between Line Standard and End Standard of Measurement 1ghghgNoch keine Bewertungen
- Ancoragem em RochaDokument11 SeitenAncoragem em RochaJ.GuerhardNoch keine Bewertungen
- Facilities Instructions, Standards, & Techniques Volume 2-2: Previously Published As: Power O&M Bulletin No. 13Dokument26 SeitenFacilities Instructions, Standards, & Techniques Volume 2-2: Previously Published As: Power O&M Bulletin No. 13Aravind ShankarNoch keine Bewertungen
- TP4 Buckling Test Experiment Instructions:: Usek GMC 472 Strength of Material LabDokument11 SeitenTP4 Buckling Test Experiment Instructions:: Usek GMC 472 Strength of Material LabJad Antonios JelwanNoch keine Bewertungen
- Maintenance: & Troubleshooting GuideDokument28 SeitenMaintenance: & Troubleshooting GuideALBERTO CUEVASNoch keine Bewertungen
- Rotablation TipsDokument60 SeitenRotablation TipsSabyasachi MukhopadhyayNoch keine Bewertungen
- Vibration Analysis For Machinery Health DiagnosisDokument12 SeitenVibration Analysis For Machinery Health Diagnosiskoniks519Noch keine Bewertungen
- Schedule of FitsDokument6 SeitenSchedule of Fitsalsinani99.000Noch keine Bewertungen
- OFITE Calibration Kit For 6-Speed ViscosimetersDokument2 SeitenOFITE Calibration Kit For 6-Speed ViscosimetersHenryNoch keine Bewertungen
- Orbit Plot Analysis: For Checking Condition of A MachineDokument24 SeitenOrbit Plot Analysis: For Checking Condition of A MachineRAKOTONDRAMPARANY Ndimby Njara StephaneNoch keine Bewertungen
- Strut BucklingDokument15 SeitenStrut BucklingnicholasNoch keine Bewertungen
- Bending TM 1806Dokument4 SeitenBending TM 1806Richa RohillaNoch keine Bewertungen
- TroubleshootingDokument32 SeitenTroubleshootingGary AvilaNoch keine Bewertungen
- Strain Gauge PrimerDokument9 SeitenStrain Gauge PrimerLearning From EverythingNoch keine Bewertungen
- Black and Decker Chainsaw ManualDokument60 SeitenBlack and Decker Chainsaw Manualhalose7enNoch keine Bewertungen
- Mismatch Defect in ERW Steel Tubes: September 2014Dokument5 SeitenMismatch Defect in ERW Steel Tubes: September 2014Riza KhanNoch keine Bewertungen
- Shaft Alignment: Calculations For Horizontal Shaft AlignmentDokument38 SeitenShaft Alignment: Calculations For Horizontal Shaft Alignmentakhilsa100% (1)
- OFITE Calibration Kit For 6-Speed ViscosimetersDokument2 SeitenOFITE Calibration Kit For 6-Speed ViscosimetersHenryNoch keine Bewertungen
- Turbo Supervisory InstrumentaionDokument85 SeitenTurbo Supervisory Instrumentaionpurvgarg100% (1)
- Chapter 3 - Clamping and Workholding Principles-1Dokument16 SeitenChapter 3 - Clamping and Workholding Principles-1Mifzal IzzaniNoch keine Bewertungen
- Aterektomi Koroner Perkutan Dasar (Indikasi Studi Klinis, Jenis Alat Aterektomi Koroner Perkutan)Dokument40 SeitenAterektomi Koroner Perkutan Dasar (Indikasi Studi Klinis, Jenis Alat Aterektomi Koroner Perkutan)Haverson LethulurNoch keine Bewertungen
- Part 11 Section 1 Vibration Analysis ShortcutDokument19 SeitenPart 11 Section 1 Vibration Analysis ShortcutAenur RofiiqNoch keine Bewertungen
- 8 ZXSDR R8862A Quick Installation Guide - R1.0 - CH - ENDokument30 Seiten8 ZXSDR R8862A Quick Installation Guide - R1.0 - CH - ENAndrie Purna FNoch keine Bewertungen
- Cursor SeriesDokument274 SeitenCursor SeriesDaniel AyalaNoch keine Bewertungen
- Misalignment - Power-MI: Aug 21, 2023 2:32 PMDokument9 SeitenMisalignment - Power-MI: Aug 21, 2023 2:32 PMAnd jazNoch keine Bewertungen
- Lab Session 5 Mom 2Dokument5 SeitenLab Session 5 Mom 2m.sheraz malikNoch keine Bewertungen
- Problem With Disk Pack CouplingDokument4 SeitenProblem With Disk Pack CouplingMiguelNoch keine Bewertungen
- Analysis and Diagnosis of The Different Defects of The Bearings and Gearings by Vibration AnalysisDokument6 SeitenAnalysis and Diagnosis of The Different Defects of The Bearings and Gearings by Vibration AnalysisJournal of Computer Science and EngineeringNoch keine Bewertungen
- Rotor Shorted Turns - Detection and DiagnosticsDokument10 SeitenRotor Shorted Turns - Detection and Diagnosticswaqas mahmoodNoch keine Bewertungen
- PDF Manual290Dokument9 SeitenPDF Manual290torbenNoch keine Bewertungen
- Vibration in Rotating Machinery - Field - Balancing - of - Rigid - RotorsDokument12 SeitenVibration in Rotating Machinery - Field - Balancing - of - Rigid - RotorsRadu BabauNoch keine Bewertungen
- YD-315 Rotary Microtome Service ManualDokument17 SeitenYD-315 Rotary Microtome Service ManualYohn CanoNoch keine Bewertungen
- Shielded Metal Arc Welding Practice:: Jobs 15-J43-J55 (Plate)Dokument8 SeitenShielded Metal Arc Welding Practice:: Jobs 15-J43-J55 (Plate)Willy UioNoch keine Bewertungen
- Measuring Reed Switch Sensitivity and Contact Resistance: Sources of ErrorDokument3 SeitenMeasuring Reed Switch Sensitivity and Contact Resistance: Sources of ErrorAdrian GaleruNoch keine Bewertungen
- V-Belt Drives 0905Dokument3 SeitenV-Belt Drives 0905FV AllanNoch keine Bewertungen
- Common Sense MechanicsDokument112 SeitenCommon Sense MechanicsRajshekhar Banerjee100% (2)
- Fan Diagnosis in The FieldDokument10 SeitenFan Diagnosis in The FieldDavide LanzoniNoch keine Bewertungen
- MOS SS-HTB Tightening PartDokument9 SeitenMOS SS-HTB Tightening PartjimdabrondNoch keine Bewertungen
- MAKITA - Llave Impacto 6905H - ManualDokument64 SeitenMAKITA - Llave Impacto 6905H - Manualmarco antonio talavera salazarNoch keine Bewertungen
- 2130903Dokument18 Seiten2130903mitaliNoch keine Bewertungen
- Operational Amplifier Circuits: Analysis and DesignVon EverandOperational Amplifier Circuits: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingVon EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNoch keine Bewertungen
- FlowCon FAC6HP Instruction 04 2013Dokument4 SeitenFlowCon FAC6HP Instruction 04 2013Jeff Anderson CollinsNoch keine Bewertungen
- BX-74 / BX-78: Sliding Gate Operator BX SeriesDokument24 SeitenBX-74 / BX-78: Sliding Gate Operator BX SeriesStefce PetrovNoch keine Bewertungen
- Update Notifikasi Depkes FEB 18Dokument6 SeitenUpdate Notifikasi Depkes FEB 18pratistanadia_912023Noch keine Bewertungen
- Stelzer Catalog PDFDokument12 SeitenStelzer Catalog PDFlhphong021191Noch keine Bewertungen
- Tpa3110D2-Q1 15-W Filter-Free Stereo Class-D Audio Power Amplifier With Speakerguard™Dokument37 SeitenTpa3110D2-Q1 15-W Filter-Free Stereo Class-D Audio Power Amplifier With Speakerguard™tran anh tuanNoch keine Bewertungen
- Supercontryx®: Innovative Glass For X - Ray ProtectionDokument2 SeitenSupercontryx®: Innovative Glass For X - Ray ProtectionUsman AhmedNoch keine Bewertungen
- Education Abbreviation by AffairsCloudDokument6 SeitenEducation Abbreviation by AffairsCloudgsaijanardhanNoch keine Bewertungen
- Gulfco Fleet Premium: Heavy Duty Gas Engine Oil For Mobile ApplicationDokument1 SeiteGulfco Fleet Premium: Heavy Duty Gas Engine Oil For Mobile ApplicationAlisson Marcela ContrerasNoch keine Bewertungen
- CT Terminology LexiconDokument12 SeitenCT Terminology LexiconjtbushbergNoch keine Bewertungen
- Specific Gravity 20mmDokument4 SeitenSpecific Gravity 20mmIsaiahogedaNoch keine Bewertungen
- Brickwork ApparatusDokument4 SeitenBrickwork ApparatusRoslie AbdullahNoch keine Bewertungen
- Exception Handling Notes For Vtu StudentsDokument42 SeitenException Handling Notes For Vtu StudentshelloNoch keine Bewertungen
- Water Technology 2015 2016 1Dokument86 SeitenWater Technology 2015 2016 1Srinivas AkHilNoch keine Bewertungen
- Tensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositeDokument4 SeitenTensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositemhmmdzulvaNoch keine Bewertungen
- Allen BradleyDokument36 SeitenAllen BradleyotrepaloNoch keine Bewertungen
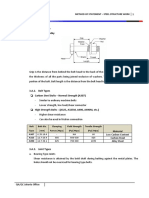
- Calculation Rail Beam (Hoist Capacity 3 Ton)Dokument4 SeitenCalculation Rail Beam (Hoist Capacity 3 Ton)Edo Faizal2Noch keine Bewertungen
- ME Harmonization Curricilum FinalDokument307 SeitenME Harmonization Curricilum Finalratchagaraja33% (3)
- SFF 8448Dokument8 SeitenSFF 8448eleptonNoch keine Bewertungen
- Revised Malaysian Code of Practice For Structural Use of TimberDokument6 SeitenRevised Malaysian Code of Practice For Structural Use of Timbermcwong_98Noch keine Bewertungen
- POH NAVAJO Pa-31Dokument438 SeitenPOH NAVAJO Pa-31Mantenimiento CMA68475% (4)
- Watertight Doors On Ships: Types, Maintenance & SOLAS RegulationsDokument16 SeitenWatertight Doors On Ships: Types, Maintenance & SOLAS Regulationsgeorgesaguna100% (1)
- CHCE 3004 CHEG 333 Chemical Reaction Engineering I QP 2020 SUPPLIMENTRY - AM PDFDokument2 SeitenCHCE 3004 CHEG 333 Chemical Reaction Engineering I QP 2020 SUPPLIMENTRY - AM PDFLGK KlanNoch keine Bewertungen
- Uponor Dop Klett CPR 20 Ic 251 V 001Dokument3 SeitenUponor Dop Klett CPR 20 Ic 251 V 001jamppajoo2Noch keine Bewertungen
- Cfw300 Manual 1Dokument124 SeitenCfw300 Manual 1maurilioNoch keine Bewertungen
- Scarifier 9 Piecies Tooth TypeDokument2 SeitenScarifier 9 Piecies Tooth Typeangga setyawanNoch keine Bewertungen
- Pavement Evaluation and Overlay Des - DR MSA - LatestDokument103 SeitenPavement Evaluation and Overlay Des - DR MSA - LatestSreedhar BhuduruNoch keine Bewertungen
- Pre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationDokument3 SeitenPre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationEugenio Jr. MatesNoch keine Bewertungen
- Metalco Valve TianjinDokument20 SeitenMetalco Valve TianjinsathishNoch keine Bewertungen
- Java SampleExamQuestionsDokument18 SeitenJava SampleExamQuestionshmasryNoch keine Bewertungen
- Ceramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!Dokument5 SeitenCeramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!hamalNoch keine Bewertungen