Das könnte Ihnen auch gefallen
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingVon EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingBewertung: 5 von 5 Sternen5/5 (2)
- Lab Manual - BWPDokument23 SeitenLab Manual - BWPAneesh KumarNoch keine Bewertungen
- Assignment 2Dokument17 SeitenAssignment 2AakarshNoch keine Bewertungen
- Basic Machining Facing and TurningDokument17 SeitenBasic Machining Facing and TurningKedar NathNoch keine Bewertungen
- MP LabDokument14 SeitenMP LabJagan RmdNoch keine Bewertungen
- MT-II LAB ManualDokument44 SeitenMT-II LAB ManualGANESH KUMARNoch keine Bewertungen
- PRIR11 - Engineering Practice Lab Manual: Tiruchirappalli-620015Dokument21 SeitenPRIR11 - Engineering Practice Lab Manual: Tiruchirappalli-620015pranav kumarNoch keine Bewertungen
- Workshop - List of Experements and Its Procedure PDFDokument29 SeitenWorkshop - List of Experements and Its Procedure PDFAdhi SheshuNoch keine Bewertungen
- Acknowledgement: Name FacultyDokument23 SeitenAcknowledgement: Name FacultySurendra JoshiNoch keine Bewertungen
- Vsa Scholl of Engineering: Iv Semester Mechanical EngineeringDokument43 SeitenVsa Scholl of Engineering: Iv Semester Mechanical EngineeringDmj Anbu RajNoch keine Bewertungen
- WorkshopDokument5 SeitenWorkshopJoseph NjugunaNoch keine Bewertungen
- Department of Mechanical Engineering Ge6162 Engineering Practices Lab Laboratory RecordDokument76 SeitenDepartment of Mechanical Engineering Ge6162 Engineering Practices Lab Laboratory RecordSathish KNoch keine Bewertungen
- MT-II LabDokument7 SeitenMT-II LabAjay Vikram0% (1)
- MS-II Lab ManualDokument18 SeitenMS-II Lab ManualdibyenindusNoch keine Bewertungen
- Workshop Hammer ReportDokument14 SeitenWorkshop Hammer ReportJoshua Chong67% (3)
- ME2258 Manufacturing Technology Lab IIDokument14 SeitenME2258 Manufacturing Technology Lab IIதியாகராஜன் அரிதாஸ்Noch keine Bewertungen
- EXP Write UpDokument28 SeitenEXP Write UpSoumyajit NandiNoch keine Bewertungen
- 3 - Foundry&Casting - Shop 1Dokument9 Seiten3 - Foundry&Casting - Shop 1Mansi NegiNoch keine Bewertungen
- Experiment Fi1 PDFDokument33 SeitenExperiment Fi1 PDFrajamanickam sNoch keine Bewertungen
- Workshop ReportDokument8 SeitenWorkshop ReportspdNoch keine Bewertungen
- Workshop AssignmentDokument11 SeitenWorkshop AssignmenttechnologicaluniversityyangonNoch keine Bewertungen
- EXP Write UpDokument28 SeitenEXP Write UpIndrani ChakrabortyNoch keine Bewertungen
- Fabrication of G-Clamp Lab ReportDokument6 SeitenFabrication of G-Clamp Lab ReportPei Shan Choong100% (2)
- Production Technology: Department of Mechanical EngineeringDokument17 SeitenProduction Technology: Department of Mechanical Engineeringrahul bhattNoch keine Bewertungen
- MT-2 Lab Manual Rajalaksmi PDFDokument11 SeitenMT-2 Lab Manual Rajalaksmi PDFlenojerin3486Noch keine Bewertungen
- Hammer Full ReportDokument9 SeitenHammer Full ReportVince Ong100% (3)
- FittingDokument14 SeitenFittingMuhd Ashraf67% (3)
- Institutional Activity: GuideDokument9 SeitenInstitutional Activity: GuideUttu_DasNoch keine Bewertungen
- Laboratory Manual MEC224 Mechanical Engineering WorkshopDokument30 SeitenLaboratory Manual MEC224 Mechanical Engineering WorkshopSunil SharmaNoch keine Bewertungen
- Fitting - Fabrication Manual 2020Dokument14 SeitenFitting - Fabrication Manual 2020Malik AbubakerNoch keine Bewertungen
- Engineering Practices Lab Manual (Group A) FINAL VERSION 59 PDFDokument2 SeitenEngineering Practices Lab Manual (Group A) FINAL VERSION 59 PDFJayaram R S [MECH]Noch keine Bewertungen
- Sem Workshop ManualDokument22 SeitenSem Workshop ManualSaikat BanerjeeNoch keine Bewertungen
- Mannual Narayana 2023-02Dokument51 SeitenMannual Narayana 2023-02pallahemahimaja123Noch keine Bewertungen
- MT Lab Manual r21Dokument49 SeitenMT Lab Manual r21vtsks2005Noch keine Bewertungen
- Carbide, Rubber, Polyester, Polyurethane, Zinc AlloyDokument13 SeitenCarbide, Rubber, Polyester, Polyurethane, Zinc AlloyRolandNoch keine Bewertungen
- No Worked Date Name of Shop Page No RemarkDokument8 SeitenNo Worked Date Name of Shop Page No RemarkJerry CreedNoch keine Bewertungen
- ME2258 Lab ManualDokument14 SeitenME2258 Lab ManualMURALIGOCAM_29070605Noch keine Bewertungen
- Mec 123 PracticalDokument41 SeitenMec 123 Practicalsanialiu2711Noch keine Bewertungen
- B.Naresh Kumar Workshop - WordDokument61 SeitenB.Naresh Kumar Workshop - WordJyotshna DaamagatlaNoch keine Bewertungen
- Ex No - 2 HOPPER MAKINGDokument4 SeitenEx No - 2 HOPPER MAKINGANISH PATIL (RA2111029010064)Noch keine Bewertungen
- m.1 Me 15 - Machine Shop Manual Rev 0 Jun 17 2022Dokument4 Seitenm.1 Me 15 - Machine Shop Manual Rev 0 Jun 17 2022Funa LovelymeNoch keine Bewertungen
- Manual 14Dokument14 SeitenManual 14JAINTONYNoch keine Bewertungen
- 4 - Sem Lab Manual: Spur Gear MillingDokument10 Seiten4 - Sem Lab Manual: Spur Gear MillingPRASSAN SHAHNoch keine Bewertungen
- Shop Exercise 5Dokument16 SeitenShop Exercise 5Athena GrotesqueNoch keine Bewertungen
- MCTD LabDokument38 SeitenMCTD LabnidhidarklordNoch keine Bewertungen
- me8361-MT 1 LabmanualDokument37 Seitenme8361-MT 1 LabmanualHOD ITNoch keine Bewertungen
- Acfrogb4srmsh0g4iyswet4a8wwztqbpy0uy8y0kg1xvx6-Bpo2cjuax9gi1oxmwus Ehs8nuy9xhzkhcmm Wk9p34v931kmrns9rhwfyrru3xahbrbq 4lgar-Ghj4myfngtru Yuvirxgvwx9rDokument5 SeitenAcfrogb4srmsh0g4iyswet4a8wwztqbpy0uy8y0kg1xvx6-Bpo2cjuax9gi1oxmwus Ehs8nuy9xhzkhcmm Wk9p34v931kmrns9rhwfyrru3xahbrbq 4lgar-Ghj4myfngtru Yuvirxgvwx9rKashif SultanNoch keine Bewertungen
- Central Workshop Manual For Mechanical Workshop CourseDokument60 SeitenCentral Workshop Manual For Mechanical Workshop Courseankitbugalia56Noch keine Bewertungen
- Workshop Manual - CorrectedDokument44 SeitenWorkshop Manual - CorrectedSaurav KumarNoch keine Bewertungen
- Work Shop Manual I Year-QisDokument69 SeitenWork Shop Manual I Year-QisSeshaiah TurakaNoch keine Bewertungen
- Lap Report TemplateDokument7 SeitenLap Report TemplateMd Sajib SheikhNoch keine Bewertungen
- Shop-4-Cross Peen Hammer HeadDokument8 SeitenShop-4-Cross Peen Hammer HeadJag MasterNoch keine Bewertungen
- ME 203 Manufacturing Technology: V. ThulasikanthDokument77 SeitenME 203 Manufacturing Technology: V. ThulasikanthRaghav satijaNoch keine Bewertungen
- Workshop Technology: EXPERIMENT 1: Hand and Machine Tools (Making A Pin Hammer)Dokument17 SeitenWorkshop Technology: EXPERIMENT 1: Hand and Machine Tools (Making A Pin Hammer)Tan YikcongNoch keine Bewertungen
- Workshop PracticeDokument87 SeitenWorkshop Practiceahmedkhalidhussain100% (2)
- CASTINGS: The Products Made by Casting Process Are KnownDokument11 SeitenCASTINGS: The Products Made by Casting Process Are KnownbernabasNoch keine Bewertungen
- Machine Shop Lab Manual 2018Dokument16 SeitenMachine Shop Lab Manual 2018S B MALLURNoch keine Bewertungen
- Workshop Lab: ManualDokument75 SeitenWorkshop Lab: ManualNaga KiranNoch keine Bewertungen
- Foundry Shop ManualDokument9 SeitenFoundry Shop ManualRanjit Singh67% (3)
- M 501Dokument24 SeitenM 501darby1028100% (1)
- Bifurcated Axial FansDokument2 SeitenBifurcated Axial FansNagiahTNoch keine Bewertungen
- TF4L3 We 889ar PDFDokument229 SeitenTF4L3 We 889ar PDFFelipe ChimborazoNoch keine Bewertungen
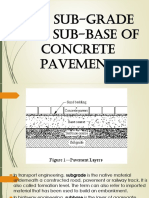
- The Sub-Grade and Sub-Base of Concrete PavementDokument16 SeitenThe Sub-Grade and Sub-Base of Concrete PavementPatrick TaylorNoch keine Bewertungen
- Ti 223 FenDokument12 SeitenTi 223 FenDusan OtasevicNoch keine Bewertungen
- LC3 For Cem Tech Oct 2020Dokument62 SeitenLC3 For Cem Tech Oct 2020Subhan MuhammadNoch keine Bewertungen
- Managing Production and Service OperationsDokument3 SeitenManaging Production and Service OperationsJijomar Mandapat Bautista100% (3)
- 1.vision and Mission of Tata Nano: 1. Economic FactorsDokument5 Seiten1.vision and Mission of Tata Nano: 1. Economic FactorsSaprem KulkarniNoch keine Bewertungen
- CG 2015193 01 B 1 SprinklersDokument2 SeitenCG 2015193 01 B 1 SprinklersIskandar HasibuanNoch keine Bewertungen
- Sil 26-0233eDokument13 SeitenSil 26-0233eKhaled ElmabroukNoch keine Bewertungen
- Dry TransformersDokument6 SeitenDry TransformersJose Luius100% (1)
- Aryan 170206134129Dokument21 SeitenAryan 170206134129api-402308093Noch keine Bewertungen
- Materials Final Project ReportDokument90 SeitenMaterials Final Project Reportapi-302735992Noch keine Bewertungen
- HYROTEST Procedure Tank NSIDokument4 SeitenHYROTEST Procedure Tank NSIluhur prandika100% (1)
- Smith ch08Dokument55 SeitenSmith ch08張子恆Noch keine Bewertungen
- Strand Make-Up According To DIN VDE 0295, IEC 60228 and HD 383Dokument1 SeiteStrand Make-Up According To DIN VDE 0295, IEC 60228 and HD 383rocketvtNoch keine Bewertungen
- TRIOCATALDokument13 SeitenTRIOCATALVladimir Illich Pinzon100% (1)
- Project Report On GearsDokument40 SeitenProject Report On Gearsjai70% (27)
- Waste Heat Recovery at Compressor Stations: The Path Towards Novel and High-Impact Technologies and Their ImplementationDokument33 SeitenWaste Heat Recovery at Compressor Stations: The Path Towards Novel and High-Impact Technologies and Their ImplementationraaaghaffarNoch keine Bewertungen
- Pyro ValveDokument5 SeitenPyro Valvehkr0101Noch keine Bewertungen
- Double Effect Steam Driven Chillers PDFDokument11 SeitenDouble Effect Steam Driven Chillers PDFHenry San Pedro100% (1)
- Summer Internship Project Budget and Budgetory Control in Sail, Bokaro Steel PlantDokument54 SeitenSummer Internship Project Budget and Budgetory Control in Sail, Bokaro Steel PlantZaki ArfinNoch keine Bewertungen
- 108 Manual 1Dokument41 Seiten108 Manual 1Joel BrasilBorgesNoch keine Bewertungen
- Craftsman Tractor ManualDokument72 SeitenCraftsman Tractor Manualbjhoxie106Noch keine Bewertungen
- Process Flow Chart Stator Cleating StackDokument2 SeitenProcess Flow Chart Stator Cleating StackVipin JangraNoch keine Bewertungen
- 4 Location of Hydraulic Components PDFDokument10 Seiten4 Location of Hydraulic Components PDFwesley candidoNoch keine Bewertungen
- Production of Formaldehyde From MethanolDokument7 SeitenProduction of Formaldehyde From MethanolThrese AreolaNoch keine Bewertungen
- Capicitor 1000uf Datasheet 1000ufDokument5 SeitenCapicitor 1000uf Datasheet 1000ufcarlosNoch keine Bewertungen
- WEBFORGE - Grating CatalogueDokument10 SeitenWEBFORGE - Grating CatalogueSaravan KumarNoch keine Bewertungen
- Attachment-4 - BQ & Information Required From Bidder - Rev B - MHE RevDokument45 SeitenAttachment-4 - BQ & Information Required From Bidder - Rev B - MHE RevIbnu HanafiNoch keine Bewertungen