Das könnte Ihnen auch gefallen
- Controlling Film Temperature in Fired Heaters PDFDokument4 SeitenControlling Film Temperature in Fired Heaters PDFPablo PaganiNoch keine Bewertungen
- Delayed Coker Heater Best Practices Bernhagen Amec Foster Wheeler DCU Mumbai 2016 PDFDokument46 SeitenDelayed Coker Heater Best Practices Bernhagen Amec Foster Wheeler DCU Mumbai 2016 PDFFayaz MohammedNoch keine Bewertungen
- Delayed Coking GeneralDokument20 SeitenDelayed Coking GeneralMarcFer2611Noch keine Bewertungen
- Muñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingDokument12 SeitenMuñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingSergioDanielContrerasNoch keine Bewertungen
- Advances in Delayed CokingDokument8 SeitenAdvances in Delayed Cokingjojumathew100% (1)
- Delayed Coking UnitDokument27 SeitenDelayed Coking Unitstunningmanju50% (2)
- LNGDokument6 SeitenLNGFahd HatemNoch keine Bewertungen
- NHT Furnace OptimisationDokument6 SeitenNHT Furnace Optimisationcoolmanyu2k5Noch keine Bewertungen
- 8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case StudyDokument27 Seiten8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case Studyfawmer61Noch keine Bewertungen
- C CC CC: CCCCCCCCCCCCCCCCDokument27 SeitenC CC CC: CCCCCCCCCCCCCCCCMuhammadTanzeeLUsmanNoch keine Bewertungen
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDokument2 SeitenDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanNoch keine Bewertungen
- Vassili Ribkin-En PDFDokument22 SeitenVassili Ribkin-En PDFKosan NamnamNoch keine Bewertungen
- The Supply of A Seawater Injection System For 30,000 BWPD ServiceDokument30 SeitenThe Supply of A Seawater Injection System For 30,000 BWPD ServiceAnonymous O0lyGOShYGNoch keine Bewertungen
- 2014 PTQ q4Dokument156 Seiten2014 PTQ q4digeca100% (1)
- Superfrac High Perfomance TraysDokument16 SeitenSuperfrac High Perfomance Traysnatee8632Noch keine Bewertungen
- 545Dokument11 Seiten545hiyeonNoch keine Bewertungen
- Miscellaneous FCC AspectsDokument114 SeitenMiscellaneous FCC AspectskotilskNoch keine Bewertungen
- Shell and Tube Heat Exchanger Design GuideDokument1 SeiteShell and Tube Heat Exchanger Design GuideAsad RazaNoch keine Bewertungen
- Fire HeatDokument231 SeitenFire HeatprabhuarunkumarNoch keine Bewertungen
- Introduction to Delayed CokersDokument53 SeitenIntroduction to Delayed Cokersmujeebmehar75% (4)
- Crude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMDokument30 SeitenCrude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMHarish GojiyaNoch keine Bewertungen
- Hydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)Dokument18 SeitenHydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)yliangcaNoch keine Bewertungen
- (Ted M. Knowlton, Chair) Proceedings of InternationalDokument832 Seiten(Ted M. Knowlton, Chair) Proceedings of InternationalAbshar ParamaNoch keine Bewertungen
- Article - Delayed Coker RevampsDokument13 SeitenArticle - Delayed Coker RevampsPlatinium1002Noch keine Bewertungen
- Delayed Coking by NavidDokument63 SeitenDelayed Coking by NavidShivangi ThakkerNoch keine Bewertungen
- SMR Hydrogen Generators-Technologies and Producers 2009Dokument28 SeitenSMR Hydrogen Generators-Technologies and Producers 2009Zoran JuricNoch keine Bewertungen
- Gas Conditioning and ProcessingDokument14 SeitenGas Conditioning and ProcessingdfmolinaNoch keine Bewertungen
- AVU Critical EquipmentsDokument55 SeitenAVU Critical EquipmentsmujeebtalibNoch keine Bewertungen
- Key to Success in Ethylene Plant Quench Water Column RevampDokument23 SeitenKey to Success in Ethylene Plant Quench Water Column Revampnktiah1207Noch keine Bewertungen
- Delayed Coking Seminar Lonakadi Sulzer DCU League City 2005Dokument40 SeitenDelayed Coking Seminar Lonakadi Sulzer DCU League City 2005edgardiaz5519Noch keine Bewertungen
- Cryogenic Techniques JT Vs Expander Limitations Benefits PDFDokument35 SeitenCryogenic Techniques JT Vs Expander Limitations Benefits PDFMostafa SharafNoch keine Bewertungen
- Refinery Training Courses by PertecnicaDokument7 SeitenRefinery Training Courses by PertecnicapertecstudentNoch keine Bewertungen
- Four Challenges For Nickel Steam-Reforming CatalystsDokument8 SeitenFour Challenges For Nickel Steam-Reforming CatalystsReza Rhi100% (2)
- 15 - Pub All Process For Coke DelayedDokument24 Seiten15 - Pub All Process For Coke DelayedaquiestoytambienNoch keine Bewertungen
- Guidelines For The Safe and Optimum Design ofDokument9 SeitenGuidelines For The Safe and Optimum Design ofMoca PhoenixNoch keine Bewertungen
- Cryogenics and Heat TreatmentDokument25 SeitenCryogenics and Heat Treatmentnitesh100% (1)
- 04454H45-14-DB-0001 Rev0Dokument9 Seiten04454H45-14-DB-0001 Rev0garciahoNoch keine Bewertungen
- 2012 StarLNG Brochure - Issue 2.0Dokument28 Seiten2012 StarLNG Brochure - Issue 2.0iaxdenNoch keine Bewertungen
- Ethylene Splitter Rev01 WebDokument24 SeitenEthylene Splitter Rev01 WebaizatmaricanNoch keine Bewertungen
- JM Steam Reforming Catalysts Product Brochure (c2019)Dokument24 SeitenJM Steam Reforming Catalysts Product Brochure (c2019)Ahmed SohaibNoch keine Bewertungen
- Chemical Discipline Training Program at IIP DehradunDokument28 SeitenChemical Discipline Training Program at IIP DehradunHarish GojiyaNoch keine Bewertungen
- Catalyst Passivation For Safer, More Efficient TurnaroundsDokument4 SeitenCatalyst Passivation For Safer, More Efficient TurnaroundsAltif AboodNoch keine Bewertungen
- LPG enDokument20 SeitenLPG enrenger20150303Noch keine Bewertungen
- De Sulfur IzationDokument2 SeitenDe Sulfur IzationngotrongthucNoch keine Bewertungen
- The Acid Function of Platforming Catalyst Is Provided by Support Promoted With ChlorideDokument2 SeitenThe Acid Function of Platforming Catalyst Is Provided by Support Promoted With ChloriderawadNoch keine Bewertungen
- DRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEODokument7 SeitenDRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEOMohsen ArdestaniNoch keine Bewertungen
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDokument22 SeitenPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288Noch keine Bewertungen
- Sizing of Glycol ContactorDokument10 SeitenSizing of Glycol ContactorGODWIN ANYIMAH100% (1)
- Sulphur Recovery UnitDokument6 SeitenSulphur Recovery UnitsemNoch keine Bewertungen
- Reforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanDokument17 SeitenReforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanSaleem ChohanNoch keine Bewertungen
- LNG Coil Wound Heat Exchangers Mid Sized LNG PlantsDokument5 SeitenLNG Coil Wound Heat Exchangers Mid Sized LNG Plantschemsac2Noch keine Bewertungen
- Biotechnological H2S RemovalDokument39 SeitenBiotechnological H2S RemovalWoMeiYouNoch keine Bewertungen
- Coker Heater Optimization and Heater Fouling KBC DCU Galveston 2013Dokument22 SeitenCoker Heater Optimization and Heater Fouling KBC DCU Galveston 2013finiteinjustice100% (1)
- Principles and Case Studies of Simultaneous DesignVon EverandPrinciples and Case Studies of Simultaneous DesignNoch keine Bewertungen
- Hydroprocessing for Clean Energy: Design, Operation, and OptimizationVon EverandHydroprocessing for Clean Energy: Design, Operation, and OptimizationNoch keine Bewertungen
- Handbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsVon EverandHandbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsNoch keine Bewertungen
- Final Ska CondensorDokument100 SeitenFinal Ska Condensor77errorsNoch keine Bewertungen
- Blue Book With Solution VIP PDFDokument147 SeitenBlue Book With Solution VIP PDFAjayBravo100% (2)
- List of STG ManualsDokument2 SeitenList of STG ManualsHarsha Vardhan ReddyNoch keine Bewertungen
- Nüve - Ot 32VS Service ManualDokument50 SeitenNüve - Ot 32VS Service ManualIvan Villena Chuman100% (4)
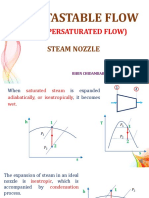
- Te Ii Lecture 08 (07.07.2020)Dokument39 SeitenTe Ii Lecture 08 (07.07.2020)Dr. BIBIN CHIDAMBARANATHANNoch keine Bewertungen
- Analysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEDokument7 SeitenAnalysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEpoojaNoch keine Bewertungen
- Documents - MX - Fisher Desuperheaters Bulletin April 2008 PDFDokument12 SeitenDocuments - MX - Fisher Desuperheaters Bulletin April 2008 PDFsaji_t1984Noch keine Bewertungen
- Problem SetDokument4 SeitenProblem SetGeloii Panda0% (1)
- BoilerDokument5 SeitenBoilerUmar Farouq Mohammed GalibNoch keine Bewertungen
- Sampling Points and Parameters For LP Steam Generators CT 2020Dokument9 SeitenSampling Points and Parameters For LP Steam Generators CT 2020moiNoch keine Bewertungen
- Thermal Engineering II - Steam Nozzles, Boilers, Turbines & RefrigerationDokument1 SeiteThermal Engineering II - Steam Nozzles, Boilers, Turbines & RefrigerationDeepak sakthiNoch keine Bewertungen
- Economic Comparison of Grate and BFB FiringDokument23 SeitenEconomic Comparison of Grate and BFB FiringradanpetricaNoch keine Bewertungen
- Sizing Steam Pipes I (KG H...Dokument3 SeitenSizing Steam Pipes I (KG H...Naveen KumarNoch keine Bewertungen
- Major Project FinalDokument12 SeitenMajor Project FinalPrathamesh LaghaneNoch keine Bewertungen
- Pressurized Deaerator Spec PDFDokument9 SeitenPressurized Deaerator Spec PDFkosmc123Noch keine Bewertungen
- Chemical Engineering Review For PE ExamDokument274 SeitenChemical Engineering Review For PE Examkrishnaswamy9100% (8)
- PART-C (Engineering Drawing (Paper-3) )Dokument38 SeitenPART-C (Engineering Drawing (Paper-3) )Jigar Goswami100% (2)
- First Law of ThermodynamicsDokument44 SeitenFirst Law of ThermodynamicsShaival ParikhNoch keine Bewertungen
- PICK INSTANTANEOUS STEAM INJECTION HEATER SERVICE MANUALDokument22 SeitenPICK INSTANTANEOUS STEAM INJECTION HEATER SERVICE MANUALAriesNoch keine Bewertungen
- SilverCrest Szczotka Parowa - InstrukcjaDokument86 SeitenSilverCrest Szczotka Parowa - InstrukcjaAneta BuchaczNoch keine Bewertungen
- EEObjective Q2Dokument36 SeitenEEObjective Q2Cedric Kasimero BeronyoNoch keine Bewertungen
- HVAC Systems and Components HandbookDokument435 SeitenHVAC Systems and Components Handbooknicky1213a100% (1)
- Optiswirl 4200 Optiswirl 4200 Optiswirl 4200 Optiswirl 4200: Vortex FlowmeterDokument38 SeitenOptiswirl 4200 Optiswirl 4200 Optiswirl 4200 Optiswirl 4200: Vortex FlowmeterJavier CarrizoNoch keine Bewertungen
- High Capacity Horizontal Steam Boiler: ApplicationsDokument2 SeitenHigh Capacity Horizontal Steam Boiler: Applicationspatricia cebajosNoch keine Bewertungen
- Boiler Efficiency and Steam Generation RateDokument99 SeitenBoiler Efficiency and Steam Generation RateDari YantoNoch keine Bewertungen
- CFX12 Multiphase Nuclear 05 TOC Real Gas and IAPWSDokument13 SeitenCFX12 Multiphase Nuclear 05 TOC Real Gas and IAPWSSoumyajyoti MukherjeeNoch keine Bewertungen
- GROHE F Digital Deluxe PlanningDokument23 SeitenGROHE F Digital Deluxe Planningfansforever9125Noch keine Bewertungen
- Implications of Operating Boilers at Lower Pressures Than Design PressureDokument2 SeitenImplications of Operating Boilers at Lower Pressures Than Design PressureAu TagolimotNoch keine Bewertungen
- Destilador Waterwise 9000Dokument12 SeitenDestilador Waterwise 9000JA DíazNoch keine Bewertungen
- HG-113 - 133 Operation Manual S10G-007-G PDFDokument45 SeitenHG-113 - 133 Operation Manual S10G-007-G PDFoctarizaNoch keine Bewertungen
- Benzene: Figure 1 Ethylbenzene Process Flow DiagramDokument1 SeiteBenzene: Figure 1 Ethylbenzene Process Flow DiagramOkta Abdul ChoirNoch keine Bewertungen