Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- High Level Cyber Security Assessment - Detailed ReportDokument57 SeitenHigh Level Cyber Security Assessment - Detailed Reportdobie_e_martinNoch keine Bewertungen
- Introspective Hypnosis Class - 052017 - Antonio Sangio (2745)Dokument62 SeitenIntrospective Hypnosis Class - 052017 - Antonio Sangio (2745)sandra100% (4)
- PPST OrientationDokument66 SeitenPPST OrientationRaymund Dagdag100% (1)
- Collection of Books To Read Preparing For ACM ICPCDokument1 SeiteCollection of Books To Read Preparing For ACM ICPCJia Hong100% (2)
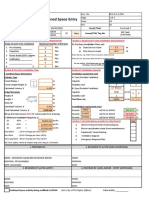
- Ventilation Plan For Confined Space EntryDokument9 SeitenVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- IIT BHU Postgraduate OrdinancesDokument67 SeitenIIT BHU Postgraduate Ordinancesrounak2017Noch keine Bewertungen
- Notes For Slides PDFDokument31 SeitenNotes For Slides PDFNamuduri AnuraagNoch keine Bewertungen
- Fess 1 PsDokument13 SeitenFess 1 PsCecil ThompsonNoch keine Bewertungen
- Metallurgical Engineering SyllabusDokument2 SeitenMetallurgical Engineering Syllabusrahul44311gmailcomNoch keine Bewertungen
- Forming Limit DiagramDokument3 SeitenForming Limit DiagramNamuduri AnuraagNoch keine Bewertungen
- Opportunities of Metallurgy CompaniesDokument10 SeitenOpportunities of Metallurgy CompaniesNamuduri AnuraagNoch keine Bewertungen
- Module 10 Lecture 3 Formability PDFDokument8 SeitenModule 10 Lecture 3 Formability PDFAnshul GautamNoch keine Bewertungen
- Voids in CrystalsDokument32 SeitenVoids in CrystalsNamuduri AnuraagNoch keine Bewertungen
- Ellingham DiagramDokument19 SeitenEllingham DiagramNamuduri AnuraagNoch keine Bewertungen
- Lec 1Dokument26 SeitenLec 1Namuduri AnuraagNoch keine Bewertungen
- Sudigundamlo MukkupudakaDokument4 SeitenSudigundamlo MukkupudakaNamuduri AnuraagNoch keine Bewertungen
- Vision and Mission Analysis ChapterDokument15 SeitenVision and Mission Analysis Chapterzaza bazazaNoch keine Bewertungen
- Elon Musk: AI Is A Fundamental Risk To The Existence of Human CivilizationDokument19 SeitenElon Musk: AI Is A Fundamental Risk To The Existence of Human CivilizationBDApp StarNoch keine Bewertungen
- English 10 - WHLP - Q1 - Module 3Dokument3 SeitenEnglish 10 - WHLP - Q1 - Module 3Mar Florence SebastianNoch keine Bewertungen
- Toms2003 A Nonlinear Finite Element Analysis of The Periodontal Ligament Under Orthodontic Tooth LoadingDokument9 SeitenToms2003 A Nonlinear Finite Element Analysis of The Periodontal Ligament Under Orthodontic Tooth LoadingPuttnaree NiteNoch keine Bewertungen
- VSP BrochureDokument33 SeitenVSP BrochuresudhakarrrrrrNoch keine Bewertungen
- Troubleshooting Lab 1Dokument1 SeiteTroubleshooting Lab 1Lea SbaizNoch keine Bewertungen
- Factors Affecting Drying Rates and MechanismsDokument4 SeitenFactors Affecting Drying Rates and MechanismsMahesh VoraNoch keine Bewertungen
- LD Lab ManualDokument92 SeitenLD Lab ManualSunil BegumpurNoch keine Bewertungen
- Bruxaria e Historia Cultural PDFDokument25 SeitenBruxaria e Historia Cultural PDFGeorge Henri FernandoNoch keine Bewertungen
- Middle Range TheoriesDokument134 SeitenMiddle Range TheoriesMary Joyce MejiaNoch keine Bewertungen
- Air CasterDokument25 SeitenAir CasterPrabir Kumar Pati100% (1)
- Philips 170v7fbDokument95 SeitenPhilips 170v7fbaposticaaNoch keine Bewertungen
- FMVSS 139 2022-10-01Dokument7 SeitenFMVSS 139 2022-10-01skr_757Noch keine Bewertungen
- TDS VH202 Steel Spore Discs B - Atrophaeus Cell Line 9372 SDN 06 Rev. 1.0Dokument3 SeitenTDS VH202 Steel Spore Discs B - Atrophaeus Cell Line 9372 SDN 06 Rev. 1.0Muhammad FirdausNoch keine Bewertungen
- Bachelor of Science in Tourism Management: Iloilo City Community College Ge 1. Understanding The SelfDokument4 SeitenBachelor of Science in Tourism Management: Iloilo City Community College Ge 1. Understanding The SelfPaula Danielle HachuelaNoch keine Bewertungen
- Role and Benefits of Sports Psychology For The Improvement of Performance of Sports PersonsDokument5 SeitenRole and Benefits of Sports Psychology For The Improvement of Performance of Sports PersonsIJRASETPublicationsNoch keine Bewertungen
- 3 To 8 Decoder in NGSPICEDokument14 Seiten3 To 8 Decoder in NGSPICEJaydip FadaduNoch keine Bewertungen
- QO™ Load Centers - QO124M200PDokument4 SeitenQO™ Load Centers - QO124M200PIsraelNoch keine Bewertungen
- Adjustment: - Electronic Modulated Air SuspensionDokument2 SeitenAdjustment: - Electronic Modulated Air SuspensionThar KyiNoch keine Bewertungen
- Area Manager ChecklistDokument7 SeitenArea Manager ChecklistUtkarsh RaiNoch keine Bewertungen
- Sick GM31Dokument54 SeitenSick GM31Magdy SalehNoch keine Bewertungen
- Anagrams in Enhancing The Learner's Vocabolary in Filipino Language Using WordwallDokument19 SeitenAnagrams in Enhancing The Learner's Vocabolary in Filipino Language Using WordwallJARYL PILLAZARNoch keine Bewertungen
- Pengaruh Komunikasi DGN KinerjaDokument15 SeitenPengaruh Komunikasi DGN KinerjaTitHa AwallunnisaNoch keine Bewertungen
- Lesson 5: Cultural Relativism: Learning OutcomesDokument4 SeitenLesson 5: Cultural Relativism: Learning OutcomesGanda GandaNoch keine Bewertungen
- Let's Mingle Chat Invite ExamplesDokument22 SeitenLet's Mingle Chat Invite ExamplesCarmen BalbuenaNoch keine Bewertungen