Das könnte Ihnen auch gefallen
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysVon EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNoch keine Bewertungen
- An Experimental Analysis and Process Parameter Optimization On AA7075 T6-AA6061 T6 Alloy Using Friction Stir WeldingDokument10 SeitenAn Experimental Analysis and Process Parameter Optimization On AA7075 T6-AA6061 T6 Alloy Using Friction Stir WeldingDHARMADURAI.P MEC-AP/AERONoch keine Bewertungen
- Design of Steel Structures: Materials, Connections, and ComponentsVon EverandDesign of Steel Structures: Materials, Connections, and ComponentsNoch keine Bewertungen
- A Study of Effect Process Parameters On Tensile StrengthDokument9 SeitenA Study of Effect Process Parameters On Tensile StrengthAnil ChauvanNoch keine Bewertungen
- Ijmpt580401 Venugopal - 158666Dokument19 SeitenIjmpt580401 Venugopal - 158666Mohammed KhennoufNoch keine Bewertungen
- Chapter 2Dokument7 SeitenChapter 2Debabrata MondalNoch keine Bewertungen
- Experimental Studies On Optimized Mechanical Properties While Dissimilar Joining AA6061 and AA5010 in A Friction Stir Welding ProcessDokument16 SeitenExperimental Studies On Optimized Mechanical Properties While Dissimilar Joining AA6061 and AA5010 in A Friction Stir Welding ProcessRaul VelascoNoch keine Bewertungen
- 10 1 1 685 4139 PDFDokument6 Seiten10 1 1 685 4139 PDFOvidiu Si Roxana IvascuNoch keine Bewertungen
- Previous Paper - EditedDokument7 SeitenPrevious Paper - EditedNaveen KumarNoch keine Bewertungen
- Trans NonferrousMet Soc China29201918241835Dokument13 SeitenTrans NonferrousMet Soc China29201918241835omerNoch keine Bewertungen
- STUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESDokument19 SeitenSTUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESVerma RajamanickamNoch keine Bewertungen
- Effect of Rotational Speed On Mechanical, Microstructure, and Residual Stress Behaviour of AA6061-T6 Alloy Joints Through Friction Stir WeldingDokument16 SeitenEffect of Rotational Speed On Mechanical, Microstructure, and Residual Stress Behaviour of AA6061-T6 Alloy Joints Through Friction Stir WeldingVinyas MaheshNoch keine Bewertungen
- Investigations Into FSW Joints of Dissimilar Aluminum Alloys - ScienceDirectDokument6 SeitenInvestigations Into FSW Joints of Dissimilar Aluminum Alloys - ScienceDirectpicul 08Noch keine Bewertungen
- Tig Welding Process Parameters Optimization For Stainless Steel Materials Using Regression AnalysisDokument7 SeitenTig Welding Process Parameters Optimization For Stainless Steel Materials Using Regression AnalysisNaveen KumarNoch keine Bewertungen
- LBW OptimizationDokument11 SeitenLBW Optimizationfathi.alfazaniNoch keine Bewertungen
- 10.1016@j.matpr.2019.11.257AA2024 andAA6061 ANOVADokument5 Seiten10.1016@j.matpr.2019.11.257AA2024 andAA6061 ANOVAV.v. TaguisNoch keine Bewertungen
- Ex JoDokument23 SeitenEx JoLEB08 MATHAVAN RNoch keine Bewertungen
- Investigation On Mechanical Properties of Welded Aluminium Joints of AA 8011 Using Friction Stir WeldingDokument7 SeitenInvestigation On Mechanical Properties of Welded Aluminium Joints of AA 8011 Using Friction Stir WeldingŜħîvěńdra SinghNoch keine Bewertungen
- 39IJMPERDAPR201939Dokument8 Seiten39IJMPERDAPR201939TJPRC PublicationsNoch keine Bewertungen
- 10.1016@j.matpr.2020.02.166 AA6061 and AA5052Dokument5 Seiten10.1016@j.matpr.2020.02.166 AA6061 and AA5052V.v. TaguisNoch keine Bewertungen
- Optimization of Mig Welding Parameters On Tensile Strength of Aluminum Alloy by Taguchi ApproachDokument7 SeitenOptimization of Mig Welding Parameters On Tensile Strength of Aluminum Alloy by Taguchi ApproachAdarsh KumarNoch keine Bewertungen
- Effect of Selective Laser Melting Layout On The Quality of Stainless Steel PartsDokument9 SeitenEffect of Selective Laser Melting Layout On The Quality of Stainless Steel PartsFrancesco Di SimoneNoch keine Bewertungen
- The Effect of Welding On Reliability of Mechanical Properties of AISI 1020 and AISI 6150 Steel Materials!Dokument11 SeitenThe Effect of Welding On Reliability of Mechanical Properties of AISI 1020 and AISI 6150 Steel Materials!Dalitso MwanzaNoch keine Bewertungen
- Metals: Weldability and Monitoring of Resistance Spot Welding of Q&P and TRIP SteelsDokument15 SeitenMetals: Weldability and Monitoring of Resistance Spot Welding of Q&P and TRIP SteelsrocktallicaNoch keine Bewertungen
- Shehabeldeen Et Al. - 2020 - A Novel Method For Predicting Tensile Strength of Friction Stir Welded AA6061 Aluminium Alloy Joints BasedDokument12 SeitenShehabeldeen Et Al. - 2020 - A Novel Method For Predicting Tensile Strength of Friction Stir Welded AA6061 Aluminium Alloy Joints BasedMorteza AtaeiNoch keine Bewertungen
- Optimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachDokument14 SeitenOptimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachVidyanand Kumar YadavNoch keine Bewertungen
- Ijmet 07 02 033 PDFDokument14 SeitenIjmet 07 02 033 PDFEmmanuel ThomasNoch keine Bewertungen
- Ijmet 07 02 033 PDFDokument14 SeitenIjmet 07 02 033 PDFEmmanuel ThomasNoch keine Bewertungen
- Finite Element Analysis of Residual Stresses in Shield Metal Arc Welding of Ferritic Stainless Steel - A ReviewDokument4 SeitenFinite Element Analysis of Residual Stresses in Shield Metal Arc Welding of Ferritic Stainless Steel - A ReviewEditor IJRITCCNoch keine Bewertungen
- Effects of Friction Welding Parameters On The Mechanical Properties of Dissimilar Steel JointsDokument7 SeitenEffects of Friction Welding Parameters On The Mechanical Properties of Dissimilar Steel Jointsollata kalanoNoch keine Bewertungen
- Rajakumar 2012Dokument20 SeitenRajakumar 2012rajesaravindNoch keine Bewertungen
- 105 Ijmperdaug2018105Dokument14 Seiten105 Ijmperdaug2018105TJPRC PublicationsNoch keine Bewertungen
- Friction Stir Welding With The Help of Machine 2Dokument29 SeitenFriction Stir Welding With The Help of Machine 2hw1843461Noch keine Bewertungen
- Optimization of The Welding Parameters in Resistance Spot WeldingDokument6 SeitenOptimization of The Welding Parameters in Resistance Spot WeldingIAEME PublicationNoch keine Bewertungen
- Optimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDokument8 SeitenOptimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDilipNoch keine Bewertungen
- Liverani 2017 SLM 316L HV1 Tensile Same To OURS 1-s2.0-S0924013617302169-MainDokument9 SeitenLiverani 2017 SLM 316L HV1 Tensile Same To OURS 1-s2.0-S0924013617302169-MainFaisal HafeezNoch keine Bewertungen
- @1 s2.0 S221181281400491X Main PDFDokument6 Seiten@1 s2.0 S221181281400491X Main PDF13055Noch keine Bewertungen
- 125 Ijmperdfeb2018125Dokument10 Seiten125 Ijmperdfeb2018125TJPRC PublicationsNoch keine Bewertungen
- Investigation of Stresses in U-Shaped Metal Bellow Using EJMA StandardsDokument12 SeitenInvestigation of Stresses in U-Shaped Metal Bellow Using EJMA StandardsMourad BenabderrahmaneNoch keine Bewertungen
- Finite Element Analysis and Opmization of Weld Distortion ChassisDokument6 SeitenFinite Element Analysis and Opmization of Weld Distortion ChassisJuan Sebastian CameroNoch keine Bewertungen
- Parameter Optimization of Friction Stir Welding of AA8011-6062 Using Mathematical MethodDokument8 SeitenParameter Optimization of Friction Stir Welding of AA8011-6062 Using Mathematical MethodCNoch keine Bewertungen
- (Updated) Study of Alloy P91Dokument7 Seiten(Updated) Study of Alloy P91PRATEEK KUMARNoch keine Bewertungen
- Jater-5 5 1Dokument8 SeitenJater-5 5 1ochatejenifer50Noch keine Bewertungen
- Resistance Spot Welding A ReviewDokument17 SeitenResistance Spot Welding A Reviewkimtuan835958549964Noch keine Bewertungen
- Establishing Empirical Relations To Predict Grain Size and Hardness of Pulsed Current Micro Plasma Arc Welded SS 304L SheetsDokument18 SeitenEstablishing Empirical Relations To Predict Grain Size and Hardness of Pulsed Current Micro Plasma Arc Welded SS 304L SheetsBoonsap WitchayangkoonNoch keine Bewertungen
- Optimization of Shielded Metal Arc Welding (SMAW) Process For Mild SteelDokument9 SeitenOptimization of Shielded Metal Arc Welding (SMAW) Process For Mild Steelzaki amNoch keine Bewertungen
- Application of Taguchi Method To Optimize Tensile Shear Strength Between Stainless Steel Aisi304 and Mild SteelDokument8 SeitenApplication of Taguchi Method To Optimize Tensile Shear Strength Between Stainless Steel Aisi304 and Mild SteelIAEME PublicationNoch keine Bewertungen
- Research Paper On Friction Stir WeldingDokument9 SeitenResearch Paper On Friction Stir Weldingfzmgp96k100% (1)
- Quality Index For Friction Stir Welds in 7050 Aluminum PlatesDokument10 SeitenQuality Index For Friction Stir Welds in 7050 Aluminum PlatesGabriel AguirreNoch keine Bewertungen
- Prediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDokument16 SeitenPrediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDhruv PatelNoch keine Bewertungen
- Vijay Kumar 2018Dokument13 SeitenVijay Kumar 2018Tarun TiwariNoch keine Bewertungen
- A Review On Various Welding TechniquesDokument7 SeitenA Review On Various Welding TechniquesIJMER100% (1)
- Experimental Investigation On The Effects of ProceDokument17 SeitenExperimental Investigation On The Effects of ProceHussain AlsaadyNoch keine Bewertungen
- Reserch Paper On Micro Plasma WeldingDokument8 SeitenReserch Paper On Micro Plasma WeldingJigar ChaudharyNoch keine Bewertungen
- Friction Welding Research PapersDokument5 SeitenFriction Welding Research Papersgvzwyd4n100% (1)
- Design, Manufacture and Analysis of Al/Sic Mmcs For Connecting RodDokument8 SeitenDesign, Manufacture and Analysis of Al/Sic Mmcs For Connecting RodBima SorayaNoch keine Bewertungen
- Acoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfilesDokument10 SeitenAcoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfileslarryNoch keine Bewertungen
- Effect Variations and Types of Smaw Welding ElectrDokument7 SeitenEffect Variations and Types of Smaw Welding Electrsarim ALINoch keine Bewertungen
- Modeling and FE Analysis of Column To Beam End-Plate Bolted ConnectionDokument17 SeitenModeling and FE Analysis of Column To Beam End-Plate Bolted ConnectionAhmed MoniemNoch keine Bewertungen
- Numerical Simulation & Experimental Study of Wear Depth and Contact Pressure Distribution of Aluminum MMC Pin On Disc TribometerDokument11 SeitenNumerical Simulation & Experimental Study of Wear Depth and Contact Pressure Distribution of Aluminum MMC Pin On Disc TribometerAbdullah UYSALNoch keine Bewertungen
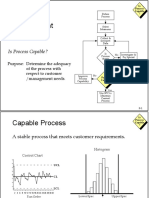
- The Quality Improvement Model: Is Process Capable?Dokument19 SeitenThe Quality Improvement Model: Is Process Capable?VishalNaranjeNoch keine Bewertungen
- Broucher of ICT ToolDokument1 SeiteBroucher of ICT ToolVishalNaranjeNoch keine Bewertungen
- CapabilityDokument43 SeitenCapabilitydhana555Noch keine Bewertungen
- About Course Registration Process: "Micro-Electromechanical Systems (Mems)Dokument2 SeitenAbout Course Registration Process: "Micro-Electromechanical Systems (Mems)VishalNaranjeNoch keine Bewertungen
- Self-Declaration FormDokument1 SeiteSelf-Declaration FormVishalNaranjeNoch keine Bewertungen
- ZerodhaTD PDFDokument21 SeitenZerodhaTD PDFRitesh RK MeshramNoch keine Bewertungen
- Process Capability Study With MinitabDokument36 SeitenProcess Capability Study With MinitabVishalNaranjeNoch keine Bewertungen
- Six Sigma - Minitab AppsDokument23 SeitenSix Sigma - Minitab AppsHariharan PNoch keine Bewertungen
- Welding Paper PDFDokument5 SeitenWelding Paper PDFVishalNaranjeNoch keine Bewertungen
- AHP CalculationsDokument14 SeitenAHP CalculationsVishalNaranjeNoch keine Bewertungen
- Zhou 2018Dokument12 SeitenZhou 2018VishalNaranjeNoch keine Bewertungen
- Cutter Suction Dredging: Utilizing Milling Knowledge To Improve CSD ProductionDokument1 SeiteCutter Suction Dredging: Utilizing Milling Knowledge To Improve CSD ProductionVishalNaranjeNoch keine Bewertungen
- FFDokument13 SeitenFFVishalNaranjeNoch keine Bewertungen
- GGDokument7 SeitenGGVishalNaranjeNoch keine Bewertungen
- Bemh 101Dokument8 SeitenBemh 101Leo StokesNoch keine Bewertungen
- Bemh 1 PsDokument8 SeitenBemh 1 PsVishalNaranjeNoch keine Bewertungen
- CCDokument6 SeitenCCVishalNaranjeNoch keine Bewertungen
- EEDokument5 SeitenEEVishalNaranjeNoch keine Bewertungen
- DDDokument6 SeitenDDVishalNaranjeNoch keine Bewertungen
- KG MathDokument9 SeitenKG MathVishalNaranjeNoch keine Bewertungen
- Lec 3Dokument11 SeitenLec 3VishalNaranjeNoch keine Bewertungen
- Engg Mechanics-Lab ManuualDokument10 SeitenEngg Mechanics-Lab ManuualVishalNaranjeNoch keine Bewertungen
- Jme Review Form-1Dokument2 SeitenJme Review Form-1VishalNaranjeNoch keine Bewertungen
- Course Title Mechanics of Fluids Course Level: UG Credit Units: 03 Course Code: MAE201Dokument3 SeitenCourse Title Mechanics of Fluids Course Level: UG Credit Units: 03 Course Code: MAE201VishalNaranjeNoch keine Bewertungen
- An Expert System of Die Design For Multi Stage DeeDokument8 SeitenAn Expert System of Die Design For Multi Stage DeeVishalNaranjeNoch keine Bewertungen
- Jme Review Form-1Dokument2 SeitenJme Review Form-1VishalNaranjeNoch keine Bewertungen
- Hitachi Assembly MethodDokument24 SeitenHitachi Assembly MethodVishalNaranjeNoch keine Bewertungen
- Rayleigh Ritzmethod 170428073342Dokument20 SeitenRayleigh Ritzmethod 170428073342VishalNaranjeNoch keine Bewertungen
- FEA TheoryDokument49 SeitenFEA Theoryof_switzerlandNoch keine Bewertungen
- Duality Theory in LPDokument47 SeitenDuality Theory in LPDivya LekhaNoch keine Bewertungen
- Siol Mechanics 2008JUNDokument12 SeitenSiol Mechanics 2008JUNAnkit AkNoch keine Bewertungen
- Experiment No 7-MQCDokument7 SeitenExperiment No 7-MQCArvind Bhosale100% (1)
- Term PaperDokument6 SeitenTerm PaperNorshida CalibiNoch keine Bewertungen
- Max - Maier - Applications of Stimulated Raman Scattering PDFDokument23 SeitenMax - Maier - Applications of Stimulated Raman Scattering PDFAkriti SinghNoch keine Bewertungen
- Lecture On Vehicle Dynamics 1 PDFDokument10 SeitenLecture On Vehicle Dynamics 1 PDFSuryo mubarokNoch keine Bewertungen
- KOM Expt. No. 2Dokument5 SeitenKOM Expt. No. 2Vatsal PatelNoch keine Bewertungen
- Physics 300 PS1Dokument4 SeitenPhysics 300 PS1Justin ThomasNoch keine Bewertungen
- BS en Iso 8990 - 1996Dokument27 SeitenBS en Iso 8990 - 1996danielNoch keine Bewertungen
- Archangel Michael Becoming A World Server and Keeper of The Violet FlameDokument7 SeitenArchangel Michael Becoming A World Server and Keeper of The Violet FlameIAMINFINITELOVE100% (3)
- Solving Equilibrium Problems FDokument16 SeitenSolving Equilibrium Problems FAntonyNoch keine Bewertungen
- Fast Numerical Methods For Mixed-Integer Nonlinear Model-Predictive ControlDokument380 SeitenFast Numerical Methods For Mixed-Integer Nonlinear Model-Predictive ControlDaniel Suarez ReyesNoch keine Bewertungen
- 1 Lightning Protection of Wind Turbine Blades PDFDokument7 Seiten1 Lightning Protection of Wind Turbine Blades PDFMICHEL RAJNoch keine Bewertungen
- Syllabus For Ntse Stage 1: Offline Test Series: MaharashtraDokument1 SeiteSyllabus For Ntse Stage 1: Offline Test Series: MaharashtraRamakant ChaudhariNoch keine Bewertungen
- Alchemical LexiconDokument8 SeitenAlchemical Lexicondeus_primusNoch keine Bewertungen
- Hipparchus and Ptolomy PDFDokument35 SeitenHipparchus and Ptolomy PDFavisanNoch keine Bewertungen
- Experiment 5Dokument6 SeitenExperiment 5Vinicius GuimarãesNoch keine Bewertungen
- 10ME82 16-17 (Control Engg.)Dokument30 Seiten10ME82 16-17 (Control Engg.)Sharanabasappa SajjanNoch keine Bewertungen
- Beams Free Transverse Vibrations of Nano-To-Micron Scale:, 2977-2995 2006 Mingtian XuDokument20 SeitenBeams Free Transverse Vibrations of Nano-To-Micron Scale:, 2977-2995 2006 Mingtian XuEric AmbroziniNoch keine Bewertungen
- Definition of Weight and Inertia Loading: Appendix C2Dokument32 SeitenDefinition of Weight and Inertia Loading: Appendix C2Speeder JohnNoch keine Bewertungen
- Chapter 21Dokument26 SeitenChapter 21Sabeeh HasnainNoch keine Bewertungen
- NIRMAL-Guidelines-Mini Project or Internship Assessment Report (KEE-354)Dokument7 SeitenNIRMAL-Guidelines-Mini Project or Internship Assessment Report (KEE-354)anurudhNoch keine Bewertungen
- Orientation (GD&T)Dokument39 SeitenOrientation (GD&T)Kishor kumar BhatiaNoch keine Bewertungen
- Physics CompDokument0 SeitenPhysics Compwww.bhawesh.com.npNoch keine Bewertungen
- Philosophy of Quantum Mechanics For EveryoneDokument14 SeitenPhilosophy of Quantum Mechanics For Everyonelo laNoch keine Bewertungen
- Refrigeration Cycles PDFDokument106 SeitenRefrigeration Cycles PDFيزيد عبد الحميد منصورNoch keine Bewertungen
- Curved BeamDokument85 SeitenCurved Beamanon_651663167Noch keine Bewertungen
- Store CardDokument4 SeitenStore CardAinurrofikBinSuja'iNoch keine Bewertungen
- FR408 High Performance Laminate and Prepreg Data SheetDokument2 SeitenFR408 High Performance Laminate and Prepreg Data SheetAhmad UsmanNoch keine Bewertungen
- Ferroelectricity in HfO2Dokument6 SeitenFerroelectricity in HfO2Basharat AhmadNoch keine Bewertungen
- 15 04 0662-02-004a Channel Model Final Report r1Dokument40 Seiten15 04 0662-02-004a Channel Model Final Report r1Alex Samuel Ludeña HuamaniNoch keine Bewertungen
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (138)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsVon EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNoch keine Bewertungen
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresVon EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresBewertung: 1 von 5 Sternen1/5 (2)
- Advanced Modelling Techniques in Structural DesignVon EverandAdvanced Modelling Techniques in Structural DesignBewertung: 5 von 5 Sternen5/5 (3)
- Structural Cross Sections: Analysis and DesignVon EverandStructural Cross Sections: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Marine Structural Design CalculationsVon EverandMarine Structural Design CalculationsBewertung: 4.5 von 5 Sternen4.5/5 (13)
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesVon EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsVon EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsBewertung: 5 von 5 Sternen5/5 (3)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsVon EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsBewertung: 4 von 5 Sternen4/5 (16)
- Pile Design and Construction Rules of ThumbVon EverandPile Design and Construction Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (15)
- Advanced Design Examples of Seismic Retrofit of StructuresVon EverandAdvanced Design Examples of Seismic Retrofit of StructuresBewertung: 1 von 5 Sternen1/5 (1)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsVon EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNoch keine Bewertungen
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingVon EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNoch keine Bewertungen