Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- DocumentDokument5 SeitenDocumentmohammed siddiqNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- SAIC-H-2014 Rev 7Dokument3 SeitenSAIC-H-2014 Rev 7mohammed siddiqNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Over Time Request Form (Form No. 44)Dokument12 SeitenOver Time Request Form (Form No. 44)mohammed siddiqNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
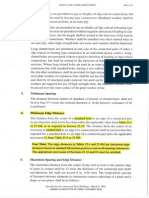
- Refernce For Slotted Holes Distances-AiscDokument6 SeitenRefernce For Slotted Holes Distances-Aiscmohammed siddiqNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Coating ProcedureDokument43 SeitenCoating ProcedureMerko67% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Brochure - Valco - Power Valves - EnglishDokument16 SeitenBrochure - Valco - Power Valves - EnglishMeet JaniNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Descarga 1er Paso Mercer 91-52j11t84u1Dokument16 SeitenDescarga 1er Paso Mercer 91-52j11t84u1Alberto Esau Reyes CruzNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- FLOMATIC Valve 2014 Price ListDokument40 SeitenFLOMATIC Valve 2014 Price ListSani PoulouNoch keine Bewertungen
- Catalogo Tecnico AstoreDokument104 SeitenCatalogo Tecnico AstorealdesanNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- 6.1 Data Sheet For Pipeline Ball ValveDokument3 Seiten6.1 Data Sheet For Pipeline Ball ValveDeepak PalNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Astm D3982Dokument7 SeitenAstm D3982Gene DiJoseph100% (1)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Size 630: REVO ActuatorsDokument1 SeiteSize 630: REVO ActuatorsHomer SilvaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Teesing Ball ValvesDokument52 SeitenTeesing Ball ValvesTeesing BVNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- 5SLV 2005Dokument79 Seiten5SLV 2005maximchacaNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- MT 2731 5 1 en MegacpkDokument24 SeitenMT 2731 5 1 en MegacpkLeonardo LorenzNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hitachi ValveDokument20 SeitenHitachi ValveKristy DavisNoch keine Bewertungen
- JFS Dual Flapper CV 3 (Catalogo Valvula Check)Dokument12 SeitenJFS Dual Flapper CV 3 (Catalogo Valvula Check)fernando cordova zegarraNoch keine Bewertungen
- Pressure Temperature Charts ASTMDokument4 SeitenPressure Temperature Charts ASTMAnonymous rdv9nb1Noch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Pre-Qualification of DKHG - 2017Dokument25 SeitenPre-Qualification of DKHG - 2017minhyen88Noch keine Bewertungen
- MSS SP-61 2009 Pressure Testing of Valves PDFDokument9 SeitenMSS SP-61 2009 Pressure Testing of Valves PDFNatree TeeNoch keine Bewertungen
- Pollution Control Stuffing Box (PCSB™)Dokument1 SeitePollution Control Stuffing Box (PCSB™)2643108Noch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Notes:: Piping Standards CommitteeDokument1 SeiteNotes:: Piping Standards CommitteeMustapha SedikNoch keine Bewertungen
- 080 R920 Hydraulic ComponentDokument52 Seiten080 R920 Hydraulic ComponentZainal Gaming100% (3)
- Chekof enDokument52 SeitenChekof ennadeephussiNoch keine Bewertungen
- Dikin VRVDokument220 SeitenDikin VRVJustin Reyes100% (2)
- Liquid Process Piping, Part 3 Miscellaneous Piping Design PDFDokument23 SeitenLiquid Process Piping, Part 3 Miscellaneous Piping Design PDFosama alabsiNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Intercambiadores Schmidt PDFDokument6 SeitenIntercambiadores Schmidt PDFTomas Ignacio ScagliottiNoch keine Bewertungen
- Kemper Catalog StndDist Mar2016Dokument12 SeitenKemper Catalog StndDist Mar2016Lynn AlgerNoch keine Bewertungen
- Viking Lid-Ease: Basket-Type Line Strainers FeaturesDokument8 SeitenViking Lid-Ease: Basket-Type Line Strainers Featuresuki12345Noch keine Bewertungen
- Manual - Turbine FlowmeterDokument21 SeitenManual - Turbine Flowmetergabrieldromano1Noch keine Bewertungen
- GSW NG01017640 GEN LA7880 00003 - Technical Specifications For Barred Tee - D01Dokument28 SeitenGSW NG01017640 GEN LA7880 00003 - Technical Specifications For Barred Tee - D01Justice NnamdiNoch keine Bewertungen
- MasterSeal 940 MasterFlex Aquastop - EngDokument7 SeitenMasterSeal 940 MasterFlex Aquastop - EngyounesshammouyouNoch keine Bewertungen
- ER-56.03 (Skid Design and Fabrication)Dokument3 SeitenER-56.03 (Skid Design and Fabrication)NicolasNoch keine Bewertungen
- NRL NRL NRL NRL: Request For QuotationDokument23 SeitenNRL NRL NRL NRL: Request For QuotationIrwan KmNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)