Das könnte Ihnen auch gefallen
- Otras Maquinas de MecanizadoDokument3 SeitenOtras Maquinas de MecanizadoJose Felipe Arce MateosNoch keine Bewertungen
- Apoyo Ejemplificación de Unidad Didáctica. Los Números EnterosDokument50 SeitenApoyo Ejemplificación de Unidad Didáctica. Los Números EnterosJose Felipe Arce MateosNoch keine Bewertungen
- Programacion Produccion CedeDokument60 SeitenProgramacion Produccion CedeJose Felipe Arce MateosNoch keine Bewertungen
- Enunciados LayoutDokument7 SeitenEnunciados LayoutJose Felipe Arce MateosNoch keine Bewertungen
- Enunciados PAPDokument9 SeitenEnunciados PAPJose Felipe Arce MateosNoch keine Bewertungen
- U11A2.Ficha de ProcesosDokument1 SeiteU11A2.Ficha de ProcesosJose Felipe Arce MateosNoch keine Bewertungen
- Enunciados Gestion de InventariosDokument15 SeitenEnunciados Gestion de InventariosJose Felipe Arce MateosNoch keine Bewertungen
- I.2. Montaje en CascadaDokument7 SeitenI.2. Montaje en CascadaJose Felipe Arce MateosNoch keine Bewertungen
- Termodinamica Logica y Motores Termicos. Problemas ResueltosDokument8 SeitenTermodinamica Logica y Motores Termicos. Problemas ResueltosJose Felipe Arce MateosNoch keine Bewertungen
- Circuitos Básicos Con Cilindros de SimpleDokument6 SeitenCircuitos Básicos Con Cilindros de SimpleJose Felipe Arce MateosNoch keine Bewertungen
- I.3. Método Paso A PasoDokument15 SeitenI.3. Método Paso A PasoJose Felipe Arce MateosNoch keine Bewertungen
- I.3. Método Paso A PasoDokument19 SeitenI.3. Método Paso A PasoJose Felipe Arce MateosNoch keine Bewertungen
- Seleccion de RodamientosDokument17 SeitenSeleccion de RodamientosJose Felipe Arce MateosNoch keine Bewertungen
- 1 GAIA OCW 2014 Behin Betikoa 2Dokument30 Seiten1 GAIA OCW 2014 Behin Betikoa 2Jose Felipe Arce MateosNoch keine Bewertungen
- Automatismos Ceysa 2Dokument60 SeitenAutomatismos Ceysa 2Jose Felipe Arce MateosNoch keine Bewertungen
- IntroducciónDokument3 SeitenIntroducciónJose Felipe Arce MateosNoch keine Bewertungen
- Esta202202 TF1Dokument3 SeitenEsta202202 TF1Deivis CondezoNoch keine Bewertungen
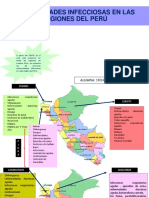
- Enfermedades Infecciosas en El PerúDokument9 SeitenEnfermedades Infecciosas en El PerúStefannie Elizabeth Quispe LorenzoNoch keine Bewertungen
- Seminario de Matemática AplicadaDokument47 SeitenSeminario de Matemática AplicadaBrenda Raquel Rafael VillalobosNoch keine Bewertungen
- Dotaciones de AguaDokument5 SeitenDotaciones de AguaRamonNoch keine Bewertungen
- Teoria de Proyecciones y Proyección MongeDokument9 SeitenTeoria de Proyecciones y Proyección MongeVictor Jorge Esteban Mongrut FloresNoch keine Bewertungen
- Obras MaritimasDokument44 SeitenObras MaritimasMemo Hernandez Pares0% (1)
- 13 - Materiales-Mermas-Desp Normales y Anormales-TratamientoDokument2 Seiten13 - Materiales-Mermas-Desp Normales y Anormales-TratamientoFranco RamirezNoch keine Bewertungen
- sUBRAYAR RESPUESTA CORRECTA (2° CICLO) PDFDokument3 SeitensUBRAYAR RESPUESTA CORRECTA (2° CICLO) PDFLuciaMeléndezBustamanteNoch keine Bewertungen
- MACCAFERRI - Mactex H 40.2 4X200 PDFDokument1 SeiteMACCAFERRI - Mactex H 40.2 4X200 PDFgosunonoNoch keine Bewertungen
- Proyecto Corazon de JesusDokument25 SeitenProyecto Corazon de JesusMelida Rafael QuispeNoch keine Bewertungen
- Programa de PaltoDokument2 SeitenPrograma de PaltoJoab CelsoNoch keine Bewertungen
- Deber 2 de Integrales IndefinidasDokument7 SeitenDeber 2 de Integrales IndefinidasChristian Borja TacuriNoch keine Bewertungen
- Cat Web PDFDokument54 SeitenCat Web PDFKary Nell0% (1)
- Puente y PotenciometroDokument3 SeitenPuente y PotenciometroCarlos AndrésNoch keine Bewertungen
- Deveraux - Reciprocidades Entre Observador Y Sujeto.: Capítulo IiiDokument18 SeitenDeveraux - Reciprocidades Entre Observador Y Sujeto.: Capítulo IiiMariel CornejoNoch keine Bewertungen
- San Pedro Mártir de VeronaDokument18 SeitenSan Pedro Mártir de VeronaHugoRodriguezSanMiguelNoch keine Bewertungen
- Informe Potencial de Acción en Células ExcitablesDokument5 SeitenInforme Potencial de Acción en Células ExcitablesfernandaNoch keine Bewertungen
- SHIMANO EBIKE ExploreNewGrounds Es ISSUU PDFDokument60 SeitenSHIMANO EBIKE ExploreNewGrounds Es ISSUU PDFPaco LopezNoch keine Bewertungen
- 9 Mapa de Equipamientos de SaludDokument1 Seite9 Mapa de Equipamientos de SaludMauricio PinheiroNoch keine Bewertungen
- Guía de ExodonciaDokument20 SeitenGuía de ExodonciaAlliam AlliamNoch keine Bewertungen
- Procedimiento de Trabajo Seguro Limpieza JetDokument6 SeitenProcedimiento de Trabajo Seguro Limpieza JetyoselinNoch keine Bewertungen
- Ej3-Carla Urey - Formato NuevoDokument188 SeitenEj3-Carla Urey - Formato NuevoBelén Cabrera SaldíasNoch keine Bewertungen
- Perfiles Hotel Campestre BegoniaDokument15 SeitenPerfiles Hotel Campestre BegoniahotelbegoniaNoch keine Bewertungen
- RinosinusopatiasDokument4 SeitenRinosinusopatiasAndrus152Noch keine Bewertungen
- Bofedales Mediante Imagen SatelitalDokument225 SeitenBofedales Mediante Imagen SatelitalAlex Jaime Figueroa NorabuenaNoch keine Bewertungen
- Practica Sobre La Determinación de La Densidad de Disoluciones y SoldidosDokument9 SeitenPractica Sobre La Determinación de La Densidad de Disoluciones y SoldidosArzola Bortolini Regina LilianaNoch keine Bewertungen
- Magritte - Analisis de Su ObraDokument46 SeitenMagritte - Analisis de Su ObraWalrusesNoch keine Bewertungen
- Sumas de Riemann Y TFCDokument6 SeitenSumas de Riemann Y TFCDiego VasquezNoch keine Bewertungen
- Heterocedasticidad TeoriaDokument20 SeitenHeterocedasticidad TeoriaMark Tantalean MedinaNoch keine Bewertungen
- Convenio de Ocupacion Previa AmgrDokument14 SeitenConvenio de Ocupacion Previa AmgrMariell GómezNoch keine Bewertungen