Das könnte Ihnen auch gefallen
- GB 150.2-2010 固定式压力容器 第2部分:材料(征求意见稿)Dokument53 SeitenGB 150.2-2010 固定式压力容器 第2部分:材料(征求意见稿)Guan WilliamNoch keine Bewertungen
- (Brochure) Bell Less Top Charging G3 and PC Series Chute Transmission Gearbox enDokument6 Seiten(Brochure) Bell Less Top Charging G3 and PC Series Chute Transmission Gearbox enritesh kumar100% (1)
- CastingDokument48 SeitenCastingGauravBhatt100% (1)
- Study of Metal Flow in CastingDokument8 SeitenStudy of Metal Flow in CastingKhushi ShahNoch keine Bewertungen
- Hardfacing Product CatalogDokument56 SeitenHardfacing Product Catalogkaveh-bahiraeeNoch keine Bewertungen
- Casting of Bloom Beam BlankDokument8 SeitenCasting of Bloom Beam Blankomartaha79Noch keine Bewertungen
- Gmaw Cladding PDFDokument20 SeitenGmaw Cladding PDFMurad AlamNoch keine Bewertungen
- Mould MonitoringDokument8 SeitenMould MonitoringFrederico LopesNoch keine Bewertungen
- Calculations For Hot Stretch Reducing ProcessDokument8 SeitenCalculations For Hot Stretch Reducing ProcessKANoch keine Bewertungen
- Sliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based CoatingsDokument24 SeitenSliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based Coatingsycwb ycwbNoch keine Bewertungen
- Design Consideration For Investment CastingDokument27 SeitenDesign Consideration For Investment CastingNisha Singh100% (1)
- Section: Illustrated Sourcebook Mechanical ComponentsDokument22 SeitenSection: Illustrated Sourcebook Mechanical ComponentsscubazNoch keine Bewertungen
- BrassesDokument7 SeitenBrassesClaudia MmsNoch keine Bewertungen
- Embr, Electromagnetic Brake For Thin Slab Casters: Cc-Ems For Flat ProductsDokument4 SeitenEmbr, Electromagnetic Brake For Thin Slab Casters: Cc-Ems For Flat ProductsdonsieNoch keine Bewertungen
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Dokument48 SeitenSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZNoch keine Bewertungen
- Plasma Nitriding Automotive Stamping Dies - Asm InternationalDokument5 SeitenPlasma Nitriding Automotive Stamping Dies - Asm Internationalwulfgang66Noch keine Bewertungen
- Mould Hot Runner SystemsDokument10 SeitenMould Hot Runner SystemsVimal AathithanNoch keine Bewertungen
- ADokument2 SeitenAMinh Vuong TranNoch keine Bewertungen
- Thin Slab Casting - New PossibilitiesDokument16 SeitenThin Slab Casting - New PossibilitiesAnkit KumarNoch keine Bewertungen
- Cold Hot Working AnnealingDokument40 SeitenCold Hot Working AnnealingBaljeet KaurNoch keine Bewertungen
- Paper Decarburization in Spring SteelDokument7 SeitenPaper Decarburization in Spring SteelMauricio RodriguezNoch keine Bewertungen
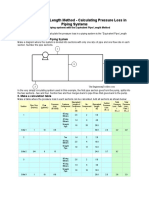
- Equivalent Pipe Length Method 1Dokument2 SeitenEquivalent Pipe Length Method 1Dwi Wahyu WibowoNoch keine Bewertungen
- Levicast ProcessDokument5 SeitenLevicast ProcessMuha KimNoch keine Bewertungen
- Ch-27.7 Alloying Element of Steel and Alloy SteelDokument50 SeitenCh-27.7 Alloying Element of Steel and Alloy SteelJyotilal SahuNoch keine Bewertungen
- 3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDokument7 Seiten3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDebabrata PodderNoch keine Bewertungen
- Bearing HandbookDokument92 SeitenBearing HandbookFarhan TalibNoch keine Bewertungen
- NADCA-High Temp DieDokument12 SeitenNADCA-High Temp DiejalilemadiNoch keine Bewertungen
- Hydro Forming BASICSDokument22 SeitenHydro Forming BASICSsushil.vgiNoch keine Bewertungen
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewDokument56 SeitenEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANNoch keine Bewertungen
- Api 682 Update PDFDokument5 SeitenApi 682 Update PDFJ.SIVIRANoch keine Bewertungen
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDokument10 SeitenAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJNoch keine Bewertungen
- Testbars Vs Casting PropertiesDokument36 SeitenTestbars Vs Casting Propertiesmaniwel100% (1)
- Filtration of Iron and Steel Castings PDFDokument24 SeitenFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- Continuous Casting ProcessDokument12 SeitenContinuous Casting ProcessPUSHKARKHANNANoch keine Bewertungen
- Failure of Cooling Fan Shaft BearingsDokument7 SeitenFailure of Cooling Fan Shaft BearingsGuru Raja Ragavendran NagarajanNoch keine Bewertungen
- Aec Manual DesignDokument10 SeitenAec Manual DesignAlin TodorutNoch keine Bewertungen
- Report Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesDokument44 SeitenReport Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesAravind Srinivasan100% (1)
- Complete Surface Finish Chart, Symbols & Roughness Conversion Tables PDFDokument23 SeitenComplete Surface Finish Chart, Symbols & Roughness Conversion Tables PDFharish kumar d harishNoch keine Bewertungen
- Causes of Casting Defects With RemediesDokument6 SeitenCauses of Casting Defects With RemediesKavita KaleNoch keine Bewertungen
- of ManuDokument87 Seitenof ManuVaibhav BaggaNoch keine Bewertungen
- Cold Rolling MillDokument4 SeitenCold Rolling MillArslan BohioNoch keine Bewertungen
- Friction Stir WeldingDokument22 SeitenFriction Stir Weldingkarthik100% (4)
- Analysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Design of Bearing LengthsDokument12 SeitenAnalysis and Die Design of Flat-Die Hot Extrusion Process 2. Numerical Design of Bearing LengthsPraveen ChathurangaNoch keine Bewertungen
- Tesla SYSTEM AND METHOD FOR FACILITATING PULSED SPRAY QUENCH OF EXTRUDED OBJECTSDokument20 SeitenTesla SYSTEM AND METHOD FOR FACILITATING PULSED SPRAY QUENCH OF EXTRUDED OBJECTSJoey KlenderNoch keine Bewertungen
- Chart Method To Calculate PreheatDokument11 SeitenChart Method To Calculate Preheatrent63Noch keine Bewertungen
- 5083 Material FatigueDokument142 Seiten5083 Material Fatiguecen1510353Noch keine Bewertungen
- Position Checking GaugesDokument12 SeitenPosition Checking GaugesMoham'medAlthafAs'lamNoch keine Bewertungen
- Interpreting Carburized Case DepthsDokument4 SeitenInterpreting Carburized Case Depthsmp87_ingNoch keine Bewertungen
- Chap22 WELDING REPRESENTATIONDokument33 SeitenChap22 WELDING REPRESENTATION7abib77Noch keine Bewertungen
- Astm G69 PDFDokument1 SeiteAstm G69 PDFMechWell0% (1)
- Din 24540-1Dokument8 SeitenDin 24540-1Lucian DragosNoch keine Bewertungen
- Metal Process Technology (Meng) : Rolling and Ring Rolling Design of Roll Passes in Shape RollingDokument35 SeitenMetal Process Technology (Meng) : Rolling and Ring Rolling Design of Roll Passes in Shape RollingRavichandran GNoch keine Bewertungen
- (NIIR) The Complete Technology Book On Hot Rolling of SteelDokument13 Seiten(NIIR) The Complete Technology Book On Hot Rolling of SteelAndréNoch keine Bewertungen
- New 4140 Alloy SteelDokument3 SeitenNew 4140 Alloy SteelShariq KhanNoch keine Bewertungen
- Riview On Cold Drawing Process PDFDokument7 SeitenRiview On Cold Drawing Process PDFAmandeep Singh GujralNoch keine Bewertungen
- Formulas CoolersDokument39 SeitenFormulas Coolersbasaca132Noch keine Bewertungen
- Solidification ShrinkageDokument4 SeitenSolidification ShrinkagesubavlNoch keine Bewertungen
- Flow Stress or True StressDokument7 SeitenFlow Stress or True StressRajshekar NagarajNoch keine Bewertungen
- Edge Heater Rev4 Jan 03Dokument12 SeitenEdge Heater Rev4 Jan 03Claire HamantNoch keine Bewertungen
- Kendeil K21 - TYPE PDFDokument4 SeitenKendeil K21 - TYPE PDFClaire HamantNoch keine Bewertungen
- AC Axial Fan W4E500GM0301 ENG PDFDokument6 SeitenAC Axial Fan W4E500GM0301 ENG PDFClaire HamantNoch keine Bewertungen
- DaNews164 PDFDokument0 SeitenDaNews164 PDFClaire Hamant100% (1)
- DaNews165 PDFDokument100 SeitenDaNews165 PDFClaire HamantNoch keine Bewertungen
- Vag Option CodesDokument225 SeitenVag Option CodestiponatisNoch keine Bewertungen
- Panasonic TroubleshootingDokument56 SeitenPanasonic Troubleshootingdanila_b100% (2)
- Electrochemistry DPP-1Dokument2 SeitenElectrochemistry DPP-1tarunNoch keine Bewertungen
- Public Economics - All Lecture Note PDFDokument884 SeitenPublic Economics - All Lecture Note PDFAllister HodgeNoch keine Bewertungen
- Oleg Losev NegativeDokument2 SeitenOleg Losev NegativeRyan LizardoNoch keine Bewertungen
- Ecological Pyramids WorksheetDokument3 SeitenEcological Pyramids Worksheetapi-26236818833% (3)
- Four Quartets: T.S. EliotDokument32 SeitenFour Quartets: T.S. Eliotschwarzgerat00000100% (1)
- Soil ResistivityDokument6 SeitenSoil ResistivityAnonymous EP0GKhfNoch keine Bewertungen
- Police Log September 24, 2016Dokument14 SeitenPolice Log September 24, 2016MansfieldMAPoliceNoch keine Bewertungen
- Nursing ManagementDokument5 SeitenNursing Managementheron_bayanin_15Noch keine Bewertungen
- PRIMARY Vs Secondary Vs TertiaryDokument1 SeitePRIMARY Vs Secondary Vs TertiaryIshi Pearl Tupaz100% (1)
- Executing and Releasing Value (V4.0.4.1) - A4Dokument27 SeitenExecuting and Releasing Value (V4.0.4.1) - A4V100% (1)
- A Guide To Energy Efficiency ComplianceDokument16 SeitenA Guide To Energy Efficiency ComplianceOARIASCONoch keine Bewertungen
- Install Sensor Lsi Fl061Dokument14 SeitenInstall Sensor Lsi Fl061AlterSon Grafi KalayNoch keine Bewertungen
- MMG 302Dokument164 SeitenMMG 302piyush patilNoch keine Bewertungen
- Prayer For Protection PDFDokument3 SeitenPrayer For Protection PDFtim100% (1)
- 16.3 - Precipitation and The Solubility Product - Chemistry LibreTextsDokument14 Seiten16.3 - Precipitation and The Solubility Product - Chemistry LibreTextsThereNoch keine Bewertungen
- Slides 5 - Disposal and AppraisalDokument77 SeitenSlides 5 - Disposal and AppraisalRave OcampoNoch keine Bewertungen
- Product Management Mcnaughton - 0Dokument4 SeitenProduct Management Mcnaughton - 0Andrey MatusevichNoch keine Bewertungen
- Matter and Materials (Grade 6 English)Dokument80 SeitenMatter and Materials (Grade 6 English)Primary Science Programme100% (5)
- Osssc JR Clerk Odia Paper 2015 - 20171207 - 0001Dokument7 SeitenOsssc JR Clerk Odia Paper 2015 - 20171207 - 0001songspk100Noch keine Bewertungen
- XIInfo Pract H Y 416Dokument4 SeitenXIInfo Pract H Y 416Neelima VijayanNoch keine Bewertungen
- Pressuremeter TestDokument33 SeitenPressuremeter TestHo100% (1)
- MOOT 1 (Principal Sir)Dokument3 SeitenMOOT 1 (Principal Sir)vaibhav jainNoch keine Bewertungen
- Honeymoon in Vegas Word FileDokument3 SeitenHoneymoon in Vegas Word FileElenaNoch keine Bewertungen
- Fruit Brearing CropsDokument177 SeitenFruit Brearing CropsJoshua G. Sapin100% (1)
- Visco GraphDokument4 SeitenVisco GraphwamlinaNoch keine Bewertungen
- Ben ChanDokument2 SeitenBen ChanAlibabaNoch keine Bewertungen
- TTD Accommodation ReceiptDokument2 SeitenTTD Accommodation ReceiptDharani KumarNoch keine Bewertungen
- Deviation Control MethodsDokument4 SeitenDeviation Control MethodsLazuardhy Vozicha FuturNoch keine Bewertungen
- Head and Neck Seminal Papers From Tata HospitalDokument29 SeitenHead and Neck Seminal Papers From Tata HospitalSudhir NairNoch keine Bewertungen
- SPR, RCS-9627CN, NoDokument5 SeitenSPR, RCS-9627CN, NoAmaresh NayakNoch keine Bewertungen