Das könnte Ihnen auch gefallen
- Caso 1. Cartonajes Miguel y MateoDokument2 SeitenCaso 1. Cartonajes Miguel y MateoAlejandra Serrano100% (2)
- Gestionenergia CasoPractico2021Dokument5 SeitenGestionenergia CasoPractico2021Laura BonesNoch keine Bewertungen
- Sistemas de Gestión de Calidad IiDokument1 SeiteSistemas de Gestión de Calidad IiCelia Johana Rubio Navarro100% (2)
- Caso PR Ctico Calidad 1 Cartonajes Miguel y MateoDokument3 SeitenCaso PR Ctico Calidad 1 Cartonajes Miguel y MateonanyrieraNoch keine Bewertungen
- Políticas sostenibles municipalesDokument2 SeitenPolíticas sostenibles municipalesCelia Johana Rubio Navarro100% (1)
- CASO PRÁCTICO. Contaminación de Suelos y Aguas Subterráneas Modulo7Dokument1 SeiteCASO PRÁCTICO. Contaminación de Suelos y Aguas Subterráneas Modulo7Laura BonesNoch keine Bewertungen
- Objetivos calidad Cartonajes Miguel y MateoDokument1 SeiteObjetivos calidad Cartonajes Miguel y MateoJuan Carlos OnofreNoch keine Bewertungen
- Caso Práctico. Contaminación de Suelos y Aguas Subterráneas PDFDokument1 SeiteCaso Práctico. Contaminación de Suelos y Aguas Subterráneas PDFArdnaxela ChávarroscNoch keine Bewertungen
- CASO PRÁCTICO, Contaminación de Suelos y Aguas Subterráneas YxmmDokument2 SeitenCASO PRÁCTICO, Contaminación de Suelos y Aguas Subterráneas YxmmYunior Xavier Murillo MartinezNoch keine Bewertungen
- Caso Práctico. Análisis de Riesgos Medio AmbientalesDokument2 SeitenCaso Práctico. Análisis de Riesgos Medio AmbientalesBahiano Abada Capoeria100% (2)
- Caso Práctico - Evaluación Impacto Ambiental (II)Dokument3 SeitenCaso Práctico - Evaluación Impacto Ambiental (II)Bahiano Abada Capoeria100% (1)
- Caso Práctico Evaluación AmbientalDokument2 SeitenCaso Práctico Evaluación AmbientalBahiano Abada CapoeriaNoch keine Bewertungen
- Caso Práctico 6. Contamonación AtmosféricaDokument2 SeitenCaso Práctico 6. Contamonación AtmosféricaLEONARD ANTONIO VENCE ROCA100% (2)
- EAE Ordinaria para cambio de uso de 50 ha y EIA Simplificada para urbanización y fábrica aceiteDokument2 SeitenEAE Ordinaria para cambio de uso de 50 ha y EIA Simplificada para urbanización y fábrica aceiteGlenda Narváez100% (1)
- Anexo Caso Práctico - Cartonajes Miguel y MateoDokument5 SeitenAnexo Caso Práctico - Cartonajes Miguel y MateoRocio Rojas13% (8)
- Gestión de Proyectos Ambientales - Costa Del Sol, EspañaDokument2 SeitenGestión de Proyectos Ambientales - Costa Del Sol, EspañaMoniko Ortiz100% (1)
- En Una Ciudad Turística de La Costa Mediterránea de España Ocurrió Un Hecho Lamentable Pero Que en Cierta Medida Fue InevitableDokument1 SeiteEn Una Ciudad Turística de La Costa Mediterránea de España Ocurrió Un Hecho Lamentable Pero Que en Cierta Medida Fue InevitableCelia Johana Rubio NavarroNoch keine Bewertungen
- Contaminación de AguasDokument2 SeitenContaminación de AguasMoniko OrtizNoch keine Bewertungen
- Veis Posible Un Cambio de Modelo Económico Real en Esta Línea A Nivel GlobalDokument1 SeiteVeis Posible Un Cambio de Modelo Económico Real en Esta Línea A Nivel GlobalAndres Felipe Ramirez AcevedoNoch keine Bewertungen
- Caso Práctico 18. Evaluación Impacto Ambiental (I)Dokument2 SeitenCaso Práctico 18. Evaluación Impacto Ambiental (I)Bahiano Abada Capoeria100% (1)
- 20-Caso Práctico Desempeño AmbientalDokument3 Seiten20-Caso Práctico Desempeño AmbientalMónica Monterreal BarriosNoch keine Bewertungen
- Caso Práctico 9. Contaminación de AguasDokument3 SeitenCaso Práctico 9. Contaminación de AguasLeonard VenceNoch keine Bewertungen
- Contaminacion de AguaDokument2 SeitenContaminacion de Aguacelia rubio100% (1)
- Actividad de Analisis y Reflexion 11Dokument2 SeitenActividad de Analisis y Reflexion 11Albenis LopezNoch keine Bewertungen
- CASO PRÁCTICO. Evaluacion AmbientalDokument3 SeitenCASO PRÁCTICO. Evaluacion AmbientalPipe Caro100% (1)
- Carton MMDokument64 SeitenCarton MMTeofilo Tapia100% (1)
- Actividad de Analisis y Reflexion 17Dokument1 SeiteActividad de Analisis y Reflexion 17Albenis LopezNoch keine Bewertungen
- Caso - Sistemas de Gestión Ambiental (I)Dokument1 SeiteCaso - Sistemas de Gestión Ambiental (I)Teofilo Tapia50% (2)
- ForoDokument2 SeitenForodavid peñate0% (1)
- Evaluacion AmbientalDokument2 SeitenEvaluacion AmbientalMIGUELNoch keine Bewertungen
- Desarrollo de Respuesta de Caso Práctico Evaluación de Impacto Ambiental IIDokument4 SeitenDesarrollo de Respuesta de Caso Práctico Evaluación de Impacto Ambiental IIgeovanny50% (2)
- Caso Práctico. Modulo 9Dokument1 SeiteCaso Práctico. Modulo 9frengil collazos gomezNoch keine Bewertungen
- Caso Práctico Evaluación AmbientalDokument2 SeitenCaso Práctico Evaluación AmbientalDiegoNoch keine Bewertungen
- Actividad Analisis y Reflexion Calidad PDFDokument1 SeiteActividad Analisis y Reflexion Calidad PDFAngela Lara VargasNoch keine Bewertungen
- Desarrollo de Respuesta de Caso Práctico Evaluación AmbientalDokument2 SeitenDesarrollo de Respuesta de Caso Práctico Evaluación AmbientalgeovannyNoch keine Bewertungen
- Economía AmbientalDokument3 SeitenEconomía AmbientalCelia Johana Rubio NavarroNoch keine Bewertungen
- CASO PRÁCTICO. Evaluación de Impacto Ambiental (II)Dokument6 SeitenCASO PRÁCTICO. Evaluación de Impacto Ambiental (II)Pipe CaroNoch keine Bewertungen
- Caso Práctico - 2017Dokument1 SeiteCaso Práctico - 2017SammyTapiaBaldoceda0% (2)
- Desarrollo Del Caso Práctico 1Dokument2 SeitenDesarrollo Del Caso Práctico 1geovanny100% (1)
- EIA-Evaluación Impacto Ambiental IDokument4 SeitenEIA-Evaluación Impacto Ambiental IPipe Caro100% (1)
- Caso PracticoDokument1 SeiteCaso PracticoFarides Orozco BeleñoNoch keine Bewertungen
- Caso Modelos de Herramientas de La CalidadDokument3 SeitenCaso Modelos de Herramientas de La CalidadFarides Orozco Beleño100% (1)
- Gestion de Proyectos Ambientales-Caso PracticoDokument3 SeitenGestion de Proyectos Ambientales-Caso PracticoAndre100% (1)
- Objetivos Calidad Cartonajes Miguel y Mateo ISO 9001Dokument1 SeiteObjetivos Calidad Cartonajes Miguel y Mateo ISO 9001Celia Johana Rubio NavarroNoch keine Bewertungen
- CASO PRÁCTICO Cartonajes Miguel IIDokument1 SeiteCASO PRÁCTICO Cartonajes Miguel IIcarol orueNoch keine Bewertungen
- Cartonajes Miguel y MateoDokument1 SeiteCartonajes Miguel y MateoCelia Johana Rubio NavarroNoch keine Bewertungen
- Caso Practico - Residuos DomesticosDokument3 SeitenCaso Practico - Residuos DomesticosFERNANDANoch keine Bewertungen
- CASO PRÁCTICO. Contaminación Atmosférica Modulo5Dokument3 SeitenCASO PRÁCTICO. Contaminación Atmosférica Modulo5Laura BonesNoch keine Bewertungen
- Caso Pratico 1Dokument2 SeitenCaso Pratico 1Farides Orozco BeleñoNoch keine Bewertungen
- Caso Práctic1. Diagrama Espina de Pez.Dokument2 SeitenCaso Práctic1. Diagrama Espina de Pez.Celia Johana Rubio Navarro100% (2)
- Evaluación impacto ambiental canteraDokument5 SeitenEvaluación impacto ambiental canteraFarides Orozco Beleño100% (2)
- Caso Práctico 3. Auditoría InternaDokument2 SeitenCaso Práctico 3. Auditoría InternaLEONARD ANTONIO VENCE ROCANoch keine Bewertungen
- Respuesta Pregunta Modulo 2 SgaDokument1 SeiteRespuesta Pregunta Modulo 2 Sgacelia rubioNoch keine Bewertungen
- Reciclaje de Papel (Canastas)Dokument13 SeitenReciclaje de Papel (Canastas)Carlos GBNoch keine Bewertungen
- Estudio de Impacto AmbientalDokument9 SeitenEstudio de Impacto AmbientalLuis OspinoNoch keine Bewertungen
- Industrial Papelera Atlas SDokument10 SeitenIndustrial Papelera Atlas SReyner GarciaNoch keine Bewertungen
- Proceso de DestintadoDokument27 SeitenProceso de DestintadoLuis Enrique Gómez Clavijo83% (6)
- Industrial Papelera Atlas SDokument9 SeitenIndustrial Papelera Atlas SGael MuñozNoch keine Bewertungen
- 3 Informe TrupalDokument10 Seiten3 Informe TrupalMicky Lorel LorelNoch keine Bewertungen
- Industrializacion PapelDokument10 SeitenIndustrializacion PapelCamilo tressNoch keine Bewertungen
- Actividad Eje # 4, MercadosDokument24 SeitenActividad Eje # 4, MercadosJeismar TellezNoch keine Bewertungen
- Aceptaciones Bancarias DOSDokument4 SeitenAceptaciones Bancarias DOSClaudia AlvaradoNoch keine Bewertungen
- SaaS - Fresh To Table PDFDokument11 SeitenSaaS - Fresh To Table PDFJose CastroNoch keine Bewertungen
- Resumén de 'El Mito Del Desarrollo Y La Crisis de Civilización'Dokument8 SeitenResumén de 'El Mito Del Desarrollo Y La Crisis de Civilización'Beatriz DevidesNoch keine Bewertungen
- La Maquina de Vapor y Revolucion IndustrialDokument5 SeitenLa Maquina de Vapor y Revolucion IndustrialSandra Patricia Rodriguez AcevedoNoch keine Bewertungen
- Conocer 0076Dokument13 SeitenConocer 0076JuanNoch keine Bewertungen
- Informe de Conserva de DuraznoDokument9 SeitenInforme de Conserva de DuraznoHenry ConisllaNoch keine Bewertungen
- Tarea 2Dokument3 SeitenTarea 2Esteban CarrionNoch keine Bewertungen
- Trabajo Empresa Fruver PoliDokument10 SeitenTrabajo Empresa Fruver PoliDiana Ximena Alvira TriviñoNoch keine Bewertungen
- TYF InstructivoParaAbogadosDokument5 SeitenTYF InstructivoParaAbogadosTuny SuarezNoch keine Bewertungen
- Concreto AutocompactanteDokument14 SeitenConcreto AutocompactanteMarelin HumpiriNoch keine Bewertungen
- Folleto Ing Industrial 2022Dokument12 SeitenFolleto Ing Industrial 2022Yerald PeraltaNoch keine Bewertungen
- GCI - La Contrarrevolución Rusa y El Desarrollo Del Capitalismo - OdtDokument97 SeitenGCI - La Contrarrevolución Rusa y El Desarrollo Del Capitalismo - OdtjucagereNoch keine Bewertungen
- Procedimiento para La Matriz de Peligros y Prevencion de Riesgos.Dokument13 SeitenProcedimiento para La Matriz de Peligros y Prevencion de Riesgos.VIVANA PATRICIA MARTINEZ CUARTASNoch keine Bewertungen
- Programa Arquitectonico HospitalDokument19 SeitenPrograma Arquitectonico HospitalEdison Cogua UsecheNoch keine Bewertungen
- Universidad Rafael LandívarDokument15 SeitenUniversidad Rafael LandívarNovita Fuentes50% (2)
- Actividad #4-Informe #1 Proyecto IntegradorDokument2 SeitenActividad #4-Informe #1 Proyecto IntegradorJose GermanNoch keine Bewertungen
- Conciliacion Bancaria EjerciciosDokument1 SeiteConciliacion Bancaria EjercicioseduardNoch keine Bewertungen
- Diferencia Entre Un Contrato Individual de Trabajo y Un Contrato de Servicios ProfesionalesDokument4 SeitenDiferencia Entre Un Contrato Individual de Trabajo y Un Contrato de Servicios ProfesionalesAlejandra JZ100% (2)
- Formulario N5 Liquidacion de Seguro Por Acto Quirurgico PDFDokument1 SeiteFormulario N5 Liquidacion de Seguro Por Acto Quirurgico PDFDenisse FigueroaNoch keine Bewertungen
- Análisis microeconómico empresa bienes serviciosDokument2 SeitenAnálisis microeconómico empresa bienes serviciosSofia VegaNoch keine Bewertungen
- Modifica decreto sobre descuento predialDokument2 SeitenModifica decreto sobre descuento predialYuri Andrea Paez VillanuevaNoch keine Bewertungen
- Aprendizaje Basado en ProyectosDokument2 SeitenAprendizaje Basado en ProyectosJackelineAliagaNoch keine Bewertungen
- Tarea EcoeDokument5 SeitenTarea Ecoeapi-543755536Noch keine Bewertungen
- Prevencion y Lucha Contra IncendioDokument38 SeitenPrevencion y Lucha Contra IncendioAndres Kaza Vilca100% (1)
- Manual Basico para Agentes de Desarrollo Local y Otros ActoresDokument235 SeitenManual Basico para Agentes de Desarrollo Local y Otros ActoresAlfredo CaceresNoch keine Bewertungen
- Requerimiento Ccecc-Sc-003-28.06.2021Dokument1 SeiteRequerimiento Ccecc-Sc-003-28.06.2021Elber John Chuctaya QuispeNoch keine Bewertungen
- Trabajo Colaborativo 2 Intervenciones ColectivasDokument12 SeitenTrabajo Colaborativo 2 Intervenciones ColectivasIsabel PardoNoch keine Bewertungen
- LP - Lost On You. Letra y TraducciónDokument1 SeiteLP - Lost On You. Letra y TraducciónBenja SosaNoch keine Bewertungen
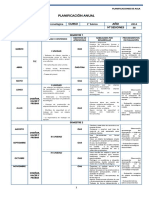
- Planificación anual de Educación Tecnológica 1° básicoDokument43 SeitenPlanificación anual de Educación Tecnológica 1° básicoNataliaMackarenaVeraFuentes100% (2)