Das könnte Ihnen auch gefallen
- NDT ACC. CriteriaDokument6 SeitenNDT ACC. CriteriaBalakumar100% (5)
- Post WeldDokument4 SeitenPost WelddanemsalNoch keine Bewertungen
- Caulking Compound and Sealants PDFDokument7 SeitenCaulking Compound and Sealants PDFibrahim100% (1)
- RTFI-weld-defect-repairs-twiDokument61 SeitenRTFI-weld-defect-repairs-twismsunil12345Noch keine Bewertungen
- RT Level L FINALDokument80 SeitenRT Level L FINALSaad AfzalNoch keine Bewertungen
- Welding Process and ConsumableDokument64 SeitenWelding Process and Consumablenizar_ikmps100% (1)
- Piping WPS SMAWDokument2 SeitenPiping WPS SMAWJk KarthikNoch keine Bewertungen
- Welding Defect TWI CSWIPDokument54 SeitenWelding Defect TWI CSWIPMahdi Daly100% (4)
- Heat Treatment of SteelsDokument9 SeitenHeat Treatment of SteelsEhsan KhanNoch keine Bewertungen
- API Welding ProcedureDokument2 SeitenAPI Welding ProcedureSamarakoon BandaNoch keine Bewertungen
- PWHT of P91Dokument7 SeitenPWHT of P91Howo4Die100% (4)
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDokument91 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşNoch keine Bewertungen
- TWI CSWIP 3.1 Wis 5 Welding Inspection Heat Treatment: World Centre For Materials Joining TechnologyDokument9 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection Heat Treatment: World Centre For Materials Joining TechnologyOnur AltuntaşNoch keine Bewertungen
- Specification Requirement For CRA & CRA Clad PipelineDokument2 SeitenSpecification Requirement For CRA & CRA Clad PipelineSơn Nguyễn Thái100% (1)
- TWI Radiographic Interpretation (Weld Defects & Repair) 2004Dokument61 SeitenTWI Radiographic Interpretation (Weld Defects & Repair) 2004ehsan hatamiNoch keine Bewertungen
- 16 Welding ConsumablesDokument63 Seiten16 Welding ConsumablesJawed AkhterNoch keine Bewertungen
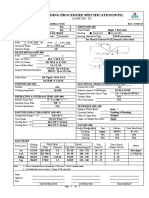
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Dokument1 SeiteWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection Four Factors: World Centre For Materials Joining TechnologyDokument7 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection Four Factors: World Centre For Materials Joining TechnologyOnur AltuntaşNoch keine Bewertungen
- Visual Welding Inspection: Course Reference WIS 1EDokument136 SeitenVisual Welding Inspection: Course Reference WIS 1ENgoc Bang100% (3)
- Welding Inspection: Defects/Repairs Course Reference WIS 5Dokument54 SeitenWelding Inspection: Defects/Repairs Course Reference WIS 5verall_averusNoch keine Bewertungen
- PriceList 2022Dokument83 SeitenPriceList 2022Hany GhanemNoch keine Bewertungen
- TWI CSWIP 3.1 Wis 5 Welding Inspection Destructive Tests: World Centre For Materials Joining TechnologyDokument20 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection Destructive Tests: World Centre For Materials Joining TechnologyOnur Altuntaş100% (1)
- TWI CSWIP 3.1 Wis 5 Welding Inspection P Ractical Visual Inspection of WeldsDokument40 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection P Ractical Visual Inspection of Weldsmuthuswamy77Noch keine Bewertungen
- WIS10 Control Sress DistortionDokument37 SeitenWIS10 Control Sress DistortionAdil Hasanov100% (2)
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTDokument19 SeitenB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahNoch keine Bewertungen
- Revision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75Dokument255 SeitenRevision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75neivaprojetosNoch keine Bewertungen
- 7.0 Material InspectionDokument12 Seiten7.0 Material Inspectionthanhtung156Noch keine Bewertungen
- WI IntroductionDokument13 SeitenWI IntroductionThanhdong DoNoch keine Bewertungen
- Wis5 WPS 05Dokument22 SeitenWis5 WPS 05Gibson FisherNoch keine Bewertungen
- Evaluation of RadiographDokument40 SeitenEvaluation of Radiographoki karyadi100% (2)
- WPS GF170 As 1554.6Dokument1 SeiteWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- Petronas Technical Standards: Shop and Field Fabrication of Steel PipingDokument30 SeitenPetronas Technical Standards: Shop and Field Fabrication of Steel PipingAli YarahmadiNoch keine Bewertungen
- Utoc Preliminary Wps Shell Project 270807 PDFDokument55 SeitenUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNoch keine Bewertungen
- RTDokument48 SeitenRTArjun LalitNoch keine Bewertungen
- TWI CSWIP 3.1 Wis 5 Welding Inspection Calibration: World Centre For Materials Joining TechnologyDokument3 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection Calibration: World Centre For Materials Joining TechnologyOnur AltuntaşNoch keine Bewertungen
- Welding Procedure Specification: Page 1 of 1Dokument2 SeitenWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- A General Review of The Causes and Acceptance of Shape ImperfectionsDokument7 SeitenA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekNoch keine Bewertungen
- PWHT, HT, Igc, MawpDokument40 SeitenPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- CV-AIT KOUFI Metallurgist Engineer - QAQC Welding NDT Coating Head DPT - EnGDokument3 SeitenCV-AIT KOUFI Metallurgist Engineer - QAQC Welding NDT Coating Head DPT - EnGait.koufiNoch keine Bewertungen
- PWHT Procedure For Petrol Steel - CoreDokument9 SeitenPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNoch keine Bewertungen
- Section 25.: World Centre For Materials Joining TechnologyDokument36 SeitenSection 25.: World Centre For Materials Joining Technologyjar_2100% (1)
- Selected Welding Application in Offshore IndustryDokument38 SeitenSelected Welding Application in Offshore IndustryzuudeeNoch keine Bewertungen
- NTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportDokument2 SeitenNTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportBalkishan DyavanapellyNoch keine Bewertungen
- Afternoon Quiz Set 4Dokument66 SeitenAfternoon Quiz Set 4pchakkrapani100% (1)
- Welding& Inspection WPS& WelderDokument112 SeitenWelding& Inspection WPS& WelderNitesh Garg100% (7)
- 130087-PO-M-B-501-VP-0351 - Rev.B (Refractory)Dokument22 Seiten130087-PO-M-B-501-VP-0351 - Rev.B (Refractory)มิตร อันมาNoch keine Bewertungen
- TDS 2.2.2 PDFDokument2 SeitenTDS 2.2.2 PDFShripadNoch keine Bewertungen
- Asme Sec 9 - ADokument144 SeitenAsme Sec 9 - Aروشان فاطمة روشانNoch keine Bewertungen
- Backing & RetainerDokument4 SeitenBacking & RetainersatraheNoch keine Bewertungen
- Alstom IRDokument4 SeitenAlstom IRkasi reddyNoch keine Bewertungen
- B S Recommendation For Treatment of Water of Steam Boilers & Water HeatersDokument5 SeitenB S Recommendation For Treatment of Water of Steam Boilers & Water HeatersMahmoud Mahmoudm100% (3)
- Label-Welding Defects PDFDokument1 SeiteLabel-Welding Defects PDFMuthuKumarNoch keine Bewertungen
- Radiography Test Inspection Free NDT Sample Procedure 1 4Dokument5 SeitenRadiography Test Inspection Free NDT Sample Procedure 1 4Alam MD SazidNoch keine Bewertungen
- Post Weld Heat TreatmentDokument10 SeitenPost Weld Heat Treatmentcristian291011Noch keine Bewertungen
- WPS FormatDokument7 SeitenWPS FormatPradip SalunkheNoch keine Bewertungen
- PWHT of Dissimilar: Metal WeldsDokument48 SeitenPWHT of Dissimilar: Metal WeldswchavezbNoch keine Bewertungen
- Duplex Stainless Steel - Part 2 - TWIDokument6 SeitenDuplex Stainless Steel - Part 2 - TWItuanNoch keine Bewertungen
- ConsumablesDokument28 SeitenConsumablesadeoye_okunoyeNoch keine Bewertungen
- Asme WPS Demo PWHT PDFDokument3 SeitenAsme WPS Demo PWHT PDFGanesh rohitNoch keine Bewertungen
- TWI Radiographic Interpretation Weld Defects RepairDokument61 SeitenTWI Radiographic Interpretation Weld Defects RepairprofessionalituahNoch keine Bewertungen
- Defects RepairsDokument48 SeitenDefects RepairsMurugan IrusappanNoch keine Bewertungen
- Radiographic Interpretation Weld Defects WIS 20Dokument49 SeitenRadiographic Interpretation Weld Defects WIS 20Karel Dorman SihombingNoch keine Bewertungen
- Twi - Inspeccion de Soldadura DefectosDokument58 SeitenTwi - Inspeccion de Soldadura DefectosomarNoch keine Bewertungen
- MAGNETIC TESTING-day 7 CracksDokument23 SeitenMAGNETIC TESTING-day 7 CracksMuhammad AsrilNoch keine Bewertungen
- Radiographic Interpretation Radiographic Interpretation Radiographic Interpretation Radiographic InterpretationDokument49 SeitenRadiographic Interpretation Radiographic Interpretation Radiographic Interpretation Radiographic InterpretationWanda LopezNoch keine Bewertungen
- Millad NX8000Dokument1 SeiteMillad NX8000Bhavesh GandhiNoch keine Bewertungen
- Carbon Hollow Bar: (32 To 250 MM OD) (254 To 610 MM OD)Dokument2 SeitenCarbon Hollow Bar: (32 To 250 MM OD) (254 To 610 MM OD)Richard Vica CalvoNoch keine Bewertungen
- Salt Solution Larutan Garam Lead (II) Oxide Powder Serbuk Plumbum (II) Oksida 50 CM of 1.0 Moldm Nitric Acid 50 CM Asid Nitrik 1.0 MoldmDokument4 SeitenSalt Solution Larutan Garam Lead (II) Oxide Powder Serbuk Plumbum (II) Oksida 50 CM of 1.0 Moldm Nitric Acid 50 CM Asid Nitrik 1.0 MoldmTENGKU AHMAD NAQIUDDIN BIN TENGKU NADZUAN MoeNoch keine Bewertungen
- Casting CasesDokument4 SeitenCasting CasesEddy FazwanNoch keine Bewertungen
- SLDVR Structural Forms Scaffholding CalculatorDokument16 SeitenSLDVR Structural Forms Scaffholding Calculatorkhalid alshamsiNoch keine Bewertungen
- 10 Most Common Chrome Plating ProblemsDokument3 Seiten10 Most Common Chrome Plating ProblemsRicardo GaringNoch keine Bewertungen
- Void FractionDokument4 SeitenVoid Fractionauro auroNoch keine Bewertungen
- Cyclesorb FP2Dokument4 SeitenCyclesorb FP2Alfonso HurtadoNoch keine Bewertungen
- StoichDokument10 SeitenStoichAna LuisaNoch keine Bewertungen
- 2020-03 Technical Data Sheet LiOH BG CMPDokument4 Seiten2020-03 Technical Data Sheet LiOH BG CMPSergey GlazzNoch keine Bewertungen
- The Effect of Nano-Additives in Natural Ester Dielectric Liquids A Comprehensive Review On Dielectric PropertiesDokument15 SeitenThe Effect of Nano-Additives in Natural Ester Dielectric Liquids A Comprehensive Review On Dielectric PropertiesSathu Yaduvamsee ee23e007Noch keine Bewertungen
- Mass Flow Gas Correction Factors - PICO Rev. C by Chemical FormulaDokument4 SeitenMass Flow Gas Correction Factors - PICO Rev. C by Chemical Formulasajawal0% (1)
- Cross-Linked Polymer Synthesis: SynonymsDokument11 SeitenCross-Linked Polymer Synthesis: Synonymsdca13Noch keine Bewertungen
- Electrodialysis: CEE 597T Electrochemical Water and Wastewater TreatmentDokument12 SeitenElectrodialysis: CEE 597T Electrochemical Water and Wastewater TreatmentusamaNoch keine Bewertungen
- Shielded Metal Arc Welding (SMAW)Dokument19 SeitenShielded Metal Arc Welding (SMAW)kristian100% (1)
- 0439 s15 QP 33Dokument12 Seiten0439 s15 QP 33Hamza JavedNoch keine Bewertungen
- 5317Dokument8 Seiten5317AamaniVeeranamNoch keine Bewertungen
- Nanoparticles Nanoparticles As As Catalysts in Chemical Catalysts in Chemical Reactions ReactionsDokument38 SeitenNanoparticles Nanoparticles As As Catalysts in Chemical Catalysts in Chemical Reactions Reactionsmhafez1979Noch keine Bewertungen
- Windows & Doors Sliding Doors Special Doors Curtain WallingDokument48 SeitenWindows & Doors Sliding Doors Special Doors Curtain WallingBranescu FlorinNoch keine Bewertungen
- Lauke 1994Dokument5 SeitenLauke 1994lami75Noch keine Bewertungen
- Chemical Feed Rate Calculations: Equation 1Dokument2 SeitenChemical Feed Rate Calculations: Equation 1Tifano KhristiyantoNoch keine Bewertungen
- Section 461 Multirotational Bearings 461-1 DescriptionDokument3 SeitenSection 461 Multirotational Bearings 461-1 Descriptionl_aguilar_mNoch keine Bewertungen
- Cable 07rn8-f 750v Epr-Cpe Blue-ElcosubDokument2 SeitenCable 07rn8-f 750v Epr-Cpe Blue-ElcosubMiguel MontalvánNoch keine Bewertungen
- Polycab Pricelist PDFDokument7 SeitenPolycab Pricelist PDFyesukannanNoch keine Bewertungen
- Steel Lecture Notes 1 PDFDokument6 SeitenSteel Lecture Notes 1 PDFMary Grace BorinagaNoch keine Bewertungen