Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Public Restroom DesignDokument7 SeitenPublic Restroom DesignCheungolNoch keine Bewertungen
- Design of Bolted Connections in Steel StructuresDokument4 SeitenDesign of Bolted Connections in Steel StructuresHarish T S Gowda0% (1)
- Cameron SurfaceDokument25 SeitenCameron SurfaceRazvan BaicanNoch keine Bewertungen
- BS 8006 Over PilesDokument14 SeitenBS 8006 Over PilesHesbon Moriasi100% (1)
- Tunnel LiningDokument29 SeitenTunnel LiningAkash akshayNoch keine Bewertungen
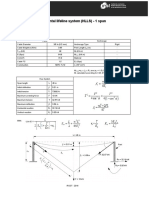
- Horizontal Life Line CalculationDokument1 SeiteHorizontal Life Line Calculationhasan_676489616100% (1)
- Coppus Steam Turbine BrochureDokument6 SeitenCoppus Steam Turbine Brochuredevdown100% (2)
- Recommended Practice For Precast Prestressed Concrete Composite Bridge Deck PanelsDokument43 SeitenRecommended Practice For Precast Prestressed Concrete Composite Bridge Deck PanelsAnonymous Gd0PTUQNoch keine Bewertungen
- Deflection of Simply-Supported Beams: Title of The ExperimentDokument21 SeitenDeflection of Simply-Supported Beams: Title of The Experimentopeyemi71Noch keine Bewertungen
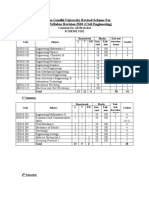
- Mahatma Gandhi University Revised Scheme For B Tech Syllabus Revision 2010 (Civil Engineering)Dokument4 SeitenMahatma Gandhi University Revised Scheme For B Tech Syllabus Revision 2010 (Civil Engineering)vinithemmanuelNoch keine Bewertungen
- TDS A183n 750 EngDokument3 SeitenTDS A183n 750 EngVigneswaranNoch keine Bewertungen
- 5.0.4 Spare Part List Drive PumpDokument35 Seiten5.0.4 Spare Part List Drive PumpJose Antonio Escribano RoldanNoch keine Bewertungen
- 4 Day Work Cycle 100 Walls 100 Slabs 4 SectionsDokument2 Seiten4 Day Work Cycle 100 Walls 100 Slabs 4 SectionsSarinNoch keine Bewertungen
- Kat-A 1030 Bs Ekoplus-Bs en 07-11Dokument4 SeitenKat-A 1030 Bs Ekoplus-Bs en 07-11Sathishkumar DhamodaranNoch keine Bewertungen
- DTC P0299 Chevrolet Sonic 2014Dokument7 SeitenDTC P0299 Chevrolet Sonic 2014miguelNoch keine Bewertungen
- Materials Entry Pass: Items Declaration SheetDokument2 SeitenMaterials Entry Pass: Items Declaration Sheetmark morteraNoch keine Bewertungen
- Ies-Industrial Engineering Services: Ultrasonic Thickness Test ReportDokument3 SeitenIes-Industrial Engineering Services: Ultrasonic Thickness Test ReportMD Shadikul Huq ShezanNoch keine Bewertungen
- Design and Analysis of A Ladder FrameDokument14 SeitenDesign and Analysis of A Ladder FrameNandan PoojaryNoch keine Bewertungen
- 7 Safety PlanDokument17 Seiten7 Safety PlanAhmed GamalNoch keine Bewertungen
- GATE Civil Engineering Topic Wise Practice Tests - 165Dokument1 SeiteGATE Civil Engineering Topic Wise Practice Tests - 165chinmay naikNoch keine Bewertungen
- Indira Paryavaran BhawanDokument3 SeitenIndira Paryavaran BhawanShreya Kulkarni0% (1)
- The Use of Project Time Management Processes and The Schedule Performance of Construction Projects in MexicoDokument10 SeitenThe Use of Project Time Management Processes and The Schedule Performance of Construction Projects in MexicokamranNoch keine Bewertungen
- Question and AnswerDokument47 SeitenQuestion and AnswerJat SardanNoch keine Bewertungen
- Catalog Bucse de GhidareDokument96 SeitenCatalog Bucse de GhidareBobNoch keine Bewertungen
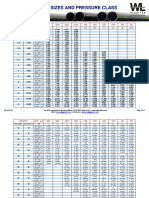
- WL102-0118 Ips Size Chart Pe4710Dokument2 SeitenWL102-0118 Ips Size Chart Pe4710MarcoiNoch keine Bewertungen
- I3CON Handbook 2 FinalDokument260 SeitenI3CON Handbook 2 FinalNeshvar DmitriNoch keine Bewertungen
- Jurnal Komposit PDFDokument7 SeitenJurnal Komposit PDFYudhistira 'ndin' Atmin LukitoNoch keine Bewertungen
- Landscape Geoffrey AlanDokument9 SeitenLandscape Geoffrey AlanTarun Srivastava 2018Noch keine Bewertungen
- Seismic Behavior of Large Panel Precast Concrete Walls - Analysis and ExperimentDokument25 SeitenSeismic Behavior of Large Panel Precast Concrete Walls - Analysis and ExperimenttilaNoch keine Bewertungen
- ISO 3010 - OverallDokument13 SeitenISO 3010 - OverallFilippoNoch keine Bewertungen