Das könnte Ihnen auch gefallen
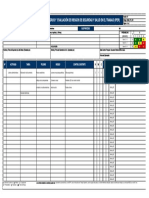
- ASMA - FR - 001 Identificacion - Peligros - Evaluacion - Riesgos - SST - V01Dokument1 SeiteASMA - FR - 001 Identificacion - Peligros - Evaluacion - Riesgos - SST - V01Juan OrmacheaNoch keine Bewertungen
- POC 05 Control de La DocumentacionDokument7 SeitenPOC 05 Control de La DocumentacionJuan OrmacheaNoch keine Bewertungen
- SMC03 0Dokument18 SeitenSMC03 0Juan OrmacheaNoch keine Bewertungen
- PROCEDIMIENTO DE SOLDADURA TUBERIA DE HDPE Mota REV. 0Dokument15 SeitenPROCEDIMIENTO DE SOLDADURA TUBERIA DE HDPE Mota REV. 0Juan OrmacheaNoch keine Bewertungen
- Poc 01 Responsabilidad de GerneciaDokument4 SeitenPoc 01 Responsabilidad de GerneciaJuan OrmacheaNoch keine Bewertungen
- CV Ticonita 27-09-2016 XliDokument66 SeitenCV Ticonita 27-09-2016 XliJuan OrmacheaNoch keine Bewertungen
- Tesis Percy TiconaDokument84 SeitenTesis Percy TiconaJuan OrmacheaNoch keine Bewertungen
- Grua BlanquitaDokument21 SeitenGrua BlanquitaJuan OrmacheaNoch keine Bewertungen
- MSDS-0038 Jet 85 MPDokument7 SeitenMSDS-0038 Jet 85 MPJuan OrmacheaNoch keine Bewertungen
- PGC-05 Relacionados Con El ClienteDokument13 SeitenPGC-05 Relacionados Con El ClienteJuan OrmacheaNoch keine Bewertungen
- 2 - Hojas Tecnicas JETDokument4 Seiten2 - Hojas Tecnicas JETJuan OrmacheaNoch keine Bewertungen
- Bruchure GVDokument5 SeitenBruchure GVgaboNoch keine Bewertungen
- Msds-0004 Jethane 650hsDokument7 SeitenMsds-0004 Jethane 650hsJuan OrmacheaNoch keine Bewertungen
- Manual de Calidad Iso 9000 FebreroDokument31 SeitenManual de Calidad Iso 9000 FebreroJuan Ormachea100% (2)
- Catalogo Cadenas PDFDokument69 SeitenCatalogo Cadenas PDFJuan OrmacheaNoch keine Bewertungen
- SGIpr0006 - P - Manejo de No Conformidades - v07Dokument10 SeitenSGIpr0006 - P - Manejo de No Conformidades - v07Juan OrmacheaNoch keine Bewertungen
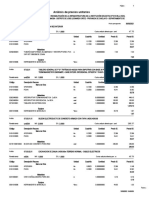
- Calculo de Flete Terrestre Chota-CumpampaDokument5 SeitenCalculo de Flete Terrestre Chota-Cumpampawilder nelson huaman muñozNoch keine Bewertungen
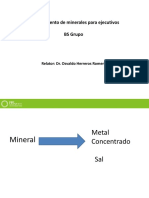
- Procesamiento de Minerales para Ejecutivos BS Grupo: Relator: Dr. Osvaldo Herreros RomeroDokument62 SeitenProcesamiento de Minerales para Ejecutivos BS Grupo: Relator: Dr. Osvaldo Herreros RomeroRalf42RDPPLENoch keine Bewertungen
- EngranajesDokument75 SeitenEngranajeszerohuntercode100% (2)
- Ejerciciostii 1Dokument6 SeitenEjerciciostii 1lord_of_nightmaresNoch keine Bewertungen
- Modelo de Memoria Descriptiva de ArquitecturaDokument3 SeitenModelo de Memoria Descriptiva de ArquitecturaJulián Mendoza Tafur100% (1)
- Reporte Practica 9Dokument8 SeitenReporte Practica 9Aldo Josemaria Perez CruzNoch keine Bewertungen
- Concreto Ligero 4070Dokument11 SeitenConcreto Ligero 4070Cristian Frans XemoxNoch keine Bewertungen
- Proceso Productivo Panaderia Terminado 2Dokument21 SeitenProceso Productivo Panaderia Terminado 2Sandry Camargo83% (6)
- Base PPT ExplosivossDokument137 SeitenBase PPT ExplosivossBruce Devy BPNoch keine Bewertungen
- Triptico Univia OkDokument2 SeitenTriptico Univia OkAngie VenturaNoch keine Bewertungen
- Tutorial de EnlacesDokument3 SeitenTutorial de EnlacesMaito DistritalNoch keine Bewertungen
- CR 77Dokument171 SeitenCR 77Mario André Fernández Mesén100% (1)
- Inst. ElectricasDokument7 SeitenInst. Electricasmarc vargasNoch keine Bewertungen
- Diagrama de FasesDokument6 SeitenDiagrama de FasesNúria Tornay G.Noch keine Bewertungen
- Viaje Al Corazon de La TierraDokument3 SeitenViaje Al Corazon de La Tierraroxi Hyun AeNoch keine Bewertungen
- Laboratorio Ley de OhmDokument35 SeitenLaboratorio Ley de OhmGiancarlos Diaz Vivanco100% (2)
- 2154 PDFDokument14 Seiten2154 PDFLuis Alberto Tejada RiveraNoch keine Bewertungen
- Informe de Laboratorio Tensión SuperficialDokument10 SeitenInforme de Laboratorio Tensión SuperficialANGIE NATALIA LOPEZ RUIZNoch keine Bewertungen
- Actividades de ElectromagnetismoDokument5 SeitenActividades de ElectromagnetismoYännïd Dïï FürnïëlësNoch keine Bewertungen
- Soldadura Al ArcoDokument69 SeitenSoldadura Al ArcoAlison Alison100% (2)
- ET Instalaciones Electricas El AgustinoDokument61 SeitenET Instalaciones Electricas El AgustinoCesar OrtizNoch keine Bewertungen
- Tacos Metal FischerDokument140 SeitenTacos Metal FischerLeonardoMoralesNoch keine Bewertungen
- Estudio de Mecánica de Suelos Con Fines de Cimentación: ProyectoDokument10 SeitenEstudio de Mecánica de Suelos Con Fines de Cimentación: ProyectoRodolfo Jesus Calle FloreNoch keine Bewertungen
- La Soldadura Es Un Proceso de Fijación en Donde Se Realiza La Unión de Dos o Más Piezas de Un MaterialDokument3 SeitenLa Soldadura Es Un Proceso de Fijación en Donde Se Realiza La Unión de Dos o Más Piezas de Un MaterialMeyvis JustinoNoch keine Bewertungen
- Puramatic Box UF OnlineDokument4 SeitenPuramatic Box UF OnlineLester RecinosNoch keine Bewertungen
- U3 EntalpíasDokument3 SeitenU3 EntalpíasJaviBravoNoch keine Bewertungen
- Diseno y Construccion de Un Mezclador de TornilloDokument8 SeitenDiseno y Construccion de Un Mezclador de TornilloLuis Roberto Oritz ZambranoNoch keine Bewertungen
- Hoja de Seguridad Aceite MineralDokument12 SeitenHoja de Seguridad Aceite MineralSindy IguaranNoch keine Bewertungen
- Fosfato de Zinc y Carboxilato de ZincDokument21 SeitenFosfato de Zinc y Carboxilato de ZincMiguel Angel Fuentes FernandezNoch keine Bewertungen
- Peso Molecular PolímerosDokument17 SeitenPeso Molecular PolímerosLuis GómezNoch keine Bewertungen