Das könnte Ihnen auch gefallen
- Digidepo 10944698 Po ART0003861854Dokument8 SeitenDigidepo 10944698 Po ART0003861854Trushar ParmarNoch keine Bewertungen
- Catalog of NIMS Creep Data Sheets: Science and Technology of Advanced MaterialsDokument31 SeitenCatalog of NIMS Creep Data Sheets: Science and Technology of Advanced MaterialsTrushar ParmarNoch keine Bewertungen
- Master: Nuclear Welding, Application For An LMFBRDokument38 SeitenMaster: Nuclear Welding, Application For An LMFBRTrushar ParmarNoch keine Bewertungen
- Unlimiteo: W RM U T Lo H of This Iiccument Is UnlimitwDokument13 SeitenUnlimiteo: W RM U T Lo H of This Iiccument Is UnlimitwTrushar ParmarNoch keine Bewertungen
- ASME Standards Technology, LLC: New PublicationsDokument5 SeitenASME Standards Technology, LLC: New PublicationsTrushar ParmarNoch keine Bewertungen
- Home Bill MARDokument1 SeiteHome Bill MARTrushar ParmarNoch keine Bewertungen
- DS6S2 - (1971) Supplemental Report On The Elevated-Temperature Properties of Chromium-Molybdenum SteelsDokument360 SeitenDS6S2 - (1971) Supplemental Report On The Elevated-Temperature Properties of Chromium-Molybdenum SteelsJacques Strappe100% (1)
- Claim Form Less Then 1 LacDokument5 SeitenClaim Form Less Then 1 LacTrushar ParmarNoch keine Bewertungen
- On Fatigue Design Curves For 2.25Cr-1Mo-V Steel Reactors at Elevated Temperature in Code Case 2605Dokument11 SeitenOn Fatigue Design Curves For 2.25Cr-1Mo-V Steel Reactors at Elevated Temperature in Code Case 2605Trushar ParmarNoch keine Bewertungen
- Reheat Cracking in Austenitic Stainless SteelDokument8 SeitenReheat Cracking in Austenitic Stainless SteelTrushar ParmarNoch keine Bewertungen
- Metal Properties For The Petr Leum A N D Chemical IndustriesDokument2 SeitenMetal Properties For The Petr Leum A N D Chemical IndustriesTrushar ParmarNoch keine Bewertungen
- Roles and Direction of Material Science in Nuclear TechnologyDokument8 SeitenRoles and Direction of Material Science in Nuclear TechnologyTrushar ParmarNoch keine Bewertungen
- WLW4LbDokument18 SeitenWLW4LbTrushar ParmarNoch keine Bewertungen
- 8.PV Newsletter - Thoery of Failure PDFDokument6 Seiten8.PV Newsletter - Thoery of Failure PDFDivyesh PatelNoch keine Bewertungen
- Nozzle Loads PDFDokument227 SeitenNozzle Loads PDFgopalvivekNoch keine Bewertungen
- Request For Proposals: ASME Standards Technology, LLC RFP No. 17-02Dokument16 SeitenRequest For Proposals: ASME Standards Technology, LLC RFP No. 17-02Trushar ParmarNoch keine Bewertungen
- Using tenses in scientific writingDokument2 SeitenUsing tenses in scientific writingKaten MistryNoch keine Bewertungen
- Yoon 2015Dokument35 SeitenYoon 2015Trushar ParmarNoch keine Bewertungen
- Materials and Design Bases Issues in Code Case: Asme N-47Dokument36 SeitenMaterials and Design Bases Issues in Code Case: Asme N-47Bryan ManaloNoch keine Bewertungen
- Astm ManualsDokument8 SeitenAstm ManualsTrushar ParmarNoch keine Bewertungen
- Weld Heat-Affected-Zone Response To Elevated-Temperature DeformationDokument10 SeitenWeld Heat-Affected-Zone Response To Elevated-Temperature DeformationTrushar ParmarNoch keine Bewertungen
- Creep Behavior of 2.25Cr-1Mo Steel Shield Metal Arc WeldmentDokument10 SeitenCreep Behavior of 2.25Cr-1Mo Steel Shield Metal Arc WeldmentTrushar ParmarNoch keine Bewertungen
- A Verified Assessment Method For Prediction and Management of Stress Relaxation CrackingDokument4 SeitenA Verified Assessment Method For Prediction and Management of Stress Relaxation CrackingTrushar ParmarNoch keine Bewertungen
- Creep Behavior of 2.25Cr-1Mo Steel Shield Metal Arc WeldmentDokument10 SeitenCreep Behavior of 2.25Cr-1Mo Steel Shield Metal Arc WeldmentTrushar ParmarNoch keine Bewertungen
- WJ 1996 10 s330 A.G.FoxDokument13 SeitenWJ 1996 10 s330 A.G.FoxTrushar ParmarNoch keine Bewertungen
- Recent Status of ASME C Fe Code On Creep Strength Enhanced Erritic Steels DDokument12 SeitenRecent Status of ASME C Fe Code On Creep Strength Enhanced Erritic Steels DTrushar ParmarNoch keine Bewertungen
- Manganese Effects 2Dokument8 SeitenManganese Effects 2Andres_Pastor1987Noch keine Bewertungen
- Hhne etal2ndEdFlyer - 978 3 540 00467 7Dokument1 SeiteHhne etal2ndEdFlyer - 978 3 540 00467 7Trushar ParmarNoch keine Bewertungen
- Thermal Conductivity Measurement by Hot Disk AnalyzerDokument7 SeitenThermal Conductivity Measurement by Hot Disk AnalyzerTrushar ParmarNoch keine Bewertungen
- Cu-Fe-Ni (Copper-Iron-Nickel) : Ternary Isothermal SectionsDokument3 SeitenCu-Fe-Ni (Copper-Iron-Nickel) : Ternary Isothermal SectionsTrushar ParmarNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Assignment-2: MCA204 Financial Accounting and ManagementDokument6 SeitenAssignment-2: MCA204 Financial Accounting and ManagementrashNoch keine Bewertungen
- Case Study - Soren ChemicalDokument3 SeitenCase Study - Soren ChemicalSallySakhvadzeNoch keine Bewertungen
- MiniQAR MK IIDokument4 SeitenMiniQAR MK IIChristina Gray0% (1)
- API MidtermDokument4 SeitenAPI MidtermsimranNoch keine Bewertungen
- Eritrea and Ethiopia Beyond The Impasse PDFDokument12 SeitenEritrea and Ethiopia Beyond The Impasse PDFThe Ethiopian AffairNoch keine Bewertungen
- Benchmarking Guide OracleDokument53 SeitenBenchmarking Guide OracleTsion YehualaNoch keine Bewertungen
- Overall Dimensions and Mounting: Solar Water Pump Controller Mu - G3 Solar Mu - G5 Solar Mu - G7.5 Solar Mu - G10 SolarDokument2 SeitenOverall Dimensions and Mounting: Solar Water Pump Controller Mu - G3 Solar Mu - G5 Solar Mu - G7.5 Solar Mu - G10 SolarVishak ThebossNoch keine Bewertungen
- BlueDokument18 SeitenBluekarishma nairNoch keine Bewertungen
- Terms and Condition PDFDokument2 SeitenTerms and Condition PDFSeanmarie CabralesNoch keine Bewertungen
- Khadi Natural Company ProfileDokument18 SeitenKhadi Natural Company ProfileKleiton FontesNoch keine Bewertungen
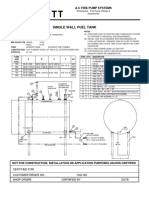
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDokument1 SeiteSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoNoch keine Bewertungen
- Supplier Quality Requirement Form (SSQRF) : Inspection NotificationDokument1 SeiteSupplier Quality Requirement Form (SSQRF) : Inspection Notificationsonnu151Noch keine Bewertungen
- MCDO of Diesel Shed, AndalDokument12 SeitenMCDO of Diesel Shed, AndalUpendra ChoudharyNoch keine Bewertungen
- 1.1 Introduction To Networks - Networks Affect Our LivesDokument2 Seiten1.1 Introduction To Networks - Networks Affect Our LivesCristian MoralesNoch keine Bewertungen
- The Value of Repeat Biopsy in SLEDokument8 SeitenThe Value of Repeat Biopsy in SLESergio CerpaNoch keine Bewertungen
- Queries With AND and OR OperatorsDokument29 SeitenQueries With AND and OR OperatorstrivaNoch keine Bewertungen
- Trinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Dokument13 SeitenTrinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Immigrant & Refugee Appellate Center, LLCNoch keine Bewertungen
- Module 5Dokument10 SeitenModule 5kero keropiNoch keine Bewertungen
- Backup and Recovery ScenariosDokument8 SeitenBackup and Recovery ScenariosAmit JhaNoch keine Bewertungen
- Debentures Issued Are SecuritiesDokument8 SeitenDebentures Issued Are Securitiesarthimalla priyankaNoch keine Bewertungen
- Mayor Byron Brown's 2019 State of The City SpeechDokument19 SeitenMayor Byron Brown's 2019 State of The City SpeechMichael McAndrewNoch keine Bewertungen
- EWAIRDokument1 SeiteEWAIRKissy AndarzaNoch keine Bewertungen
- Yamaha Nmax 155 - To Turn The Vehicle Power OffDokument1 SeiteYamaha Nmax 155 - To Turn The Vehicle Power Offmotley crewzNoch keine Bewertungen
- Mapping Groundwater Recharge Potential Using GIS-Based Evidential Belief Function ModelDokument31 SeitenMapping Groundwater Recharge Potential Using GIS-Based Evidential Belief Function Modeljorge “the jordovo” davidNoch keine Bewertungen
- An4856 Stevalisa172v2 2 KW Fully Digital Ac DC Power Supply Dsmps Evaluation Board StmicroelectronicsDokument74 SeitenAn4856 Stevalisa172v2 2 KW Fully Digital Ac DC Power Supply Dsmps Evaluation Board StmicroelectronicsStefano SalaNoch keine Bewertungen
- Ayushman BharatDokument20 SeitenAyushman BharatPRAGATI RAINoch keine Bewertungen
- CFEExam Prep CourseDokument28 SeitenCFEExam Prep CourseM50% (4)
- How To Make Money in The Stock MarketDokument40 SeitenHow To Make Money in The Stock Markettcb66050% (2)
- Gaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaDokument114 SeitenGaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaМихайленко МиколаNoch keine Bewertungen
- Max 761 CsaDokument12 SeitenMax 761 CsabmhoangtmaNoch keine Bewertungen