Das könnte Ihnen auch gefallen
- Mantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Von EverandMantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Bewertung: 5 von 5 Sternen5/5 (7)
- Mantenimiento de sistemas de climatización. TMVG0209Von EverandMantenimiento de sistemas de climatización. TMVG0209Bewertung: 3 von 5 Sternen3/5 (2)
- Plan de Mantenimiento de Generadores ExaDokument15 SeitenPlan de Mantenimiento de Generadores ExaCarlos Perez100% (4)
- Guia de Taller #02 AyEMD IST. ADMISION Y ESCAPE 6 C2 2020-1 GRUPOS A2, B1, C1 y C2Dokument11 SeitenGuia de Taller #02 AyEMD IST. ADMISION Y ESCAPE 6 C2 2020-1 GRUPOS A2, B1, C1 y C2Giancarlo HuarsayaNoch keine Bewertungen
- Wabco Funcionamiento NeumaticoDokument29 SeitenWabco Funcionamiento NeumaticoWilliamMauricioFonsecaAvilaNoch keine Bewertungen
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Von EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Noch keine Bewertungen
- Mantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109Von EverandMantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109Noch keine Bewertungen
- catalogoProductosFarmaceuticos (1) .xlsxCODIGO SIGA2020Dokument2.204 SeitencatalogoProductosFarmaceuticos (1) .xlsxCODIGO SIGA2020Yuvil Reategui100% (3)
- Mecanismo DiferencialDokument21 SeitenMecanismo DiferencialDario MayancelaNoch keine Bewertungen
- Asentamiento de ValvulasDokument7 SeitenAsentamiento de ValvulasLuis Angel Vargas AlburquequeNoch keine Bewertungen
- Introducción Al Análisis de Vibraciones PDFDokument148 SeitenIntroducción Al Análisis de Vibraciones PDFrokamykamy100% (1)
- Mantenimiento de Compresor de Aire Atlas CopcoDokument15 SeitenMantenimiento de Compresor de Aire Atlas Copcoerikitadc100% (2)
- Plan de Entrenamiento de 20 SemanasDokument4 SeitenPlan de Entrenamiento de 20 SemanasLuis J. FeoNoch keine Bewertungen
- Compresor de Aire Detroit - (DDC15)Dokument9 SeitenCompresor de Aire Detroit - (DDC15)JUAN ERNESTO BETANCUR OSORIO100% (1)
- Te Metiste - CompletoDokument8 SeitenTe Metiste - Completoppgoth67% (3)
- Mantenimiento de Compresor de Aire Atlas CopcoDokument13 SeitenMantenimiento de Compresor de Aire Atlas CopcoErika Delgado100% (3)
- Coeficientes de Fricción de Algunos MaterialesDokument2 SeitenCoeficientes de Fricción de Algunos MaterialesCristian Paúl Torres Díaz50% (2)
- Deformidades Del PieDokument8 SeitenDeformidades Del PieSebastian BrazziniNoch keine Bewertungen
- Plan Maestro de Mantenimiento A Un CompresorDokument14 SeitenPlan Maestro de Mantenimiento A Un CompresorBenito Manuel Castro EnriquezNoch keine Bewertungen
- Manual Instrucciones Rectificadora de Bits Bton 200 Asur 2013 v2Dokument11 SeitenManual Instrucciones Rectificadora de Bits Bton 200 Asur 2013 v2Sebastian Nuñez Riquelme100% (1)
- Informe Pasantias CELEC PAUTE MOLINODokument15 SeitenInforme Pasantias CELEC PAUTE MOLINOCristian Paúl Torres DíazNoch keine Bewertungen
- Informe Pasantias CELEC PAUTE MOLINODokument15 SeitenInforme Pasantias CELEC PAUTE MOLINOCristian Paúl Torres DíazNoch keine Bewertungen
- Preparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Von EverandPreparación y calibración del grupo de presión en máquinas de impresión offset. ARGI0109Noch keine Bewertungen
- El Hidrógeno y La Energía (2007)Dokument185 SeitenEl Hidrógeno y La Energía (2007)ogarateNoch keine Bewertungen
- Conners-3 Profes Breve - CorrDokument5 SeitenConners-3 Profes Breve - Corrqueralt queraltNoch keine Bewertungen
- Caso de Estudio de Una Estructura de MGDL Con Base en Análisis Modal Espectral y El Análisis Modal Tiempo HistoriaDokument17 SeitenCaso de Estudio de Una Estructura de MGDL Con Base en Análisis Modal Espectral y El Análisis Modal Tiempo HistoriaCristian Paúl Torres DíazNoch keine Bewertungen
- Manual de Operaciones 7100Dokument45 SeitenManual de Operaciones 7100danielmcaeNoch keine Bewertungen
- 2021 G29 Joel GERPLEXDokument4 Seiten2021 G29 Joel GERPLEXJoel jimenezNoch keine Bewertungen
- Evaluación Lenguaje FiguradoDokument3 SeitenEvaluación Lenguaje FiguradoGiselle Muñoz EadeNoch keine Bewertungen
- Informe Práctica Calibración de Vávulas Motor CummnisDokument18 SeitenInforme Práctica Calibración de Vávulas Motor CummnisDavid MallaNoch keine Bewertungen
- Candy Candy La Historia Definitiva NovelDokument1 SeiteCandy Candy La Historia Definitiva Noveldan100% (1)
- SDF 6Dokument9 SeitenSDF 6Juan IgnacioNoch keine Bewertungen
- Hoja de Practica CulataDokument8 SeitenHoja de Practica CulataJoseph AngelesNoch keine Bewertungen
- Tarea 4 RA5Dokument14 SeitenTarea 4 RA5Kevin VallesNoch keine Bewertungen
- Sist. de Admisión y Escape Diagnosticvo de Motores DieselDokument15 SeitenSist. de Admisión y Escape Diagnosticvo de Motores DieselLhinCe RojinegroNoch keine Bewertungen
- 4Dokument16 Seiten4Francisco AlcayagaNoch keine Bewertungen
- Casi TooDokument30 SeitenCasi TooGiancarlo HuarsayaNoch keine Bewertungen
- Los Sistemas de Admision y Escape de AireDokument28 SeitenLos Sistemas de Admision y Escape de AireAlicia SalamancaNoch keine Bewertungen
- LAB 2 Termiando Motores DieselDokument32 SeitenLAB 2 Termiando Motores DieselLucio Hernan Puma CcanahuireNoch keine Bewertungen
- Trabajo Practico de Motores A Diesel IDokument10 SeitenTrabajo Practico de Motores A Diesel IRaul Portal PeralesNoch keine Bewertungen
- Inyeccion A Diesel (Guias)Dokument55 SeitenInyeccion A Diesel (Guias)Bryan Tapia0% (1)
- Inyeccion A Diesel (Guias)Dokument55 SeitenInyeccion A Diesel (Guias)Bryan TapiaNoch keine Bewertungen
- Mantto PreventivoDokument5 SeitenMantto PreventivoDiego De La RosaNoch keine Bewertungen
- Cambio de Filtro 3Dokument9 SeitenCambio de Filtro 3Andherson Inca ChoqueNoch keine Bewertungen
- Practica CarburadorDokument12 SeitenPractica CarburadorAnonymous uUqNlUgpsNoch keine Bewertungen
- Actividad 2.1 AutoevaluacionesDokument22 SeitenActividad 2.1 AutoevaluacionesRamón A. Domínguez MendozaNoch keine Bewertungen
- Informe 7Dokument12 SeitenInforme 7Amandiis PujotaNoch keine Bewertungen
- Tarea 01 VilcabanaDokument18 SeitenTarea 01 VilcabanaRobert Carrasco EstelaNoch keine Bewertungen
- Bomba Rotativa de Cargador YaleDokument4 SeitenBomba Rotativa de Cargador YaleRichard RicNoch keine Bewertungen
- Desarmado e Inspección Motor 2Dokument15 SeitenDesarmado e Inspección Motor 2henotharenas100% (1)
- Epa 98Dokument9 SeitenEpa 98Davidson CruzNoch keine Bewertungen
- Laboratorio 1Dokument14 SeitenLaboratorio 1FrankN.MamaniApazaNoch keine Bewertungen
- Ttrabajo Final de MotoresDokument11 SeitenTtrabajo Final de MotoresAnyelo AlvinoNoch keine Bewertungen
- Taller 1 - Culata 2013Dokument13 SeitenTaller 1 - Culata 2013mijael1393Noch keine Bewertungen
- Bombas RotatoriasDokument8 SeitenBombas RotatoriasLuis Miguel Angel Carire AndradeNoch keine Bewertungen
- Medir CompresionDokument5 SeitenMedir CompresionErick Luis Bernabe ValderramaNoch keine Bewertungen
- AUTOEVALUACIONESDokument22 SeitenAUTOEVALUACIONESRamón A. Domínguez MendozaNoch keine Bewertungen
- Paso A Paso Mantenimiento Compresor BavariaDokument2 SeitenPaso A Paso Mantenimiento Compresor BavariaDiego ParraNoch keine Bewertungen
- Operación y Mantención 2Dokument24 SeitenOperación y Mantención 2tomas huertaNoch keine Bewertungen
- Bombas Centrifugas - Capacitacion Mantenimiento CV3171 Petroperu TalaraDokument73 SeitenBombas Centrifugas - Capacitacion Mantenimiento CV3171 Petroperu TalaraAlberto Ismael100% (1)
- PROYECTO - INYECTORES (1) Garces Bonifacio Jose FernandoDokument15 SeitenPROYECTO - INYECTORES (1) Garces Bonifacio Jose FernandoFernando GarcésNoch keine Bewertungen
- Guia de Taller #02 AyEMD IST. ADMISION Y ESCAPE 6 C2 2020-1 GRUPOS A2, B1, C1 y C2Dokument11 SeitenGuia de Taller #02 AyEMD IST. ADMISION Y ESCAPE 6 C2 2020-1 GRUPOS A2, B1, C1 y C2Juan Manuel Challco QuinonesNoch keine Bewertungen
- Practicas de Taller II (3)Dokument2 SeitenPracticas de Taller II (3)Juan PerezNoch keine Bewertungen
- Foro Tematico de Mediciones 001Dokument8 SeitenForo Tematico de Mediciones 001José CcNoch keine Bewertungen
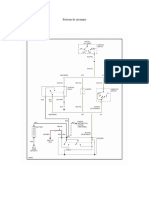
- Diagramas de Arranque y CargaDokument12 SeitenDiagramas de Arranque y CargaAbel SantosNoch keine Bewertungen
- Actividad Entregable de Mantenimiento Del Sistema de Frenos - 080957Dokument9 SeitenActividad Entregable de Mantenimiento Del Sistema de Frenos - 080957Jhan DRNoch keine Bewertungen
- Medir CompresionDokument4 SeitenMedir CompresionNelson Yupanqui ReyesNoch keine Bewertungen
- Calibraciónes Marco Tulio.Dokument7 SeitenCalibraciónes Marco Tulio.navarromarcotulio202Noch keine Bewertungen
- Inspeccion de La Holgura de ValvulaDokument11 SeitenInspeccion de La Holgura de ValvulaEddy PilicitaNoch keine Bewertungen
- Mentenimiento de CompresoresDokument2 SeitenMentenimiento de CompresoresDiego Paredes PericonNoch keine Bewertungen
- Mariner II Equipo Compresor BauerDokument23 SeitenMariner II Equipo Compresor BauerClaudio RojasNoch keine Bewertungen
- Revision Tecnica Del Motor - CulataDokument15 SeitenRevision Tecnica Del Motor - CulatagcanttNoch keine Bewertungen
- Info de Culata - Motores FinalDokument17 SeitenInfo de Culata - Motores FinalLister EmNoch keine Bewertungen
- Principios para Diseño de Una Leva Seguidor de Rodillo Del Árbol de Levas Del Motor de Combustión InternaDokument17 SeitenPrincipios para Diseño de Una Leva Seguidor de Rodillo Del Árbol de Levas Del Motor de Combustión InternaCristian Paúl Torres DíazNoch keine Bewertungen
- Tension de CorreasDokument3 SeitenTension de CorreasjairoNoch keine Bewertungen
- Evidencia 2.1 Cristian Paul Torres DiazDokument6 SeitenEvidencia 2.1 Cristian Paul Torres DiazCristian Paúl Torres DíazNoch keine Bewertungen
- Partes 1Dokument7 SeitenPartes 1Ricardo Junior Alcon ChavezNoch keine Bewertungen
- Caso de Estudio de Historia de Respuesta en Desplazamiento, Velocidad y Aceleración de Una Estructura Dado Un Registro Sísmico.Dokument18 SeitenCaso de Estudio de Historia de Respuesta en Desplazamiento, Velocidad y Aceleración de Una Estructura Dado Un Registro Sísmico.Cristian Paúl Torres Díaz100% (1)
- Principios para Diseño de Una Leva Seguidor de Rodillo Del Árbol de Levas Del Motor de Combustión InternaDokument17 SeitenPrincipios para Diseño de Una Leva Seguidor de Rodillo Del Árbol de Levas Del Motor de Combustión InternaCristian Paúl Torres DíazNoch keine Bewertungen
- Entibado-Planos Preliminares PDFDokument13 SeitenEntibado-Planos Preliminares PDFCristian Paúl Torres DíazNoch keine Bewertungen
- Partes Del Compresor Reciprocante de Dos EtapasDokument2 SeitenPartes Del Compresor Reciprocante de Dos EtapasCristian Paúl Torres DíazNoch keine Bewertungen
- Rodamientos de Una Hilera de Rodillos Cónicos-32208Dokument2 SeitenRodamientos de Una Hilera de Rodillos Cónicos-32208Cristian Paúl Torres DíazNoch keine Bewertungen
- Cuchara ParkinsonDokument6 SeitenCuchara ParkinsonCristian Paúl Torres DíazNoch keine Bewertungen
- Corredores BiologicosDokument21 SeitenCorredores BiologicosCristian Paúl Torres DíazNoch keine Bewertungen
- Modulo 0 Tema 1 Introducción - Curso Sobre Introducción A Las Simulaciones en Ingeniería Con LS DYNADokument4 SeitenModulo 0 Tema 1 Introducción - Curso Sobre Introducción A Las Simulaciones en Ingeniería Con LS DYNACristian Paúl Torres DíazNoch keine Bewertungen
- Desarrollo y Conservación de Los Recursos Naturales.Dokument5 SeitenDesarrollo y Conservación de Los Recursos Naturales.Cristian Paúl Torres DíazNoch keine Bewertungen
- Manual de 5sDokument16 SeitenManual de 5sSerchs UgaldeNoch keine Bewertungen
- Implementacion 5sDokument8 SeitenImplementacion 5sCristian Paúl Torres DíazNoch keine Bewertungen
- Informe de Actividades Realizadas en La Central MolinosDokument30 SeitenInforme de Actividades Realizadas en La Central MolinosCristian Paúl Torres DíazNoch keine Bewertungen
- Resumen de Los Artículos Encontrados en La Web Sobre CompresoresDokument15 SeitenResumen de Los Artículos Encontrados en La Web Sobre CompresoresCristian Paúl Torres DíazNoch keine Bewertungen
- Requerimientos para Una Ortesis Anti EquinaDokument20 SeitenRequerimientos para Una Ortesis Anti EquinaCristian Paúl Torres DíazNoch keine Bewertungen
- Automated Fault Classification of Reciprocating Compressors From Vibration Data - TRADUCIDODokument2 SeitenAutomated Fault Classification of Reciprocating Compressors From Vibration Data - TRADUCIDOCristian Paúl Torres DíazNoch keine Bewertungen
- Practica Sensores de ProximidadDokument6 SeitenPractica Sensores de ProximidadCristian Paúl Torres DíazNoch keine Bewertungen
- Cuestionario Sobre Conceptos de Medio Ambiente, Ciclo Del Fosforo, Azufre, CarbonoDokument7 SeitenCuestionario Sobre Conceptos de Medio Ambiente, Ciclo Del Fosforo, Azufre, CarbonoCristian Paúl Torres DíazNoch keine Bewertungen
- GEIRANGER v.3 PDFDokument20 SeitenGEIRANGER v.3 PDFpedroyconsoNoch keine Bewertungen
- Propuesta Dotación y ConfecciónDokument5 SeitenPropuesta Dotación y ConfecciónPatty Venegas MorenoNoch keine Bewertungen
- Diapositivas Del Podcast y Link de Página WebDokument17 SeitenDiapositivas Del Podcast y Link de Página WebBRITNY LIZETH LOPEZ ESPINELNoch keine Bewertungen
- Proyecto PhotoshopDokument6 SeitenProyecto Photoshopalix rondonNoch keine Bewertungen
- Ficha Sumac La Papa Peruana para Cuarto de PrimariaDokument3 SeitenFicha Sumac La Papa Peruana para Cuarto de PrimariaBeatriz Castillo medinaNoch keine Bewertungen
- Compresor de PaletasDokument10 SeitenCompresor de PaletasRicardo MendezNoch keine Bewertungen
- Temario Historia de La Arquitectrua IIDokument6 SeitenTemario Historia de La Arquitectrua IIAndres Meco MorenoNoch keine Bewertungen
- Seminario de Lenguaje y LiteraturaDokument6 SeitenSeminario de Lenguaje y LiteraturaAbner MostaceroNoch keine Bewertungen
- Una Buena AlimentaciónDokument9 SeitenUna Buena AlimentaciónMauricio BellidoNoch keine Bewertungen
- Guia para Crear Un Opc en Opto 22 e Interactuar Con LabviewDokument26 SeitenGuia para Crear Un Opc en Opto 22 e Interactuar Con Labviewjesus HernandezNoch keine Bewertungen
- Leccion 1 El Tejedor de SueñosDokument4 SeitenLeccion 1 El Tejedor de SueñosNORMA TIAMONoch keine Bewertungen
- Secundaria - Programación Extraescolar Datchball EsoDokument60 SeitenSecundaria - Programación Extraescolar Datchball Esosanroge94Noch keine Bewertungen
- BASQUETDokument6 SeitenBASQUETZul Dely TANoch keine Bewertungen
- Presentacion Royal QDokument14 SeitenPresentacion Royal QMA TCNoch keine Bewertungen
- Ordenanza Zona ConservacionDokument38 SeitenOrdenanza Zona ConservacionIQUIQUE SUBACUATICONoch keine Bewertungen
- El Tiempo y El Espacio NarrativoDokument1 SeiteEl Tiempo y El Espacio NarrativoHetang222Noch keine Bewertungen
- Undercover Boss CinnabonDokument2 SeitenUndercover Boss CinnabonPame MorenoNoch keine Bewertungen
- Actividad Espanol Dia Muertos MexicoDokument1 SeiteActividad Espanol Dia Muertos Mexicovictor yair aquino ramosNoch keine Bewertungen
- Partes de Mouse y TecladoDokument4 SeitenPartes de Mouse y TecladoFiesta SoyNoch keine Bewertungen
- Músculo CardiacoDokument50 SeitenMúsculo CardiacoMilagros Mariños RodriguezNoch keine Bewertungen
- Trabajo en Grupo de Enseñanza Video Maria Angelica Reyes CarvajalDokument9 SeitenTrabajo en Grupo de Enseñanza Video Maria Angelica Reyes CarvajalMaria Reyes CNoch keine Bewertungen
- 3 Sesion de MusicaDokument6 Seiten3 Sesion de MusicaSebastian Godoy AngelesNoch keine Bewertungen
- 01 Hallar La Idea Principal PRIMER CicloDokument46 Seiten01 Hallar La Idea Principal PRIMER CicloRomina K LazoNoch keine Bewertungen