Das könnte Ihnen auch gefallen
- Rapport de Stage Première Année IUT Génie Civil Entreprise SADEDokument17 SeitenRapport de Stage Première Année IUT Génie Civil Entreprise SADEmalogohier312586% (42)
- E265 E305 Evolution FR NEW HOLANDDokument869 SeitenE265 E305 Evolution FR NEW HOLANDLhsan Rajawi86% (7)
- Sujet TP1 Montage Et Analyse Reducteur RI40Dokument4 SeitenSujet TP1 Montage Et Analyse Reducteur RI40Jjzkzizhe100% (1)
- Temps de CoupeDokument29 SeitenTemps de CoupeELMustaphaELMoukhtari100% (1)
- DTU23.1 - Annexe PDFDokument11 SeitenDTU23.1 - Annexe PDFUcef SlmNoch keine Bewertungen
- Chap1 BA IntroducDokument9 SeitenChap1 BA IntroducBilel LoulouNoch keine Bewertungen
- TD Traitements Thermiques - ÉnoncéDokument4 SeitenTD Traitements Thermiques - ÉnoncéZayene Khmais50% (2)
- Geometrie de L'outil Doc-Prof MOUKHTARI - 2Dokument9 SeitenGeometrie de L'outil Doc-Prof MOUKHTARI - 2ELMustaphaELMoukhtariNoch keine Bewertungen
- APEFDokument29 SeitenAPEFAnass MerbouhNoch keine Bewertungen
- Evaluation N°5 (Corrigé)Dokument8 SeitenEvaluation N°5 (Corrigé)Wagih MrassiNoch keine Bewertungen
- Chapitre 8 Theorie CoupeDokument4 SeitenChapitre 8 Theorie Coupesitescompte4Noch keine Bewertungen
- Featurecame Guide PDFDokument104 SeitenFeaturecame Guide PDFIbra MoulayNoch keine Bewertungen
- TP3 V2Tournage Avec Mastercam X5Dokument13 SeitenTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- Examen Coupe IFM Janvier 2020 VFDokument5 SeitenExamen Coupe IFM Janvier 2020 VFImed MejriNoch keine Bewertungen
- Rapport BE1Dokument51 SeitenRapport BE1ahmed017100% (1)
- Chap4 Et 5 - MOCNDokument187 SeitenChap4 Et 5 - MOCNSmiti Tarek100% (4)
- Examens National 2bac Sci Genieur SMB 2017 R PDFDokument32 SeitenExamens National 2bac Sci Genieur SMB 2017 R PDFHanane TounsiNoch keine Bewertungen
- Etude de L'isostatismeDokument7 SeitenEtude de L'isostatismekamal belkacemNoch keine Bewertungen
- Devoir de Synthèse N°3 - Génie Mécanique - Bac Technique (2011-2012) MR Ben Slimen PDFDokument5 SeitenDevoir de Synthèse N°3 - Génie Mécanique - Bac Technique (2011-2012) MR Ben Slimen PDFkhocine0% (1)
- FAO Chapitre IDokument24 SeitenFAO Chapitre IRania Mfarrej100% (1)
- Cours Liaison EncastrementDokument12 SeitenCours Liaison Encastrementsou souNoch keine Bewertungen
- Fiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFDokument41 SeitenFiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFBoulehmi NizarNoch keine Bewertungen
- Vi - Transfert de Cotes Et Simulation D'usinageDokument25 SeitenVi - Transfert de Cotes Et Simulation D'usinageIlu SionNoch keine Bewertungen
- Vitesse de Coupe Et de RotationDokument7 SeitenVitesse de Coupe Et de RotationkldmntNoch keine Bewertungen
- TP Boite de Vitesses D'un Tour Parallèle 2014 (DR) PDFDokument6 SeitenTP Boite de Vitesses D'un Tour Parallèle 2014 (DR) PDFKarim Kilani100% (2)
- Contarainte D'antérioritéDokument16 SeitenContarainte D'antérioritéMajed NesrineNoch keine Bewertungen
- Analyse FonctionnelleDokument3 SeitenAnalyse FonctionnelleYoussef YouriNoch keine Bewertungen
- Chap4 PliageDokument34 SeitenChap4 Pliageisraalaya167Noch keine Bewertungen
- Tournage - FraisageDokument4 SeitenTournage - FraisageSeydou Zallé50% (2)
- Dossier Technique Etau A Serrage Rapide PDFDokument10 SeitenDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- Cours 2eme Traction Et CompressionDokument5 SeitenCours 2eme Traction Et CompressiondxsszszNoch keine Bewertungen
- Etau A Serrage RapideDokument88 SeitenEtau A Serrage RapideYounss Äýt100% (1)
- Conception 2 CFM2 2020Dokument2 SeitenConception 2 CFM2 2020Mohamed BerzoukNoch keine Bewertungen
- Méthodologies de ConceptionDokument138 SeitenMéthodologies de ConceptionAziz Tu0% (1)
- T.P 02 (V2) CorrigésDokument4 SeitenT.P 02 (V2) CorrigésMrnadhir Mecanique100% (1)
- Liaison Glissiere ExempleDokument2 SeitenLiaison Glissiere ExempleGhada MouedhenNoch keine Bewertungen
- TP 1 - Doc Synthèse CorrigéDokument23 SeitenTP 1 - Doc Synthèse CorrigéOumayma AssefraouiNoch keine Bewertungen
- Presse À Injecter Présentation PR1 Présentation de La SociétéDokument30 SeitenPresse À Injecter Présentation PR1 Présentation de La SociétéTawargit01Noch keine Bewertungen
- 01 Tour ParalleleDokument7 Seiten01 Tour ParallelekhocineNoch keine Bewertungen
- Ateliers Flexibles D.doc1Dokument7 SeitenAteliers Flexibles D.doc1Aliouat MohcenNoch keine Bewertungen
- Mecanisme de Transformation de Mouvement Systeme Vis EcrouDokument5 SeitenMecanisme de Transformation de Mouvement Systeme Vis EcrouMhB SaAdNoch keine Bewertungen
- Usinage Au Diviseur (Division Simple Et Division Différentielle)Dokument15 SeitenUsinage Au Diviseur (Division Simple Et Division Différentielle)Vladimir NanaNoch keine Bewertungen
- Tp1 Fao FraisageDokument32 SeitenTp1 Fao Fraisagemaraghni_hassine7592Noch keine Bewertungen
- Procédés Et Méthodes de Production 2Dokument57 SeitenProcédés Et Méthodes de Production 2Karim CherniNoch keine Bewertungen
- 34 06 Outils de Coupe en Tournage PDFDokument3 Seiten34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- DS 07 08 Bis CorrectionDokument5 SeitenDS 07 08 Bis CorrectiononeNoch keine Bewertungen
- Chap08 MAS PDFDokument4 SeitenChap08 MAS PDFCheikh Brahim Elkhadar100% (1)
- Fascicule de TP CAO MouleDokument17 SeitenFascicule de TP CAO MouleSalem OmriNoch keine Bewertungen
- Sujet-Janvier 2019 - Machine D'essai Mécanique PDFDokument20 SeitenSujet-Janvier 2019 - Machine D'essai Mécanique PDFMrnadhir MecaniqueNoch keine Bewertungen
- CFAO TournageDokument23 SeitenCFAO TournageSidi Rach100% (1)
- TD Tournage Des Pieces MecaniquesDokument6 SeitenTD Tournage Des Pieces MecaniquesAmin's LifestyleNoch keine Bewertungen
- Sujet 4 2023Dokument5 SeitenSujet 4 2023hamrouniNoch keine Bewertungen
- CH1 Théorie de La CoupeDokument14 SeitenCH1 Théorie de La CoupeEya Essayel100% (1)
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Dokument16 SeitenCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Embrayages Frein 10 11 12 PDFDokument7 SeitenEmbrayages Frein 10 11 12 PDFmohamed1101100% (1)
- Mémoire 2009Dokument72 SeitenMémoire 2009ميكانيك الوادي0% (1)
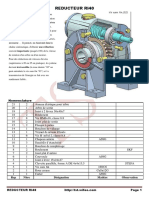
- REDUCTEUR RI40. REDUCTEUR RI40 Page 1. Vis Sans Fin (03) Arbre Creux de SortieDokument6 SeitenREDUCTEUR RI40. REDUCTEUR RI40 Page 1. Vis Sans Fin (03) Arbre Creux de SortieFabrigas Kasolo Kalala100% (1)
- 2799 22 Optimisation Des Parametres de CoupeDokument6 Seiten2799 22 Optimisation Des Parametres de CoupeSLIMANE BENCHIHEUB50% (2)
- TD Etude de PhaseDokument8 SeitenTD Etude de Phasekld_bata100% (1)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Von EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Noch keine Bewertungen
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysVon EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNoch keine Bewertungen
- Usinage Par Enlèvement de MatièreDokument11 SeitenUsinage Par Enlèvement de MatièreMou Hamoudi100% (2)
- Usinage Par Enlèvement de MatièreDokument11 SeitenUsinage Par Enlèvement de MatièreNabil GrenoisNoch keine Bewertungen
- HCH-FAB II - Partie 1Dokument8 SeitenHCH-FAB II - Partie 1lachhelNoch keine Bewertungen
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDokument12 SeitenCompte Rendu: Mini Projet: Procédée Et Méthode de ProductionZied kallelNoch keine Bewertungen
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDokument12 SeitenCompte Rendu: Mini Projet: Procédée Et Méthode de Productionnihadsisi0Noch keine Bewertungen
- Medicaments Innovants Et Contrats Dacces Au Marche PDFDokument47 SeitenMedicaments Innovants Et Contrats Dacces Au Marche PDFELMustaphaELMoukhtariNoch keine Bewertungen
- 3 Suivi Evaluation ProjetDokument6 Seiten3 Suivi Evaluation Projetagnomblerou77Noch keine Bewertungen
- Os Et Hyperparaiaire Smedian 2022Dokument1 SeiteOs Et Hyperparaiaire Smedian 2022ELMustaphaELMoukhtariNoch keine Bewertungen
- Invoice - RDS-9-3Dokument1 SeiteInvoice - RDS-9-3ELMustaphaELMoukhtariNoch keine Bewertungen
- Decret205740 0Dokument2 SeitenDecret205740 0ELMustaphaELMoukhtariNoch keine Bewertungen
- Qualification MGP REGLAGE ET CONDUITE D UNE PRODUCTION DE SERIEDokument101 SeitenQualification MGP REGLAGE ET CONDUITE D UNE PRODUCTION DE SERIEELMustaphaELMoukhtariNoch keine Bewertungen
- Fiche de Stage C 1 METHODES DE CONTROLEDokument1 SeiteFiche de Stage C 1 METHODES DE CONTROLEELMustaphaELMoukhtariNoch keine Bewertungen
- M07-MARKETING TER TSGE+Par+Www - Ofppt1.blogspotDokument162 SeitenM07-MARKETING TER TSGE+Par+Www - Ofppt1.blogspotdeviilboy100% (2)
- Fab - MecaDokument2 SeitenFab - MecaELMustaphaELMoukhtariNoch keine Bewertungen
- MicrometreDokument3 SeitenMicrometreELMustaphaELMoukhtariNoch keine Bewertungen
- Isoetatisme PDFDokument10 SeitenIsoetatisme PDFfarhat ghanem100% (1)
- Opcm PDFDokument1 SeiteOpcm PDFELMustaphaELMoukhtariNoch keine Bewertungen
- Ptpam BM 2Dokument52 SeitenPtpam BM 2ELMustaphaELMoukhtariNoch keine Bewertungen
- Le TournageDokument9 SeitenLe TournageELMustaphaELMoukhtari100% (1)
- Examens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NDokument14 SeitenExamens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NELMustaphaELMoukhtariNoch keine Bewertungen
- 1 Nomenclature ÉlèvesDokument2 Seiten1 Nomenclature ÉlèvesELMustaphaELMoukhtariNoch keine Bewertungen
- F2 Les UsinagesDokument5 SeitenF2 Les UsinagesYoussef FathNoch keine Bewertungen
- Roulement MGPDokument12 SeitenRoulement MGPELMustaphaELMoukhtariNoch keine Bewertungen
- Examens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NDokument14 SeitenExamens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NELMustaphaELMoukhtariNoch keine Bewertungen
- I. Exercice 1:: Noter Au-Dessus de Chaque Perspective Le Numéro de La Vue CorrespondanteDokument6 SeitenI. Exercice 1:: Noter Au-Dessus de Chaque Perspective Le Numéro de La Vue CorrespondanteELMustaphaELMoukhtariNoch keine Bewertungen
- Em EfmDokument1 SeiteEm EfmELMustaphaELMoukhtari100% (1)
- Les Politiques de MaintenanceDokument1 SeiteLes Politiques de MaintenanceELMustaphaELMoukhtariNoch keine Bewertungen
- Exercices Ajustements PDFDokument5 SeitenExercices Ajustements PDFIssàm Màoujoud100% (1)
- Exercice 1Dokument7 SeitenExercice 1ELMustaphaELMoukhtariNoch keine Bewertungen
- Sujet Normale 09Dokument1 SeiteSujet Normale 09ELMustaphaELMoukhtari100% (1)
- Roulement MGP 1Dokument4 SeitenRoulement MGP 1ELMustaphaELMoukhtariNoch keine Bewertungen
- StatiqueDokument1 SeiteStatiqueELMustaphaELMoukhtariNoch keine Bewertungen
- Module 16 TDDokument1 SeiteModule 16 TDELMustaphaELMoukhtari100% (2)
- Opcm PDFDokument1 SeiteOpcm PDFELMustaphaELMoukhtariNoch keine Bewertungen
- But de La Resistance Des MateriauxDokument20 SeitenBut de La Resistance Des MateriauxMahrez ZaafouriNoch keine Bewertungen
- Abb MotDokument28 SeitenAbb MotoundilahmedNoch keine Bewertungen
- Coffrage Perdu PlakabétonDokument4 SeitenCoffrage Perdu PlakabétonToufik HNoch keine Bewertungen
- Véhicule BMW E60 M5Dokument124 SeitenVéhicule BMW E60 M5Lasram Tahar100% (1)
- Station de RelevageDokument4 SeitenStation de RelevageAbdo Lamriss100% (1)
- Vehicules de Luxeweb PDFDokument20 SeitenVehicules de Luxeweb PDFwoulkanNoch keine Bewertungen
- Ingenierie ReseauxDokument90 SeitenIngenierie ReseauxAnonymous WCNlcwNoch keine Bewertungen
- Rania Chapitre-15-Fondation-Rpofonde PDFDokument39 SeitenRania Chapitre-15-Fondation-Rpofonde PDFRania Ben HassineNoch keine Bewertungen
- Cahier Des Clauses TechniquesDokument75 SeitenCahier Des Clauses TechniquesROUABAHKANoch keine Bewertungen
- Cour RP Harche PDFDokument91 SeitenCour RP Harche PDFSamer SaidNoch keine Bewertungen
- Chapitre 3 PPTDokument8 SeitenChapitre 3 PPTMohamed EnnajiNoch keine Bewertungen
- Presentation Projet Pilote de Compostage Communautaire Compressed PDFDokument26 SeitenPresentation Projet Pilote de Compostage Communautaire Compressed PDFhassan0% (1)
- Pet Lilian Sylvain PosterDokument1 SeitePet Lilian Sylvain Postertiktokmuslims8Noch keine Bewertungen
- Fruit Et LégumeDokument81 SeitenFruit Et LégumehatemNoch keine Bewertungen
- F9632C Cle11b4c2Dokument52 SeitenF9632C Cle11b4c2abimanaNoch keine Bewertungen
- Schema Montage Electronique Blogspot Com 2012 02 Architecture Des Ordinateurs 2eme Partie HTML TCMBCKDokument20 SeitenSchema Montage Electronique Blogspot Com 2012 02 Architecture Des Ordinateurs 2eme Partie HTML TCMBCKhoodNoch keine Bewertungen
- Fiche PlastiquesDokument9 SeitenFiche PlastiquesabalarsNoch keine Bewertungen
- Guide Raisonné de La Construction Écologique. Extraits & Table Des Matières.Dokument7 SeitenGuide Raisonné de La Construction Écologique. Extraits & Table Des Matières.CharlesKlipfel100% (1)
- Exercice 8.2.4.2Dokument10 SeitenExercice 8.2.4.2empiNoch keine Bewertungen
- Catalogue Des Pieces Detachees Pour Les Portes Sectionnelles DoorHan 2005Dokument102 SeitenCatalogue Des Pieces Detachees Pour Les Portes Sectionnelles DoorHan 2005Doorhan100% (2)
- Le Magazine 23 - Septembre 2010Dokument56 SeitenLe Magazine 23 - Septembre 2010oestaniNoch keine Bewertungen
- Séance 3-Mécanisme de Placement-Bilan personnel-CV-ePortfolioDokument65 SeitenSéance 3-Mécanisme de Placement-Bilan personnel-CV-ePortfolioelsaidaminNoch keine Bewertungen
- Fondations 130514073639 Phpapp01Dokument58 SeitenFondations 130514073639 Phpapp01Mohamed BensoulaNoch keine Bewertungen
- CATALOGO Aceros BohlerDokument0 SeitenCATALOGO Aceros BohlerfranciscovalNoch keine Bewertungen
- Etude D'un Hangar MétalliqueDokument28 SeitenEtude D'un Hangar MétalliqueAhmed Abounoas100% (2)