Das könnte Ihnen auch gefallen
- The MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Dokument23 SeitenThe MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Fisherman35787% (255)
- Machinist Drawings For SMG Frames - MAC10, MAC11, Cobray M11-9, CobrayM12Dokument13 SeitenMachinist Drawings For SMG Frames - MAC10, MAC11, Cobray M11-9, CobrayM12Aride4ever89% (74)
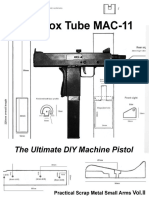
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFDokument22 SeitenThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFBangBoomBang90% (125)
- BSP SMG BookDokument29 SeitenBSP SMG Bookbovine splendor90% (31)
- Square Tube Pistol Build PDFDokument6 SeitenSquare Tube Pistol Build PDFJacob79% (28)
- 22 Caliber Revolver Plan 2012Dokument24 Seiten22 Caliber Revolver Plan 2012Brock Potts87% (68)
- IRA Improvised Hand Grenade DesignsDokument24 SeitenIRA Improvised Hand Grenade Designsjkruise82% (17)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Dokument21 SeitenDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (22)
- Build-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFDokument23 SeitenBuild-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFknockelflies86% (21)
- DIY Sheet Metal Derringers Practical Scrap Metal Small Arms Vol 7Dokument14 SeitenDIY Sheet Metal Derringers Practical Scrap Metal Small Arms Vol 7jkruise83% (12)
- Single-Shot Bolt Pistol or RifleDokument9 SeitenSingle-Shot Bolt Pistol or RifleJai Davidson81% (31)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Dokument16 SeitenThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (68)
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Von EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Bewertung: 4 von 5 Sternen4/5 (4)
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Dokument37 SeitenThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)xan94% (18)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Dokument24 Seiten9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)gunpdfs95% (211)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Dokument24 Seiten9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)jkruise81% (16)
- Aug 21 Lab PhET Motion Graphs QuDokument8 SeitenAug 21 Lab PhET Motion Graphs QureynandcpcNoch keine Bewertungen
- 9mm PistolDokument24 Seiten9mm PistolJall Desenvolvedor Web50% (4)
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsVon EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsBewertung: 5 von 5 Sternen5/5 (3)
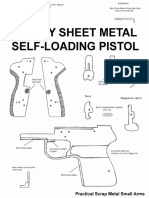
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDokument15 SeitenThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (122)
- CW5 TotalDokument101 SeitenCW5 TotalPierre799es88% (26)
- OMM807100043 - 3 (PID Controller Manual)Dokument98 SeitenOMM807100043 - 3 (PID Controller Manual)cengiz kutukcu100% (3)
- 27 Points of Difference Between Personnel Management & HRDDokument2 Seiten27 Points of Difference Between Personnel Management & HRDMurtaza Ejaz33% (3)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunVon EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNoch keine Bewertungen
- Practical Guide to the Operational Use of the PPSh-41 Submachine GunVon EverandPractical Guide to the Operational Use of the PPSh-41 Submachine GunBewertung: 5 von 5 Sternen5/5 (2)
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)Dokument21 SeitenThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)K Scott Wyatt86% (7)
- Sheet Metal Self-Loading PistolDokument15 SeitenSheet Metal Self-Loading Pistoljkruise100% (5)
- PitbullDokument22 SeitenPitbullcrbspoa93% (27)
- 254227075 DIY Sheet Metal Derringers Practical Scrap Metal Small Arms Vol 7DIY鈑金玩具 實用廢金屬小Dokument14 Seiten254227075 DIY Sheet Metal Derringers Practical Scrap Metal Small Arms Vol 7DIY鈑金玩具 實用廢金屬小林原鈿100% (1)
- 22 PistolDokument17 Seiten22 PistolLambourghini100% (4)
- CBLM - Interpreting Technical DrawingDokument18 SeitenCBLM - Interpreting Technical DrawingGlenn F. Salandanan89% (45)
- AAPG 2012 ICE Technical Program & Registration AnnouncementDokument64 SeitenAAPG 2012 ICE Technical Program & Registration AnnouncementAAPG_EventsNoch keine Bewertungen
- Pricelist 1Dokument8 SeitenPricelist 1ChinangNoch keine Bewertungen
- Build A Borz Practical Scrap Metal Small Arms Vol9Dokument23 SeitenBuild A Borz Practical Scrap Metal Small Arms Vol9Gia Linh Văn100% (2)
- The Gun Digest Book of Tactical Weapons Assembly/DisassemblyVon EverandThe Gun Digest Book of Tactical Weapons Assembly/DisassemblyNoch keine Bewertungen
- Building a Home Defense Remington 870 ShotgunVon EverandBuilding a Home Defense Remington 870 ShotgunBewertung: 3.5 von 5 Sternen3.5/5 (5)
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumDokument23 SeitenProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (3)
- Expedient .22 W. SilencerDokument18 SeitenExpedient .22 W. Silencerjohn doe67% (3)
- Professor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumDokument15 SeitenProfessor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumKobi Zada100% (1)
- The Box Tube MAC-11: The Ultimate DIY Machine PistolDokument24 SeitenThe Box Tube MAC-11: The Ultimate DIY Machine PistolPatrick Peres100% (1)
- 12 GaugeDokument3 Seiten12 GaugeDavid Hoffman100% (1)
- PM 01 CarbineDokument9 SeitenPM 01 CarbineK Scott Wyatt100% (2)
- Wooden SouthDokument27 SeitenWooden Southİbrahim Anıl Balkan100% (1)
- Mortajadora CaseraDokument8 SeitenMortajadora CaseraEmmanuel AlfonsoNoch keine Bewertungen
- Make A Wheel Marking GaugeDokument6 SeitenMake A Wheel Marking Gaugeserkan ünlü100% (1)
- 4 Die DesignDokument40 Seiten4 Die DesignNarendrareddy RamireddyNoch keine Bewertungen
- Sheet Metal Ar15 LowerDokument12 SeitenSheet Metal Ar15 LowerCharles Keeney100% (4)
- Unimat Pages 26-30Dokument5 SeitenUnimat Pages 26-30remendabNoch keine Bewertungen
- BHManual Fuselage46 79rev1Dokument34 SeitenBHManual Fuselage46 79rev1viorelu99Noch keine Bewertungen
- Rotary Broaching - MikesworkshopDokument1 SeiteRotary Broaching - MikesworkshopPhilipe WandembergNoch keine Bewertungen
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersVon EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersBewertung: 3.5 von 5 Sternen3.5/5 (2)
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverVon EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNoch keine Bewertungen
- 3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsVon Everand3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsNoch keine Bewertungen
- Dark Energy Survey DES CollaborationDokument38 SeitenDark Energy Survey DES CollaborationgeorgcantorNoch keine Bewertungen
- Tripura 04092012Dokument48 SeitenTripura 04092012ARTHARSHI GARGNoch keine Bewertungen
- SCHEMA - Amsung 214TDokument76 SeitenSCHEMA - Amsung 214TmihaiNoch keine Bewertungen
- Konsep Negara Hukum Dalam Perspektif Hukum IslamDokument11 SeitenKonsep Negara Hukum Dalam Perspektif Hukum IslamSiti MasitohNoch keine Bewertungen
- EHVACDokument16 SeitenEHVACsidharthchandak16Noch keine Bewertungen
- Hospital Furniture: Project Profile-UpdatedDokument7 SeitenHospital Furniture: Project Profile-UpdatedGaurav GuptaNoch keine Bewertungen
- Milestone BillingDokument3 SeitenMilestone BillingJagadeesh Kumar RayuduNoch keine Bewertungen
- JOB Performer: Q .1: What Is Permit?Dokument5 SeitenJOB Performer: Q .1: What Is Permit?Shahid BhattiNoch keine Bewertungen
- Project 4 Close TestDokument7 SeitenProject 4 Close TestErika MolnarNoch keine Bewertungen
- The Algorithm Development and Implementation For 3D Printers Based On Adaptive PID ControllerDokument8 SeitenThe Algorithm Development and Implementation For 3D Printers Based On Adaptive PID ControllerShahrzad GhasemiNoch keine Bewertungen
- Calculus of Finite Differences: Andreas KlappeneckerDokument30 SeitenCalculus of Finite Differences: Andreas KlappeneckerSouvik RoyNoch keine Bewertungen
- Technical Textile and SustainabilityDokument5 SeitenTechnical Textile and SustainabilityNaimul HasanNoch keine Bewertungen
- B205A TMA Project Spring 2021 - UpdatedDokument6 SeitenB205A TMA Project Spring 2021 - UpdatedIoan 23Noch keine Bewertungen
- Denial of LOI & LOP For Ayurveda Colleges Under 13A For AY-2021-22 As On 18.02.2022Dokument1 SeiteDenial of LOI & LOP For Ayurveda Colleges Under 13A For AY-2021-22 As On 18.02.2022Gbp GbpNoch keine Bewertungen
- ModelsimDokument47 SeitenModelsimKishor KumarNoch keine Bewertungen
- Feb-May SBI StatementDokument2 SeitenFeb-May SBI StatementAshutosh PandeyNoch keine Bewertungen
- Parts List 38 254 13 95: Helical-Bevel Gear Unit KA47, KH47, KV47, KT47, KA47B, KH47B, KV47BDokument4 SeitenParts List 38 254 13 95: Helical-Bevel Gear Unit KA47, KH47, KV47, KT47, KA47B, KH47B, KV47BEdmundo JavierNoch keine Bewertungen
- Inqlusive Newsrooms LGBTQIA Media Reference Guide English 2023 E1Dokument98 SeitenInqlusive Newsrooms LGBTQIA Media Reference Guide English 2023 E1Disability Rights AllianceNoch keine Bewertungen
- Laser Mig - Hybrid - WeldinggDokument26 SeitenLaser Mig - Hybrid - WeldinggFeratNoch keine Bewertungen
- Slem Descriptive EssayDokument2 SeitenSlem Descriptive EssayMary Jane DingalNoch keine Bewertungen
- Module 0-Course Orientation: Objectives OutlineDokument2 SeitenModule 0-Course Orientation: Objectives OutlineEmmanuel CausonNoch keine Bewertungen
- Indian Pharmaceutical IndustryDokument25 SeitenIndian Pharmaceutical IndustryVijaya enterprisesNoch keine Bewertungen
- BIM and Big Data For Construction Cost ManagementDokument46 SeitenBIM and Big Data For Construction Cost Managementlu09100% (1)
- Sample TRM All Series 2020v1 - ShortseDokument40 SeitenSample TRM All Series 2020v1 - ShortseSuhail AhmadNoch keine Bewertungen