Das könnte Ihnen auch gefallen
- Paint SystemDokument1 SeitePaint SystemTan Chen KiongNoch keine Bewertungen
- Section 2 Hydraulic/Mechanical Systems: To CoverDokument12 SeitenSection 2 Hydraulic/Mechanical Systems: To CoverAlvaro Restrepo GarciaNoch keine Bewertungen
- Paint System (Table - 1)Dokument2 SeitenPaint System (Table - 1)Imran AliNoch keine Bewertungen
- 54-3334-001 - July 20Dokument6 Seiten54-3334-001 - July 20bre brilianNoch keine Bewertungen
- Class 125 Bronze: Butterfly Valves - 200 PsiDokument1 SeiteClass 125 Bronze: Butterfly Valves - 200 Psithilina lakhithaNoch keine Bewertungen
- O-Ring UKDokument12 SeitenO-Ring UKAan Sarkasi AmdNoch keine Bewertungen
- Y STRAINER FLANGED END 150 Model PDFDokument1 SeiteY STRAINER FLANGED END 150 Model PDFsajanchaudhariNoch keine Bewertungen
- Paint Specification of IRPC (Chugoku1)Dokument6 SeitenPaint Specification of IRPC (Chugoku1)มิตร อันมาNoch keine Bewertungen
- Address: Southern Pan Ofllaidong Industjy ParkDokument1 SeiteAddress: Southern Pan Ofllaidong Industjy ParkRiaan PretoriusNoch keine Bewertungen
- Finish Standard Plastic MaterialDokument1 SeiteFinish Standard Plastic Materialsalvatore.bassoNoch keine Bewertungen
- Tablas de Esfuerzos PDFDokument729 SeitenTablas de Esfuerzos PDFSamuel PohezNoch keine Bewertungen
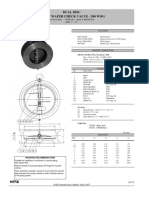
- Dual Disc Silent Wafer Check Valve - 200 Wog: Code No. 7032Dokument1 SeiteDual Disc Silent Wafer Check Valve - 200 Wog: Code No. 7032thilina lakhithaNoch keine Bewertungen
- Butterfly Valves - 250 Psi: SIZE 2" - 8"Dokument2 SeitenButterfly Valves - 250 Psi: SIZE 2" - 8"thilina lakhithaNoch keine Bewertungen
- Fig. No. 208: RED WHITE Bronze Gate Valve - 125 LBDokument1 SeiteFig. No. 208: RED WHITE Bronze Gate Valve - 125 LBSergio DjbucaneroNoch keine Bewertungen
- Gate Class 125 Cast Iron: CODE # 75 (125FCWI)Dokument1 SeiteGate Class 125 Cast Iron: CODE # 75 (125FCWI)thilina lakhithaNoch keine Bewertungen
- Table QW/QB-422 Ferrous and Nonferrous P-Numbers Grouping of Base Metals For QualificationDokument1 SeiteTable QW/QB-422 Ferrous and Nonferrous P-Numbers Grouping of Base Metals For QualificationArturo DuqueNoch keine Bewertungen
- Keystone Butterfly Valve F 631Dokument4 SeitenKeystone Butterfly Valve F 631Robi KeiNoch keine Bewertungen
- Bronze Ball Valve 600 WOGDokument35 SeitenBronze Ball Valve 600 WOGCarlos Luis Esquerdo MarcanoNoch keine Bewertungen
- ND-6 - Painting SpecificationsDokument5 SeitenND-6 - Painting SpecificationsKhubaib ziaNoch keine Bewertungen
- Model ISO 08: On B, Port 3 To A and Port 4 ExternalDokument1 SeiteModel ISO 08: On B, Port 3 To A and Port 4 ExternalRonildo - HydraparNoch keine Bewertungen
- Anexo 2 - Válvula de CuchilloDokument11 SeitenAnexo 2 - Válvula de CuchilloclulloaNoch keine Bewertungen
- INSP626061 R2 ACC System Corrosion Protection ColouringDokument3 SeitenINSP626061 R2 ACC System Corrosion Protection ColouringRoberto Garcia Das NevesNoch keine Bewertungen
- HF 410 02 T eDokument2 SeitenHF 410 02 T eNuñez JesusNoch keine Bewertungen
- 1Dokument2 Seiten1Sam JoseNoch keine Bewertungen
- Temp-Pro: Thermowell CatalogDokument26 SeitenTemp-Pro: Thermowell CatalogSaeed VuNoch keine Bewertungen
- Centrifugal Pump: EMD (2P)Dokument2 SeitenCentrifugal Pump: EMD (2P)kmerao99Noch keine Bewertungen
- A-36 - Pages From Section II Part D (Customary)Dokument3 SeitenA-36 - Pages From Section II Part D (Customary)siswantoNoch keine Bewertungen
- Asme Ii Part D Table 1a CSDokument20 SeitenAsme Ii Part D Table 1a CSyar_nlNoch keine Bewertungen
- EN - TDS - NEW - Chester Metal Ceramic FSLDokument2 SeitenEN - TDS - NEW - Chester Metal Ceramic FSLalaqeelhaitham71Noch keine Bewertungen
- Avk Gate Valve, Metal Seated Pn10/16 54/3334-007: F16 ISO Flange, With By-Pass, DN350-1200Dokument3 SeitenAvk Gate Valve, Metal Seated Pn10/16 54/3334-007: F16 ISO Flange, With By-Pass, DN350-1200SrinivasanArumugamvenkatachalamNoch keine Bewertungen
- Requirement: 261 Sets. List of Fittings For Steel Channel Sleeper (One Set) List of FittingsDokument1 SeiteRequirement: 261 Sets. List of Fittings For Steel Channel Sleeper (One Set) List of FittingsBWS JALANDHARNoch keine Bewertungen
- Channelsleeper SetDokument1 SeiteChannelsleeper SetShafiul AzamNoch keine Bewertungen
- Painting Schedule For Piping& SSF TanksDokument2 SeitenPainting Schedule For Piping& SSF TanksVikas MalhotraNoch keine Bewertungen
- Aurora: AE MC-120 SeriesDokument2 SeitenAurora: AE MC-120 SeriestasoNoch keine Bewertungen
- TTMCDokument4 SeitenTTMCkhoshya7Noch keine Bewertungen
- Jis G3461 PDFDokument15 SeitenJis G3461 PDFSekson JunsukplukNoch keine Bewertungen
- Flush Diaphragm SealDokument2 SeitenFlush Diaphragm SealSureshNoch keine Bewertungen
- Table of ContentsDokument1 SeiteTable of ContentsBudhi KurniawanNoch keine Bewertungen
- Azzawiya Oil Refining Company Inc. Preventive Maintenance of 29 Atmospheric Storage Tanks at Azzawiya RefineryDokument13 SeitenAzzawiya Oil Refining Company Inc. Preventive Maintenance of 29 Atmospheric Storage Tanks at Azzawiya RefineryEng Mohamed El-RefaeyNoch keine Bewertungen
- Aporte APIDokument1 SeiteAporte APIJulio Vergara CruzNoch keine Bewertungen
- ST61 Series D-LineDokument2 SeitenST61 Series D-Linegjafet.jmzNoch keine Bewertungen
- Shop Drawings - Detail SampleDokument1 SeiteShop Drawings - Detail SamplejaninabaitlonNoch keine Bewertungen
- Diaphragm ValveDokument1 SeiteDiaphragm ValveS AMNoch keine Bewertungen
- Butterfly ValvesDokument27 SeitenButterfly ValvesИгорьNoch keine Bewertungen
- SUS304 SUS304 SUS304 SUS304 SUS304 SUS304 1 2 6 1 3 1: A B C D E F G Sealing RubberDokument1 SeiteSUS304 SUS304 SUS304 SUS304 SUS304 SUS304 1 2 6 1 3 1: A B C D E F G Sealing RubberuaeradsNoch keine Bewertungen
- APW 340R 100S 08C DatasheetDokument2 SeitenAPW 340R 100S 08C DatasheetirinaNoch keine Bewertungen
- Table D-1-Gear Unit Housings: G - G U P, C G I S 63Dokument1 SeiteTable D-1-Gear Unit Housings: G - G U P, C G I S 63Sara VaccaNoch keine Bewertungen
- TZ Seals: SNL Plummer Block Housing Seal Data SheetDokument4 SeitenTZ Seals: SNL Plummer Block Housing Seal Data SheetShajib RasheedNoch keine Bewertungen
- Guage Thickness MM Weight KG/SQ.M Specification Application: HR Sheet / HR PlateDokument1 SeiteGuage Thickness MM Weight KG/SQ.M Specification Application: HR Sheet / HR Platecalvin.bloodaxe4478Noch keine Bewertungen
- La Copia Stampata Non E' Soggetta A Controllo: Electrostatic Painting With Epoxy-Polyester Powder PaintsDokument3 SeitenLa Copia Stampata Non E' Soggetta A Controllo: Electrostatic Painting With Epoxy-Polyester Powder PaintsdmejiaNoch keine Bewertungen
- Data Sheet UbsvDokument6 SeitenData Sheet UbsvMeet JaniNoch keine Bewertungen
- PDS01.09.001 - Wouter Witzel - EVMLDokument5 SeitenPDS01.09.001 - Wouter Witzel - EVMLSiniša MorasNoch keine Bewertungen
- Anexo 4 - Válvula de GloboDokument22 SeitenAnexo 4 - Válvula de GloboclulloaNoch keine Bewertungen
- Assy - Bottom Roller - Rev19112018Dokument1 SeiteAssy - Bottom Roller - Rev19112018Deny Bayu SaefudinNoch keine Bewertungen
- Schluter Profiles WallsDokument6 SeitenSchluter Profiles WallsArturo Enriquez PeraltaNoch keine Bewertungen
- TLV - Riduttore IsDokument5 SeitenTLV - Riduttore IsPingu3Noch keine Bewertungen
- Profilitec ST-STB Pavimenti ENDokument1 SeiteProfilitec ST-STB Pavimenti ENIrene Marcela BatistaNoch keine Bewertungen
- Seamless Fiux Fored Wire - Megafil250Dokument1 SeiteSeamless Fiux Fored Wire - Megafil250SungJun ParkNoch keine Bewertungen
- Girth Flange Load Calculation Using by FEA TechniquesDokument12 SeitenGirth Flange Load Calculation Using by FEA TechniqueskingstonNoch keine Bewertungen
- Tweets by Pakalu Papito (@pakalupapito) - TwitterDokument110 SeitenTweets by Pakalu Papito (@pakalupapito) - TwitterSAM SAMNoch keine Bewertungen
- Castrol Stock Update - 211217Dokument4 SeitenCastrol Stock Update - 211217SAM SAMNoch keine Bewertungen
- Shareholding Pattern 31mar17 Bac14d4d6eDokument6 SeitenShareholding Pattern 31mar17 Bac14d4d6eSAM SAMNoch keine Bewertungen
- Void Formers Conical, Polystyrene, Expanded MetalDokument1 SeiteVoid Formers Conical, Polystyrene, Expanded MetalSAM SAMNoch keine Bewertungen
- MOS For Metallic Conduit InstallationDokument23 SeitenMOS For Metallic Conduit InstallationAhmed MhnaNoch keine Bewertungen
- LEED v4 For Interior Design and Construction ChecklistDokument3 SeitenLEED v4 For Interior Design and Construction Checklisttarek.abbas8598Noch keine Bewertungen
- Hot MixesDokument14 SeitenHot MixesNM2104TE06 PRATHURI SUMANTHNoch keine Bewertungen
- Gabions: Product Installation GuideDokument2 SeitenGabions: Product Installation Guidesgm6911Noch keine Bewertungen
- The Transformation of Vernacular Architecture in Indonesia in Relation To Colonisation by The DutchDokument6 SeitenThe Transformation of Vernacular Architecture in Indonesia in Relation To Colonisation by The DutchDavid TolentinoNoch keine Bewertungen
- EarthingDokument63 SeitenEarthingLiMe GrEenNoch keine Bewertungen
- Authorisation For Layig GSB and WMM-Rev-R2Dokument1 SeiteAuthorisation For Layig GSB and WMM-Rev-R2Guna SekaranNoch keine Bewertungen
- Manual Batch Records Mix Design ExcelDokument2 SeitenManual Batch Records Mix Design ExcelIswantoNoch keine Bewertungen
- UPVC Price List - LDokument4 SeitenUPVC Price List - LPardeep Parashar100% (1)
- TT - Revit Structure - Working With Foundation PDFDokument13 SeitenTT - Revit Structure - Working With Foundation PDFAshutosh AnandNoch keine Bewertungen
- BS-5268-Use of Timber Part-6-Sec-6-1 PDFDokument30 SeitenBS-5268-Use of Timber Part-6-Sec-6-1 PDFanele_amis100% (1)
- Activity ListDokument62 SeitenActivity ListGrand ApexNoch keine Bewertungen
- Determining The Ambf PsoDokument32 SeitenDetermining The Ambf PsoAlecsisRoeEstañolFrascoNoch keine Bewertungen
- 404 South St. Frederick MD 21701Dokument3 Seiten404 South St. Frederick MD 21701Chris and Karen HighlandNoch keine Bewertungen
- Case Study of The Mango HouseDokument15 SeitenCase Study of The Mango HousePerhaps GirlNoch keine Bewertungen
- DSS Design of Steel BeamsDokument14 SeitenDSS Design of Steel Beamsrashmi ashtekarNoch keine Bewertungen
- Technicalupdate ColdWeldingPolymersDokument63 SeitenTechnicalupdate ColdWeldingPolymersChris TeohNoch keine Bewertungen
- Noise Guide For Local GovernmentDokument187 SeitenNoise Guide For Local GovernmenttertfgdfgdfgdfgdggdNoch keine Bewertungen
- RNPCP 1999 Code of EthicsDokument24 SeitenRNPCP 1999 Code of EthicsM Ark NigosNoch keine Bewertungen
- Conpipe - CementlingDokument43 SeitenConpipe - Cementlingויליאם סן מרמיגיוס50% (2)
- DODGE Torquearm PDFDokument186 SeitenDODGE Torquearm PDFCesar Dominguez ParedesNoch keine Bewertungen
- Integrated Design ProjectDokument34 SeitenIntegrated Design ProjectFarhanah Binti Faisal100% (2)
- Glycodur Cat enDokument52 SeitenGlycodur Cat enjhhvgNoch keine Bewertungen
- Mortar Analysis Part 3 - L SchnabelDokument4 SeitenMortar Analysis Part 3 - L SchnabelSugarPOP666Noch keine Bewertungen
- Guide LTA Tunnel Lining Design PDFDokument176 SeitenGuide LTA Tunnel Lining Design PDFMarlon50% (4)
- FloSet BrochureDokument6 SeitenFloSet BrochureHector TosarNoch keine Bewertungen
- Police Office Station - BOQ - UNOPS - AfghanistanDokument6 SeitenPolice Office Station - BOQ - UNOPS - AfghanistanHimdad TahirNoch keine Bewertungen
- New ChangeDokument68 SeitenNew ChangeAnoop Kamla PandeyNoch keine Bewertungen
- Presentasi Produk Roda Nurmala NFPA-20 (2020)Dokument11 SeitenPresentasi Produk Roda Nurmala NFPA-20 (2020)dwi apriyantoNoch keine Bewertungen
- Concrete Mix Design As Per Indian Standard CodeDokument4 SeitenConcrete Mix Design As Per Indian Standard CodesemakambaNoch keine Bewertungen