Das könnte Ihnen auch gefallen
- Plan de Emergencia Condominio Doña VictoriaDokument13 SeitenPlan de Emergencia Condominio Doña VictoriaRoss Morales75% (4)
- Especificaciones de La AWS para Electrodos RevestidosDokument3 SeitenEspecificaciones de La AWS para Electrodos RevestidosDanny AponteNoch keine Bewertungen
- OxicorteDokument4 SeitenOxicorteJimmy Jhonathan López Aquino100% (1)
- Curso TigDokument22 SeitenCurso TigAna Luz MartinezNoch keine Bewertungen
- Soldadura Mig MagDokument12 SeitenSoldadura Mig MagAndres Martinez MezaNoch keine Bewertungen
- Antahkarana ExplicacionDokument5 SeitenAntahkarana ExplicacionAdriana Del Rosario Zarate0% (1)
- Ast Excavacion Espacios ConfinadosDokument4 SeitenAst Excavacion Espacios Confinadosnorelis quinteroNoch keine Bewertungen
- ADokument11 SeitenAFelipeAlfonsoMuñozMorenoNoch keine Bewertungen
- Soldadura MAG de chapas de acero al carbono. FMEC0210Von EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Noch keine Bewertungen
- Clasificacion de Electrodo-FcawDokument4 SeitenClasificacion de Electrodo-FcawEddieJhonC.OrdoñoNoch keine Bewertungen
- Pernos y SoldaduraDokument18 SeitenPernos y Soldaduraandrewww07100% (1)
- Capitulo 11. - Soldabilidad de Aceros Templados y RevenidosDokument23 SeitenCapitulo 11. - Soldabilidad de Aceros Templados y RevenidosJorge Luis Olivar QuinteroNoch keine Bewertungen
- Presentacion de Ejes y ArbolesDokument22 SeitenPresentacion de Ejes y ArbolesKMCT16100% (1)
- Soldadura OxiacetilenicaDokument20 SeitenSoldadura OxiacetilenicaSergio RafaelNoch keine Bewertungen
- Aserrado y LimadoDokument20 SeitenAserrado y LimadoJesùs Alberto100% (1)
- Tipos de ElectrodosDokument3 SeitenTipos de ElectrodosJuanitoNoch keine Bewertungen
- 100 PreguntasDokument14 Seiten100 PreguntasCarmen Luz YCNoch keine Bewertungen
- 00 Apuntamentos Curvadora de Rodillos ParalelosDokument10 Seiten00 Apuntamentos Curvadora de Rodillos ParalelosRaquelIglesiasNoch keine Bewertungen
- Forja CincelDokument5 SeitenForja CincelAnonymous YpN8WMGvNoch keine Bewertungen
- Clasificacion y Tipos de ElectrodosDokument5 SeitenClasificacion y Tipos de Electrodossebastian medina100% (1)
- Soldadura Por PlasmaDokument3 SeitenSoldadura Por PlasmaIsaias AlmendralNoch keine Bewertungen
- Tipos de Electrodos para Aceros Al CarbonoDokument2 SeitenTipos de Electrodos para Aceros Al Carbonopedro timana vilchezNoch keine Bewertungen
- Soldadura TigDokument12 SeitenSoldadura TigAlexis Aleshito100% (2)
- Diapositivas Trefilado LiistasDokument23 SeitenDiapositivas Trefilado LiistasDavid CaraoNoch keine Bewertungen
- Tipos de Morteros para Refractarios Disponibles en C.R. Alberto Miranda G.Dokument6 SeitenTipos de Morteros para Refractarios Disponibles en C.R. Alberto Miranda G.Yonder Miranda GamboaNoch keine Bewertungen
- Elementos de Sujecion y Tornillos de Potencia PDFDokument92 SeitenElementos de Sujecion y Tornillos de Potencia PDFPablo PillajoNoch keine Bewertungen
- Informe de Muelas AbrasivasDokument10 SeitenInforme de Muelas AbrasivasJuanRojasNoch keine Bewertungen
- Recuperación de Piezas DesgastadasDokument9 SeitenRecuperación de Piezas DesgastadasRichard FernandoNoch keine Bewertungen
- Practica de Torneado 6 EXCENTRICADokument4 SeitenPractica de Torneado 6 EXCENTRICABrayan Blanco MontesNoch keine Bewertungen
- Procesos de Corte - SoldaduraDokument12 SeitenProcesos de Corte - SoldaduraTania Gonzalez100% (1)
- SOLDADURADokument6 SeitenSOLDADURALucero GuillermoNoch keine Bewertungen
- Soldadura Por Arco Con Gas y Electrodo de TungstenoDokument29 SeitenSoldadura Por Arco Con Gas y Electrodo de TungstenoClaritaNoch keine Bewertungen
- Informe Afilado de BurilesDokument4 SeitenInforme Afilado de BurilesJhon Sebastian RodriguezNoch keine Bewertungen
- Manual Del Soldador 1 PDFDokument138 SeitenManual Del Soldador 1 PDFhellboy14dd100% (1)
- ESCARIADORDokument29 SeitenESCARIADORjeiner0% (1)
- Tratamientos Termicos AvanceDokument6 SeitenTratamientos Termicos AvanceFRANZ0% (1)
- Técnicas de Limado y Técnicas de TaladradoDokument10 SeitenTécnicas de Limado y Técnicas de TaladradoGoiida RiivazNoch keine Bewertungen
- Ejercicios de Soldadura FuerteDokument5 SeitenEjercicios de Soldadura FuerteYoanela VargasNoch keine Bewertungen
- Clasificacion e Identificación de Los ElectrodosDokument4 SeitenClasificacion e Identificación de Los ElectrodosJuan Carlos LasdicaNoch keine Bewertungen
- Tema 16 - Procesos de Corte y Preparacion de BordesDokument140 SeitenTema 16 - Procesos de Corte y Preparacion de BordesCarlos Quispe MartinezNoch keine Bewertungen
- Tema 4 Diferentes Tipos de Chapas de Metal y Sus Múltiples UsosDokument3 SeitenTema 4 Diferentes Tipos de Chapas de Metal y Sus Múltiples UsosJose Manuel Lopez100% (1)
- Informe N°2 Posiciones de SoldaduraDokument27 SeitenInforme N°2 Posiciones de SoldaduraChristhyan VillaNoch keine Bewertungen
- Curso de Soldadura Basica en Lima TecsupDokument3 SeitenCurso de Soldadura Basica en Lima TecsupCarlos Alfredo LauraNoch keine Bewertungen
- Relleno de Varias CapasDokument57 SeitenRelleno de Varias CapasHolaSoyJhanferSotomayor100% (1)
- Dibujo - Simbologia de SoldaduraDokument12 SeitenDibujo - Simbologia de SoldadurampiumettiNoch keine Bewertungen
- PROYECTO ELEMENTOS ApaDokument9 SeitenPROYECTO ELEMENTOS ApablancaNoch keine Bewertungen
- Tratamientos Termoquímicos de Carbonitrurado, Cementado, Nitrurado.Dokument3 SeitenTratamientos Termoquímicos de Carbonitrurado, Cementado, Nitrurado.José Ed MendozaNoch keine Bewertungen
- Electrodo E6013Dokument3 SeitenElectrodo E6013Daniel Del CarpioNoch keine Bewertungen
- 2da Evaluacion - SoldaduraDokument6 Seiten2da Evaluacion - SoldaduraJunior De la cruzNoch keine Bewertungen
- Tecnicas de CorteDokument21 SeitenTecnicas de CortePaco HidalgoNoch keine Bewertungen
- Proceso Gtaw SenaDokument29 SeitenProceso Gtaw SenaLIBARDO LAGOSNoch keine Bewertungen
- Guía de Soldadura de Aluminio Con OxiacetilenoDokument5 SeitenGuía de Soldadura de Aluminio Con OxiacetilenoNicolas Prado OrellanaNoch keine Bewertungen
- Forja en CalienteDokument13 SeitenForja en Calienteroxx2909Noch keine Bewertungen
- Soldadura Por ElectroescoriaDokument5 SeitenSoldadura Por ElectroescoriaPabloNoch keine Bewertungen
- Diámetro Del Electrodo y Espesor Del MaterialDokument19 SeitenDiámetro Del Electrodo y Espesor Del MaterialHugo Alfredo Ordóñez Chocano100% (1)
- 1.1. Uniones Soldadas A Tope Y de Filete: IntegrantesDokument18 Seiten1.1. Uniones Soldadas A Tope Y de Filete: IntegrantesAmairani Basulto100% (1)
- Libro-Seguridad en El Proceso SmawDokument6 SeitenLibro-Seguridad en El Proceso SmawCristian SanchezNoch keine Bewertungen
- El ElectrodoDokument19 SeitenEl ElectrodoBea HeNoch keine Bewertungen
- Soldadura Manual Por ElectrodoDokument8 SeitenSoldadura Manual Por ElectrodoEd MartiNoch keine Bewertungen
- Caracteristicas y Des de Los Electrodos Mas UsadosDokument5 SeitenCaracteristicas y Des de Los Electrodos Mas UsadosOtoniel_Alejan_5139Noch keine Bewertungen
- Clasificación de Electrodos RevestidosDokument10 SeitenClasificación de Electrodos RevestidosangelNoch keine Bewertungen
- Numeración de ElectrodosDokument17 SeitenNumeración de Electrodoshectorarenas100% (1)
- Tipo de Revestimiento de Los ElectrodosDokument4 SeitenTipo de Revestimiento de Los Electrodos72548594Noch keine Bewertungen
- Tarea Individual Tipos de Revestimiento de Los ElectrodosDokument5 SeitenTarea Individual Tipos de Revestimiento de Los Electrodos72548594Noch keine Bewertungen
- Academia Francisco Marroquin 2016 PendDokument2 SeitenAcademia Francisco Marroquin 2016 PendDarnely RivasNoch keine Bewertungen
- RespetoDokument7 SeitenRespetoDarnely RivasNoch keine Bewertungen
- 5 Derechos DemocráticosDokument1 Seite5 Derechos DemocráticosDarnely RivasNoch keine Bewertungen
- Loteria y RifasDokument9 SeitenLoteria y RifasDarnely RivasNoch keine Bewertungen
- Academia Comercial de Mecanografia, ListadoDokument3 SeitenAcademia Comercial de Mecanografia, ListadoDarnely RivasNoch keine Bewertungen
- Imagenes 12Dokument3 SeitenImagenes 12Darnely RivasNoch keine Bewertungen
- Academia Comercial de Mecanografia, ListadoDokument3 SeitenAcademia Comercial de Mecanografia, ListadoDarnely RivasNoch keine Bewertungen
- Vocabulario Garifuna, ArinaDokument3 SeitenVocabulario Garifuna, ArinaDarnely Rivas100% (2)
- Academia Comercial de Mecanografia, ListadoDokument3 SeitenAcademia Comercial de Mecanografia, ListadoDarnely RivasNoch keine Bewertungen
- Tu Sueño Es Tu DestinoDokument1 SeiteTu Sueño Es Tu DestinoDarnely RivasNoch keine Bewertungen
- 5 CuentosDokument1 Seite5 CuentosDarnely RivasNoch keine Bewertungen
- Palabras AgudasDokument5 SeitenPalabras AgudasDarnely RivasNoch keine Bewertungen
- Biomas de CentroaméricaDokument5 SeitenBiomas de CentroaméricaYurandir Arias78% (9)
- Tipo de Presupuesto EmpresarialDokument3 SeitenTipo de Presupuesto EmpresarialDarnely RivasNoch keine Bewertungen
- 5 RimasDokument2 Seiten5 RimasDarnely RivasNoch keine Bewertungen
- CaerDokument3 SeitenCaerDarnely RivasNoch keine Bewertungen
- Dibujos para ColorearDokument2 SeitenDibujos para ColorearDarnely RivasNoch keine Bewertungen
- Balon Ces ToDokument2 SeitenBalon Ces ToDarnely RivasNoch keine Bewertungen
- Letras Del AbecedarioDokument1 SeiteLetras Del AbecedarioDarnely RivasNoch keine Bewertungen
- 20 Instituciones de ReciclajeDokument8 Seiten20 Instituciones de ReciclajeDarnely RivasNoch keine Bewertungen
- Carreras de Relevos 4x400 La Prueba deDokument1 SeiteCarreras de Relevos 4x400 La Prueba deDarnely RivasNoch keine Bewertungen
- Baile Regional de JapónDokument2 SeitenBaile Regional de JapónDarnely RivasNoch keine Bewertungen
- La Historia Del MaízDokument1 SeiteLa Historia Del MaízDarnely RivasNoch keine Bewertungen
- Que Es CáncerDokument5 SeitenQue Es CáncerDarnely RivasNoch keine Bewertungen
- Que Es La Planificación AdministrativaDokument2 SeitenQue Es La Planificación AdministrativaDarnely RivasNoch keine Bewertungen
- El AcneDokument1 SeiteEl AcneDarnely RivasNoch keine Bewertungen
- Valores ÉticosDokument1 SeiteValores ÉticosDarnely RivasNoch keine Bewertungen
- Mantenga La Salud en El TrabajoDokument2 SeitenMantenga La Salud en El TrabajoDarnely RivasNoch keine Bewertungen
- El AcneDokument1 SeiteEl AcneDarnely RivasNoch keine Bewertungen
- Acuerdo CREE 64 2023 Modificaciones Al RLGIE Aprobación Informe de Resultados CREE CP 04 2022 NT Accesoconexión y Uso 1Dokument58 SeitenAcuerdo CREE 64 2023 Modificaciones Al RLGIE Aprobación Informe de Resultados CREE CP 04 2022 NT Accesoconexión y Uso 1admconstructoracascoNoch keine Bewertungen
- Catalogo Chardon Boquilla Inserto PDFDokument2 SeitenCatalogo Chardon Boquilla Inserto PDFJennyfer JanineNoch keine Bewertungen
- Resumen Instrumentación IRDokument6 SeitenResumen Instrumentación IRKristho GómezNoch keine Bewertungen
- Ciencia-Ficha de Trabajo - El AguaDokument2 SeitenCiencia-Ficha de Trabajo - El AguaMilagros Del Pilar Solis TelloNoch keine Bewertungen
- Disponible VtayComprometido584Dokument55 SeitenDisponible VtayComprometido584jose floresNoch keine Bewertungen
- Ventajas y Desventajhas de Las Maquinas Simple y CompuestasDokument2 SeitenVentajas y Desventajhas de Las Maquinas Simple y CompuestasPlaneta CiberNoch keine Bewertungen
- Resumen e Introducción - Articulo Ciudades InteligentesDokument1 SeiteResumen e Introducción - Articulo Ciudades InteligentesPaula RodriguezNoch keine Bewertungen
- PreguntasDokument5 SeitenPreguntasSergio VelasquezNoch keine Bewertungen
- Modernización de Refinería Talara - Ing. Jhonny Orizano PérezDokument30 SeitenModernización de Refinería Talara - Ing. Jhonny Orizano PérezJhonny Alex Orizano Pérez100% (1)
- Foda TermoelectricaDokument10 SeitenFoda TermoelectricaleidyNoch keine Bewertungen
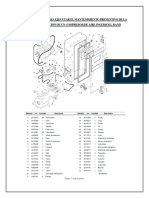
- Procedimiento para Ejecutar El Mantenimiento Preventivo en Compresor de Aire Ingersoll RandDokument11 SeitenProcedimiento para Ejecutar El Mantenimiento Preventivo en Compresor de Aire Ingersoll RandCarlos Cristancho ClavijoNoch keine Bewertungen
- Abrir Parte 1 Termoquim 2Dokument19 SeitenAbrir Parte 1 Termoquim 2perezalexa181Noch keine Bewertungen
- Manual Usuario RTR160 PDFDokument64 SeitenManual Usuario RTR160 PDFCamilo Andres Penagos S.Noch keine Bewertungen
- Ecuación de Pierlens NabarroDokument6 SeitenEcuación de Pierlens NabarroDiego Frias ParedesNoch keine Bewertungen
- NeumaticaDokument15 SeitenNeumaticaesteban rojasNoch keine Bewertungen
- Termorresistencia de EnzimasDokument14 SeitenTermorresistencia de EnzimasCrisThianElvisNoch keine Bewertungen
- Manual Motores CiDokument9 SeitenManual Motores CiAnonymous 8hlL8HgcNoch keine Bewertungen
- ACT 3 - AUDITORIA ANALISIS DE CASO y MATRIZ DE RIESGO - GRUPO 2 - NRC 7912Dokument17 SeitenACT 3 - AUDITORIA ANALISIS DE CASO y MATRIZ DE RIESGO - GRUPO 2 - NRC 7912MONICA GAMA RODRIGUEZNoch keine Bewertungen
- Formularios de Mecanica de Los MaterialesDokument23 SeitenFormularios de Mecanica de Los MaterialesimeldoNoch keine Bewertungen
- Folleto Plafones ArmstrongDokument3 SeitenFolleto Plafones ArmstrongJavier ContrerasNoch keine Bewertungen
- Cuadernillo 6 Ley de Induccion de FaradayDokument4 SeitenCuadernillo 6 Ley de Induccion de FaradayANDREA ROCIO MARQUEZ ALFARONoch keine Bewertungen
- (Wackerly, Mendenhall, Scheaffer) Estadistica Matematica Con Aplicaciones pp111-112Dokument2 Seiten(Wackerly, Mendenhall, Scheaffer) Estadistica Matematica Con Aplicaciones pp111-112LUIS FELIPE MOSQUERA HERNANDEZNoch keine Bewertungen
- PRACTICA 4 de Maquinas Eléctricas IDokument5 SeitenPRACTICA 4 de Maquinas Eléctricas ILuis Benjamin Mendoza BallinesNoch keine Bewertungen
- Turbinas Turgo - Vinueza ErickDokument3 SeitenTurbinas Turgo - Vinueza ErickErick VinuezaNoch keine Bewertungen
- Desactivacion de CatalizadoresDokument16 SeitenDesactivacion de CatalizadoresAngelo VarelaNoch keine Bewertungen
- Investigacion 16 Junio 2021Dokument76 SeitenInvestigacion 16 Junio 2021INCADELC INGENIEROSNoch keine Bewertungen