Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- BuildingDokument136 SeitenBuildingMohan Krishna100% (2)
- BHEL ET Civil 2019Dokument70 SeitenBHEL ET Civil 2019Mohit KumarNoch keine Bewertungen
- Resume PramodDokument3 SeitenResume PramodMohit KumarNoch keine Bewertungen
- Wi Fi RegistrationDokument3 SeitenWi Fi RegistrationMohit KumarNoch keine Bewertungen
- 3.1 EdmDokument60 Seiten3.1 EdmMohit KumarNoch keine Bewertungen
- Exp 5 - PDF Acidity of WaterDokument14 SeitenExp 5 - PDF Acidity of WaterYogendra PatilNoch keine Bewertungen
- ComparatorsDokument37 SeitenComparatorsTejwinderSinghNoch keine Bewertungen
- Errata Sheet Heat 4e September 2013 For Posting Second PrintingDokument5 SeitenErrata Sheet Heat 4e September 2013 For Posting Second PrintingMohit KumarNoch keine Bewertungen
- ME305 - Mechanical Measurements 10. Design of ExperiementsDokument6 SeitenME305 - Mechanical Measurements 10. Design of ExperiementsMohit KumarNoch keine Bewertungen
- Exhaust Emission Formation and ControlDokument24 SeitenExhaust Emission Formation and ControlMohit KumarNoch keine Bewertungen
- Awt After MidsDokument20 SeitenAwt After MidsMohit KumarNoch keine Bewertungen
- First Second OrderDokument41 SeitenFirst Second OrderWesNamtrowNoch keine Bewertungen
- ME305 - Mechanical Measurements 6. Thermal and Transport Property MeasurementDokument28 SeitenME305 - Mechanical Measurements 6. Thermal and Transport Property MeasurementMohit KumarNoch keine Bewertungen
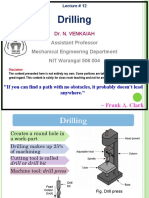
- DrillingDokument43 SeitenDrillingMohit KumarNoch keine Bewertungen
- Biofuels: Dr. G.Naga SrinivasuluDokument21 SeitenBiofuels: Dr. G.Naga SrinivasuluMohit KumarNoch keine Bewertungen
- DrillingDokument43 SeitenDrillingMohit KumarNoch keine Bewertungen
- Weldability of Alluminium Cast IronDokument13 SeitenWeldability of Alluminium Cast IronMohit KumarNoch keine Bewertungen
- 01 Milling 2Dokument23 Seiten01 Milling 2Mohit KumarNoch keine Bewertungen
- FSWDokument24 SeitenFSWMohit KumarNoch keine Bewertungen
- 02 Dividing HeadDokument22 Seiten02 Dividing HeadMohit KumarNoch keine Bewertungen
- Surface RoughnessDokument16 SeitenSurface RoughnessMohit KumarNoch keine Bewertungen
- Screw Thread Measurement-Pvk (Compatibility Mode)Dokument9 SeitenScrew Thread Measurement-Pvk (Compatibility Mode)Mohit KumarNoch keine Bewertungen
- Mechanical Vibrations by V.P. Singh PDFDokument131 SeitenMechanical Vibrations by V.P. Singh PDFmayilsvhec70% (10)
- Industrial Engineering by S K MondalDokument318 SeitenIndustrial Engineering by S K MondalNikhil Batham100% (7)
- 3.2. Gas Welding & CuttingDokument25 Seiten3.2. Gas Welding & CuttingMohit KumarNoch keine Bewertungen
- IES Syllabus For 2015Dokument10 SeitenIES Syllabus For 2015rehenaparbinNoch keine Bewertungen
- Heat Transfer IES GATE IAS 20 Years Question and Answers by S K MondalDokument97 SeitenHeat Transfer IES GATE IAS 20 Years Question and Answers by S K Mondalpriyampatel2185% (13)
- Bidding Form Santos 1Dokument8 SeitenBidding Form Santos 1Eldrianne Louie OponNoch keine Bewertungen
- Ch-19 Gas Welding, Gas Cutting & Arc WeldingDokument184 SeitenCh-19 Gas Welding, Gas Cutting & Arc WeldingDivya Soni0% (1)
- Alloy 309Dokument3 SeitenAlloy 309Branko FerenčakNoch keine Bewertungen
- Flipped Class 8 MaterialsDokument75 SeitenFlipped Class 8 MaterialsMonash MongerNoch keine Bewertungen
- Hart Cooley 2206GS CatalogDokument142 SeitenHart Cooley 2206GS Catalogyapoh91026Noch keine Bewertungen
- Bond and Development Length - ACI 318-19Dokument67 SeitenBond and Development Length - ACI 318-19ahsansaddique100% (2)
- Fiber DiameterDokument8 SeitenFiber DiameterkalvinamyNoch keine Bewertungen
- Waterstops PDFDokument26 SeitenWaterstops PDFjmusopoleNoch keine Bewertungen
- Cement Technology Cement ChemistryDokument22 SeitenCement Technology Cement Chemistryshani5573Noch keine Bewertungen
- 4-Welding Painting Repair-PDokument8 Seiten4-Welding Painting Repair-PNguyen Anh TuanNoch keine Bewertungen
- Design Calculation Of: Base Plate and Anchor BoltDokument4 SeitenDesign Calculation Of: Base Plate and Anchor Bolthanuman sharma0% (1)
- 2 Steel Used in BridgesDokument2 Seiten2 Steel Used in BridgesJay PatelNoch keine Bewertungen
- Analysis and Design of Hostel Building With Special Reference To KrishnagiriDokument11 SeitenAnalysis and Design of Hostel Building With Special Reference To KrishnagiriCHEIF EDITORNoch keine Bewertungen
- Extrusion Dies Design PDFDokument9 SeitenExtrusion Dies Design PDFR.SeetharamaiahNoch keine Bewertungen
- Architectural CatalogDokument20 SeitenArchitectural CatalogSaira AsimNoch keine Bewertungen
- ASTM453Dokument1 SeiteASTM453EderNoch keine Bewertungen
- Inbal - Deluge Valve Pressure Control 03-13 CR01Dokument4 SeitenInbal - Deluge Valve Pressure Control 03-13 CR01pvalverdea2014Noch keine Bewertungen
- Code of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresDokument39 SeitenCode of Practice For Design Loads (Other Than Earthquake) For Buildings and StructuresIshor ThapaNoch keine Bewertungen
- White Topping To B. TDokument12 SeitenWhite Topping To B. TMuthusamy ArumugamNoch keine Bewertungen
- AENOR Product Certificate: PlasticsDokument2 SeitenAENOR Product Certificate: PlasticsEliud RodriguezNoch keine Bewertungen
- Ugiweb 52492Dokument5 SeitenUgiweb 52492badrNoch keine Bewertungen
- Peri Skydeck Ply: The Adaptable Slab Formwork With Drophead For PlywoodDokument20 SeitenPeri Skydeck Ply: The Adaptable Slab Formwork With Drophead For PlywoodTerry CheungNoch keine Bewertungen
- WPS - 021Dokument13 SeitenWPS - 021MAT-LIONNoch keine Bewertungen
- Casting?: Casting Is A Manufacturing Process by Which A LiquidDokument28 SeitenCasting?: Casting Is A Manufacturing Process by Which A LiquidSaurabh TripathiNoch keine Bewertungen
- Pgca-Pi-Bod-1-002 - C2 - 2 Piping Design PremiseDokument52 SeitenPgca-Pi-Bod-1-002 - C2 - 2 Piping Design PremiseAnil kumarNoch keine Bewertungen
- ANH Europe Seminar 2012 1Dokument208 SeitenANH Europe Seminar 2012 1Abdullrahman AlzahraniNoch keine Bewertungen
- Building Workshop No. 3Dokument2 SeitenBuilding Workshop No. 3JUN TING SEOWNoch keine Bewertungen
- Ferrite Bainite SteelsDokument6 SeitenFerrite Bainite SteelsK S RamakrishnaNoch keine Bewertungen
- Steel Authority of India LTDDokument3 SeitenSteel Authority of India LTDGururaj AvNoch keine Bewertungen