Das könnte Ihnen auch gefallen
- Fanuc 6M Alarm CodesDokument7 SeitenFanuc 6M Alarm CodesKrassi GlogovskiNoch keine Bewertungen
- DX-32 Start Up Procedures PDFDokument18 SeitenDX-32 Start Up Procedures PDFkenNoch keine Bewertungen
- Instalacion y Mantenimiento Telesis TMP1700 (Ingles)Dokument36 SeitenInstalacion y Mantenimiento Telesis TMP1700 (Ingles)juan carlos100% (1)
- PSR-TRISAFE-M Manual PDFDokument126 SeitenPSR-TRISAFE-M Manual PDFwiruNoch keine Bewertungen
- Colchester Dominion Lathe-ManualDokument35 SeitenColchester Dominion Lathe-ManualTony FitzgeraldNoch keine Bewertungen
- Thunderbolt Ac DCDokument44 SeitenThunderbolt Ac DCmarcos crNoch keine Bewertungen
- SMW Spacer Barfeed 2003manual PDFDokument102 SeitenSMW Spacer Barfeed 2003manual PDF323ci100% (2)
- Haas EC Series Operators ManualDokument307 SeitenHaas EC Series Operators ManualsunhuynhNoch keine Bewertungen
- BNP C3015 PDFDokument231 SeitenBNP C3015 PDFibraheemNoch keine Bewertungen
- MCV 1300 1100i FANUCDokument84 SeitenMCV 1300 1100i FANUCsunhuynhNoch keine Bewertungen
- 118 - Puma 240Dokument24 Seiten118 - Puma 240TombongNoch keine Bewertungen
- 65142E04Dokument316 Seiten65142E04ccqyugaoNoch keine Bewertungen
- Biax ManualDokument16 SeitenBiax Manualtm100% (1)
- SIMODRIVE 611 Analog PDFDokument399 SeitenSIMODRIVE 611 Analog PDFOmer Farooq100% (4)
- Fadal Commands PDFDokument2 SeitenFadal Commands PDFMustafa Kenan çelikNoch keine Bewertungen
- Eumach VMC-1100 VERTICAL CNC MACHINING CENTERDokument80 SeitenEumach VMC-1100 VERTICAL CNC MACHINING CENTERLuis OliveiraNoch keine Bewertungen
- Short Guide Programming Sinumerik 840DDokument101 SeitenShort Guide Programming Sinumerik 840DIlija BozovicNoch keine Bewertungen
- NC Mill SFTWR ManualDokument100 SeitenNC Mill SFTWR ManualPham LongNoch keine Bewertungen
- DSC NEO ProgrammingDokument2 SeitenDSC NEO ProgrammingJaime Hernandez HernandezNoch keine Bewertungen
- Powerscreen Crushing Range USE FOR ALL MODELSDokument25 SeitenPowerscreen Crushing Range USE FOR ALL MODELSFreddy AlgabaNoch keine Bewertungen
- EZCAD 2.7.6 Software Manual PDFDokument141 SeitenEZCAD 2.7.6 Software Manual PDFtrkhan1230% (1)
- Gs 3 MDokument316 SeitenGs 3 MNazielNoch keine Bewertungen
- Gsk980tdb User Manual 20090901Dokument453 SeitenGsk980tdb User Manual 20090901Sandrita Marisol Chasiluisa100% (2)
- FADAL SpecificationsDokument44 SeitenFADAL Specificationspopious_j_pitoNoch keine Bewertungen
- Owner'S Manual Manuel Du Propriétaire BedienungsanleitungDokument72 SeitenOwner'S Manual Manuel Du Propriétaire Bedienungsanleitungpit-omarhotmail.com hernandezNoch keine Bewertungen
- enDokument306 SeitenenAshok PatelNoch keine Bewertungen
- PAS3 Instruction ManualDokument19 SeitenPAS3 Instruction ManualMaitry ShahNoch keine Bewertungen
- VMC 4020Dokument11 SeitenVMC 4020Arul SakthiNoch keine Bewertungen
- ProgManual - DXF (EZ Trak Programming and Operating Manual-March 2001)Dokument289 SeitenProgManual - DXF (EZ Trak Programming and Operating Manual-March 2001)Mike Ham100% (1)
- Operators Manual: Victor 2 / Victor 2 Plus / Victor 2 SuperDokument55 SeitenOperators Manual: Victor 2 / Victor 2 Plus / Victor 2 SuperToniNoch keine Bewertungen
- HNC-8 User Manual-Milling System (Operation) PDFDokument144 SeitenHNC-8 User Manual-Milling System (Operation) PDFbhlebarovNoch keine Bewertungen
- Troubleshooting Manual For I/O Link Communication Alarm: (System Alarm PC050/PC150/971)Dokument22 SeitenTroubleshooting Manual For I/O Link Communication Alarm: (System Alarm PC050/PC150/971)huutan12345Noch keine Bewertungen
- Centurion 7 CNC Programming Manual 10208.ru - enDokument532 SeitenCenturion 7 CNC Programming Manual 10208.ru - enPete Redmond0% (1)
- 1999 Dodge CodesDokument23 Seiten1999 Dodge CodesNoel Spangenburg100% (1)
- CypNest User Manual - enDokument29 SeitenCypNest User Manual - enodhiles1Noch keine Bewertungen
- ECO Studio Operation Manual ECOVARIO ECOSTEP 090625 EnglDokument124 SeitenECO Studio Operation Manual ECOVARIO ECOSTEP 090625 EnglSorescu Alexandru GabrielNoch keine Bewertungen
- Mill and Lathe Service Manual. ElectricDokument242 SeitenMill and Lathe Service Manual. ElectricNguyễn Khắc Lợi100% (1)
- Hardinge Spindle Bearing Replacement PDFDokument4 SeitenHardinge Spindle Bearing Replacement PDFJayakrishnaNoch keine Bewertungen
- DX100 MaintenceDokument729 SeitenDX100 MaintenceAntonio Lucas0% (1)
- Manual Contorl CNCDokument89 SeitenManual Contorl CNCSebastian Almaraz UnzuetaNoch keine Bewertungen
- Motoman XRC 2001 Control With Auto AxcessDokument24 SeitenMotoman XRC 2001 Control With Auto AxcessEduardo Castillo ZuñigaNoch keine Bewertungen
- Bm109 Series: 1500W Auto-Focusing Laser Cutting Heads User ManualDokument25 SeitenBm109 Series: 1500W Auto-Focusing Laser Cutting Heads User ManualNelson David Guzman AdamesNoch keine Bewertungen
- Fanuc TimelineDokument1 SeiteFanuc TimelineKen Lee100% (2)
- Anilam 4200t CNC Programming and Operations ManualDokument355 SeitenAnilam 4200t CNC Programming and Operations ManualAlexandru PrecupNoch keine Bewertungen
- English - Lathe NGC - Operator's Manual - 2018Dokument456 SeitenEnglish - Lathe NGC - Operator's Manual - 2018Francisco Salas GalvánNoch keine Bewertungen
- Fanuc Series 0 MB Fanuc Series 00 MB Operator S ManualDokument540 SeitenFanuc Series 0 MB Fanuc Series 00 MB Operator S ManualRicardoPagésMarínNoch keine Bewertungen
- COM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204 PDFDokument92 SeitenCOM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204 PDFHakan Blg100% (1)
- Doosan Servo Driven Tail Stock MANUAL - ENGDokument5 SeitenDoosan Servo Driven Tail Stock MANUAL - ENGmarkoskitp100% (1)
- 2361Dokument103 Seiten2361Alen AnušićNoch keine Bewertungen
- Ponz Controller Fanuc Oi PF ManualDokument89 SeitenPonz Controller Fanuc Oi PF ManualRose Ann C. RofuliNoch keine Bewertungen
- 66102en 10Dokument235 Seiten66102en 10Relu Chiru100% (1)
- Renishaw enDokument193 SeitenRenishaw en2000dannyelNoch keine Bewertungen
- Como Se Genera Un Rayo LaserDokument51 SeitenComo Se Genera Un Rayo Laseryoyo5050% (2)
- Sigma 1 - Axis Servo Motor and Cables - Troubleshooting GuideDokument3 SeitenSigma 1 - Axis Servo Motor and Cables - Troubleshooting GuideOmar LeonNoch keine Bewertungen
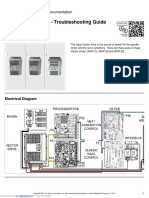
- Vector Drive - Troubleshooting Guide: Haas Technical DocumentationDokument7 SeitenVector Drive - Troubleshooting Guide: Haas Technical DocumentationViruzeNoch keine Bewertungen
- Vector Drive Troubleshooting GuideDokument9 SeitenVector Drive Troubleshooting GuideIsrael Martinez AlonsoNoch keine Bewertungen
- COMMANDER HF-2500/ HF-2500 MAGNUM Linear Amplifier: Command Technologies, IncDokument22 SeitenCOMMANDER HF-2500/ HF-2500 MAGNUM Linear Amplifier: Command Technologies, IncSergio Eduardo FreitasNoch keine Bewertungen
- IPU Comparison SheetDokument1 SeiteIPU Comparison SheetAndres VelascoNoch keine Bewertungen
- Eja 8FDokument16 SeitenEja 8FLuis Oswaldo Roa PerezNoch keine Bewertungen
- Manual Arduino UnoDokument8 SeitenManual Arduino UnoNuwando IbrahimaNoch keine Bewertungen
- Nantong Shuangyang Machine ToolDokument2 SeitenNantong Shuangyang Machine ToolOmar LeonNoch keine Bewertungen
- TECO HUEB-11K Start - Stop Enclosed Motor StarterDokument4 SeitenTECO HUEB-11K Start - Stop Enclosed Motor StarterOmar LeonNoch keine Bewertungen
- 74HC4051 74HCT4051: 1 General DescriptionDokument32 Seiten74HC4051 74HCT4051: 1 General Descriptiong6hNoch keine Bewertungen
- 74HC4051 74HCT4051: 1 General DescriptionDokument32 Seiten74HC4051 74HCT4051: 1 General Descriptiong6hNoch keine Bewertungen
- WTCPT ManualDokument4 SeitenWTCPT ManualOmar LeonNoch keine Bewertungen
- 74HC4052D Datasheet en 20160912Dokument13 Seiten74HC4052D Datasheet en 20160912Leonardo PeñaNoch keine Bewertungen
- 2000IWDokument4 Seiten2000IWOmar Leon100% (1)
- Tle 2024Dokument80 SeitenTle 2024Omar LeonNoch keine Bewertungen
- Sigma 1 - Axis Servo Motor and Cables - Troubleshooting GuideDokument3 SeitenSigma 1 - Axis Servo Motor and Cables - Troubleshooting GuideOmar LeonNoch keine Bewertungen
- DECKELDokument2 SeitenDECKELOmar LeonNoch keine Bewertungen
- 390AHD User Manual PDFDokument8 Seiten390AHD User Manual PDFOmar LeonNoch keine Bewertungen
- EFDokument14 SeitenEFOmar LeonNoch keine Bewertungen
- MG50J6ES50: High Power Switching Applications Motor Control ApplicationsDokument7 SeitenMG50J6ES50: High Power Switching Applications Motor Control ApplicationsOmar LeonNoch keine Bewertungen
- Model Lien Yu G SeriesDokument5 SeitenModel Lien Yu G SeriesOmar LeonNoch keine Bewertungen
- LTC 905 Instruction ManualDokument22 SeitenLTC 905 Instruction Manualvk3ymeNoch keine Bewertungen
- True RMS Bench Multimeters: Data SheetDokument5 SeitenTrue RMS Bench Multimeters: Data SheetOmar LeonNoch keine Bewertungen
- DS 22080 0003 enDokument1 SeiteDS 22080 0003 enOmar LeonNoch keine Bewertungen
- 2831Eand5491B ManualDokument78 Seiten2831Eand5491B ManualOmar LeonNoch keine Bewertungen
- Model Lien Yu D SeriesDokument6 SeitenModel Lien Yu D SeriesOmar LeonNoch keine Bewertungen
- DS 22080 0003 enDokument1 SeiteDS 22080 0003 enOmar LeonNoch keine Bewertungen
- GN 614-NiDokument1 SeiteGN 614-NiOmar LeonNoch keine Bewertungen
- GN 614-NiDokument1 SeiteGN 614-NiOmar LeonNoch keine Bewertungen
- Ps21867 P OriginalDokument6 SeitenPs21867 P OriginalOmar LeonNoch keine Bewertungen
- DA98B AC Servo Driver PDFDokument2 SeitenDA98B AC Servo Driver PDFOmar LeonNoch keine Bewertungen
- Flash BurningDokument2 SeitenFlash BurningOmar LeonNoch keine Bewertungen
- Ps 21 A 79Dokument10 SeitenPs 21 A 79Omar LeonNoch keine Bewertungen
- Fluke 179 Supplement Users ManualDokument4 SeitenFluke 179 Supplement Users Manualxlam99Noch keine Bewertungen
- Fluke 179 Supplement Calibration InformationDokument3 SeitenFluke 179 Supplement Calibration Informationxlam99Noch keine Bewertungen
- Head InjuryDokument7 SeitenHead InjuryRoshan Ghimire100% (1)
- Attery: User Guide Dict Release 2020Dokument47 SeitenAttery: User Guide Dict Release 2020diegoNoch keine Bewertungen
- 4.3.6. Changing The Parameters of A Volume GroupDokument2 Seiten4.3.6. Changing The Parameters of A Volume GroupNitesh KohliNoch keine Bewertungen
- Storey Publishing Fall 2017 CatalogDokument108 SeitenStorey Publishing Fall 2017 CatalogStorey PublishingNoch keine Bewertungen
- Caltech RefDokument308 SeitenCaltech RefSukrit ChatterjeeNoch keine Bewertungen
- Cofee Table Book - Hayyan - Alef GroupDokument58 SeitenCofee Table Book - Hayyan - Alef GroupMustafa GelenovNoch keine Bewertungen
- In Partial Fulfillment of The Requirements in Care of Older Adult (NCM 114)Dokument2 SeitenIn Partial Fulfillment of The Requirements in Care of Older Adult (NCM 114)Karen TangNoch keine Bewertungen
- The Bible Does Not Condemn Premarital SexDokument16 SeitenThe Bible Does Not Condemn Premarital SexKeith502100% (3)
- 07 Lejano vs. People (95 PAGES!)Dokument95 Seiten07 Lejano vs. People (95 PAGES!)noonalawNoch keine Bewertungen
- Second Grading EappDokument2 SeitenSecond Grading EappConnieRoseRamos100% (2)
- Openfire XXMPP Server On Windows Server 2012 R2Dokument9 SeitenOpenfire XXMPP Server On Windows Server 2012 R2crobertoNoch keine Bewertungen
- India Marine Insurance Act 1963Dokument21 SeitenIndia Marine Insurance Act 1963Aman GroverNoch keine Bewertungen
- Articles 62 & 63: Presented By: Muhammad Saad Umar FROM: BS (ACF) - B 2K20Dokument10 SeitenArticles 62 & 63: Presented By: Muhammad Saad Umar FROM: BS (ACF) - B 2K20Muhammad Saad UmarNoch keine Bewertungen
- Carbon Facial Copies of SlidesDokument33 SeitenCarbon Facial Copies of Slides77yr72cdh6Noch keine Bewertungen
- Radiography Safety ProcedureDokument9 SeitenRadiography Safety ProcedureأحمدآلزهوNoch keine Bewertungen
- Reaction PaperDokument3 SeitenReaction PaperCecille Robles San JoseNoch keine Bewertungen
- Arsu and AzizoDokument123 SeitenArsu and AzizoZebu BlackNoch keine Bewertungen
- Pace, ART 102, Week 6, Etruscan, Roman Arch. & SculpDokument36 SeitenPace, ART 102, Week 6, Etruscan, Roman Arch. & SculpJason ByrdNoch keine Bewertungen
- GST 101 Exam Past QuestionsDokument6 SeitenGST 101 Exam Past QuestionsBenjamin Favour100% (2)
- Institute of Actuaries of India: Subject CT3-Probability and Mathematical Statistics May 2008 ExaminationDokument10 SeitenInstitute of Actuaries of India: Subject CT3-Probability and Mathematical Statistics May 2008 ExaminationeuticusNoch keine Bewertungen
- The Role of Personalization, Engagement and Trust in Online CommunitiesDokument17 SeitenThe Role of Personalization, Engagement and Trust in Online CommunitiesAbiNoch keine Bewertungen
- Muslim Law Full Notes 2Dokument32 SeitenMuslim Law Full Notes 2joshi A rahulNoch keine Bewertungen
- Social Consequences of UnemploymentDokument3 SeitenSocial Consequences of UnemploymentvillafuerteviNoch keine Bewertungen
- Aruego, Jr. v. Court of Appeals, G.R. No. 112193, March 13, 1996Dokument5 SeitenAruego, Jr. v. Court of Appeals, G.R. No. 112193, March 13, 1996hello kitty black and whiteNoch keine Bewertungen
- 38 Page 2046 2159 PDFDokument114 Seiten38 Page 2046 2159 PDFAkansha SharmaNoch keine Bewertungen
- PsychFirstAidSchools PDFDokument186 SeitenPsychFirstAidSchools PDFAna ChicasNoch keine Bewertungen
- Nurse-Patient Trust RelationshipDokument12 SeitenNurse-Patient Trust RelationshipMarina Costa100% (1)
- Week9 Phylum NemathelminthesDokument26 SeitenWeek9 Phylum NemathelminthesCzerinne Angela Justinne AlarillaNoch keine Bewertungen
- Olinger v. The Church of Jesus Christ of Latter Day Saints Et Al - Document No. 1Dokument4 SeitenOlinger v. The Church of Jesus Christ of Latter Day Saints Et Al - Document No. 1Justia.comNoch keine Bewertungen
- Spouses Aggabao V. Parulan, Jr. and Parulan G.R. No. 165803, (September 1, 2010) Doctrine (S)Dokument9 SeitenSpouses Aggabao V. Parulan, Jr. and Parulan G.R. No. 165803, (September 1, 2010) Doctrine (S)RJNoch keine Bewertungen