Das könnte Ihnen auch gefallen
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationVon EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationNoch keine Bewertungen
- Sfi AssignmentDokument6 SeitenSfi Assignmentshubham tiwariNoch keine Bewertungen
- Reaching Zero with Renewables: Biojet FuelsVon EverandReaching Zero with Renewables: Biojet FuelsNoch keine Bewertungen
- Technology For A Low Carbon Future Full ReportDokument37 SeitenTechnology For A Low Carbon Future Full ReportGreatNoch keine Bewertungen
- Associated Gas Utilization Via MiniGTL Jan 2014 UpdateDokument37 SeitenAssociated Gas Utilization Via MiniGTL Jan 2014 Updatekurtbk100% (1)
- 01 Amt Environmentally Friendly Technologies and Energy Efficiency enDokument19 Seiten01 Amt Environmentally Friendly Technologies and Energy Efficiency enVidyasenNoch keine Bewertungen
- Refinery - Petrochemicals Master Plan Article - KBRDokument7 SeitenRefinery - Petrochemicals Master Plan Article - KBRstavros7Noch keine Bewertungen
- Chemistry 4.0: Growth Through Innovation in A Transforming WorldDokument29 SeitenChemistry 4.0: Growth Through Innovation in A Transforming WorldFernandoNoch keine Bewertungen
- How To Assess Market Readiness For An Innovative Solution: The Case of Heat Recovery Technologies For SmesDokument16 SeitenHow To Assess Market Readiness For An Innovative Solution: The Case of Heat Recovery Technologies For SmesJhonny Fdo Lopez100% (1)
- Factory of The FutureDokument4 SeitenFactory of The FutureFLMNoch keine Bewertungen
- 2021-11-17 CATF Report Electrolysis FinalDokument40 Seiten2021-11-17 CATF Report Electrolysis Finalle hoai NamNoch keine Bewertungen
- Delivering The Circular Economy: A Toolkit For PolicymakersDokument6 SeitenDelivering The Circular Economy: A Toolkit For PolicymakersАндрей ГнапNoch keine Bewertungen
- 13 809 Future Manufacturing Project Report PDFDokument250 Seiten13 809 Future Manufacturing Project Report PDFinno dan0% (1)
- Adding It Up. The Economic Impact of AMDokument24 SeitenAdding It Up. The Economic Impact of AMJorge OliveiraNoch keine Bewertungen
- Cutting Carbon, Not The Economy: PolicyDokument8 SeitenCutting Carbon, Not The Economy: PolicyBruegelNoch keine Bewertungen
- Cefic Review 2009 2010Dokument36 SeitenCefic Review 2009 2010Antonis KallergisNoch keine Bewertungen
- Climate-KIC: Sparking An Innovation Step ChangeDokument20 SeitenClimate-KIC: Sparking An Innovation Step ChangeMatt MaceNoch keine Bewertungen
- Greentech 2018 en BF PDFDokument208 SeitenGreentech 2018 en BF PDFAdel Malek Alessandra GomesNoch keine Bewertungen
- Multi-Modal Transport Networks and LogisticsDokument12 SeitenMulti-Modal Transport Networks and LogisticsornotNoch keine Bewertungen
- Manufacturing-X LongDokument17 SeitenManufacturing-X LongLuis GarcíaNoch keine Bewertungen
- C C C C: Divyajyoti Baral, MBA, 2 0 1 0 Kiit School of ManagementDokument5 SeitenC C C C: Divyajyoti Baral, MBA, 2 0 1 0 Kiit School of ManagementRajendra KansariNoch keine Bewertungen
- The Clean Development Mechanism A Review of The First International Offset ProgramDokument56 SeitenThe Clean Development Mechanism A Review of The First International Offset ProgramSk SinghNoch keine Bewertungen
- Discussion Paper: Future Energy Storage Systems For Mobility ApplicationsDokument48 SeitenDiscussion Paper: Future Energy Storage Systems For Mobility ApplicationsAnedo 1909Noch keine Bewertungen
- Making Zero Emissions Trucking PossibleDokument61 SeitenMaking Zero Emissions Trucking PossiblestanlpNoch keine Bewertungen
- Innovative and Affordable Solutions For The Preventive Conservation of Cultural Heritage IADokument2 SeitenInnovative and Affordable Solutions For The Preventive Conservation of Cultural Heritage IAYusuf SiddiquiNoch keine Bewertungen
- EGEC Policy Paper On Financing GeothermalDokument27 SeitenEGEC Policy Paper On Financing GeothermalBenedikt HorvatNoch keine Bewertungen
- Procurement: ContextDokument6 SeitenProcurement: ContextRabi'atul Adawiyah IsmailNoch keine Bewertungen
- Energy & Climate: A Contribution To The Dialogue On Long Term Cooperative ActionDokument6 SeitenEnergy & Climate: A Contribution To The Dialogue On Long Term Cooperative Actionandrea3332Noch keine Bewertungen
- 2012-11-28 VodafonePartnership en PDFDokument9 Seiten2012-11-28 VodafonePartnership en PDFLuis Augusto CarvalhoNoch keine Bewertungen
- Opportunities in The Indian Wind Energy SectorDokument4 SeitenOpportunities in The Indian Wind Energy SectorRishabh DevNoch keine Bewertungen
- Diversification: A Road To Inefficiency in Product Innovations?Dokument41 SeitenDiversification: A Road To Inefficiency in Product Innovations?rerereNoch keine Bewertungen
- Implementing A Maintenance Strategic Plan Using TPM MethodologyDokument13 SeitenImplementing A Maintenance Strategic Plan Using TPM MethodologyJeyson Lendro ParedesNoch keine Bewertungen
- CMAI Techology Newsletter022011Dokument2 SeitenCMAI Techology Newsletter022011hendri_tayNoch keine Bewertungen
- Making Net Zero Aviation PossibleDokument79 SeitenMaking Net Zero Aviation Possiblescorpion2001glaNoch keine Bewertungen
- Paper Handbook Biomass GasificationDokument4 SeitenPaper Handbook Biomass GasificationArtitaya PatniboonNoch keine Bewertungen
- Roadmap 8 Page Low Res 1Dokument8 SeitenRoadmap 8 Page Low Res 1mymalvernNoch keine Bewertungen
- EY Spotlight On Oil and Gas Megaprojects 2014Dokument16 SeitenEY Spotlight On Oil and Gas Megaprojects 2014gv360100% (2)
- Algae Biofuel DevDokument5 SeitenAlgae Biofuel DevdionkantNoch keine Bewertungen
- Resources, Conservation & Recycling: X: SciencedirectDokument10 SeitenResources, Conservation & Recycling: X: SciencedirectFlorencia AngellicaNoch keine Bewertungen
- WEF Shaping The Future of ConstructionDokument20 SeitenWEF Shaping The Future of Constructionmehdi_hoseineeNoch keine Bewertungen
- Biotech PDFDokument24 SeitenBiotech PDFandigyNoch keine Bewertungen
- 2 Green - Industrial - Policy - Book - Aw - Web (031-040)Dokument10 Seiten2 Green - Industrial - Policy - Book - Aw - Web (031-040)michelin77Noch keine Bewertungen
- 2010 - 02 Biofuels 2020 PDFDokument12 Seiten2010 - 02 Biofuels 2020 PDFteriaxNoch keine Bewertungen
- DNK Energie2018 EDokument54 SeitenDNK Energie2018 Eatul26kumar6897Noch keine Bewertungen
- AT-06376 HP Article Black Swans PMorseDokument2 SeitenAT-06376 HP Article Black Swans PMorseShamsMohdNoch keine Bewertungen
- TitleDokument2 SeitenTitlebilalkhurshid7novNoch keine Bewertungen
- 2133 - Rapport Perriersynthese ENGDokument15 Seiten2133 - Rapport Perriersynthese ENGJeanNoch keine Bewertungen
- Future Manufacturing Project ReportDokument250 SeitenFuture Manufacturing Project Reportabalone789Noch keine Bewertungen
- The Evolution of Flex Fuel Technology in Brazil - The Bosch Case - 2010Dokument12 SeitenThe Evolution of Flex Fuel Technology in Brazil - The Bosch Case - 2010AlexNoch keine Bewertungen
- European Decarb Industry Report ICFDokument52 SeitenEuropean Decarb Industry Report ICFGitan ChopraNoch keine Bewertungen
- Pan-Europe Foods S.ADokument18 SeitenPan-Europe Foods S.Ahmybdr100% (3)
- Implementing A Maintenance Strategic Plan Using TPM MethodologyDokument13 SeitenImplementing A Maintenance Strategic Plan Using TPM MethodologyAlvaro SanchezNoch keine Bewertungen
- J Cor 2017 12 011Dokument38 SeitenJ Cor 2017 12 011Uyên PhạmNoch keine Bewertungen
- Standards Battle: Which Automotive Technology Will Win?Dokument10 SeitenStandards Battle: Which Automotive Technology Will Win?Irfan Farhan SudrajatNoch keine Bewertungen
- Ona 2Dokument24 SeitenOna 2jyothisaiswaroop satuluriNoch keine Bewertungen
- 37 - PHC Final Report 30-8-07 For Approval.3d83dd7cDokument38 Seiten37 - PHC Final Report 30-8-07 For Approval.3d83dd7cbelavelosoNoch keine Bewertungen
- Leadership in Enabling and Industrial Technologies - IntroductionDokument11 SeitenLeadership in Enabling and Industrial Technologies - IntroductionmazonmaxNoch keine Bewertungen
- Imperial College London Innovation For The Low Carbon EconomyDokument42 SeitenImperial College London Innovation For The Low Carbon EconomyJAI SAHITHNoch keine Bewertungen
- Technology Ready or Not Here Comes SustainabilityDokument9 SeitenTechnology Ready or Not Here Comes SustainabilityDisha MathurNoch keine Bewertungen
- Gas To Liquids: Economic StudyDokument6 SeitenGas To Liquids: Economic StudySalah OsmanNoch keine Bewertungen
- Re (Etka: Kombinacije Ventilacijskih Re (Etki I RegulatoraDokument1 SeiteRe (Etka: Kombinacije Ventilacijskih Re (Etki I Regulatorathermosol5416Noch keine Bewertungen
- Hydro-Tower: Minimal Space Requirement - Maximal System EfficiencyDokument2 SeitenHydro-Tower: Minimal Space Requirement - Maximal System Efficiencythermosol5416Noch keine Bewertungen
- Tecnical DocumentationDokument441 SeitenTecnical Documentationthermosol541678% (18)
- Technical Manual - Floor Standing FCUDokument2 SeitenTechnical Manual - Floor Standing FCUthermosol5416Noch keine Bewertungen
- Smartrad Fan Convectors: Simple Installation and High Heat Output Ideal For Combining With Heat PumpsDokument2 SeitenSmartrad Fan Convectors: Simple Installation and High Heat Output Ideal For Combining With Heat Pumpsthermosol5416Noch keine Bewertungen
- Air-to-Water Heat Pump For High Heat OutputsDokument2 SeitenAir-to-Water Heat Pump For High Heat Outputsthermosol5416Noch keine Bewertungen
- Mini Unitary Chiller20090302Dokument1 SeiteMini Unitary Chiller20090302thermosol5416Noch keine Bewertungen
- 387-En La TasDokument2 Seiten387-En La Tasthermosol5416Noch keine Bewertungen
- High-Efficiency Air-To-Water Heat Pumps: High Performance Without NoiseDokument2 SeitenHigh-Efficiency Air-To-Water Heat Pumps: High Performance Without Noisethermosol5416Noch keine Bewertungen
- High-Efficiency Air-To-Water Heat Pumps: High Performance Without NoiseDokument2 SeitenHigh-Efficiency Air-To-Water Heat Pumps: High Performance Without Noisethermosol5416Noch keine Bewertungen
- 380-En Latur35Dokument2 Seiten380-En Latur35thermosol5416Noch keine Bewertungen
- 384-En HPK TewDokument2 Seiten384-En HPK Tewthermosol5416Noch keine Bewertungen
- Renewable Energy Sector ProfileDokument62 SeitenRenewable Energy Sector Profilethermosol5416Noch keine Bewertungen
- European ProductsDokument72 SeitenEuropean Productsthermosol5416Noch keine Bewertungen
- Review of The Manomet Biomass Sustainability and Carbon Policy StudyDokument24 SeitenReview of The Manomet Biomass Sustainability and Carbon Policy Studythermosol5416Noch keine Bewertungen
- V04 Hydro-Geothermal Plants - Detailed Guide PDFDokument150 SeitenV04 Hydro-Geothermal Plants - Detailed Guide PDFthermosol5416Noch keine Bewertungen
- Comparative Life Cycle Assessments: Carbon Neutrality and Wood Biomass EnergyDokument21 SeitenComparative Life Cycle Assessments: Carbon Neutrality and Wood Biomass Energythermosol5416Noch keine Bewertungen
- Netherlands ECR PreviewDokument4 SeitenNetherlands ECR Previewthermosol5416Noch keine Bewertungen
- 2008 Res Working Document enDokument38 Seiten2008 Res Working Document enthermosol5416Noch keine Bewertungen
- Eu Directive 2002 91 EcDokument7 SeitenEu Directive 2002 91 Ecevgenija89Noch keine Bewertungen
- Energy Modernisation of Industrial HeatingDokument24 SeitenEnergy Modernisation of Industrial Heatingthermosol5416Noch keine Bewertungen
- UNDP SRB Biomass Plants Detailed Guide PDFDokument123 SeitenUNDP SRB Biomass Plants Detailed Guide PDFVidor LakatosNoch keine Bewertungen
- V01n01a06 Ljiljana DjukanovicDokument8 SeitenV01n01a06 Ljiljana Djukanovicthermosol5416Noch keine Bewertungen
- Getting From AEDGs To Zero Energy Buildings PDFDokument64 SeitenGetting From AEDGs To Zero Energy Buildings PDFthermosol5416Noch keine Bewertungen
- Monitoring I Evaluaciono Istrazivanje Promene Politike Energetske Efikasnosti Paralelni Monitoring Evaluacija I Komunika PDFDokument15 SeitenMonitoring I Evaluaciono Istrazivanje Promene Politike Energetske Efikasnosti Paralelni Monitoring Evaluacija I Komunika PDFthermosol5416Noch keine Bewertungen
- Dena-Grid Study SummaryDokument23 SeitenDena-Grid Study Summarythermosol5416Noch keine Bewertungen
- Getting From AEDGs To Zero Energy Buildings PDFDokument64 SeitenGetting From AEDGs To Zero Energy Buildings PDFthermosol5416Noch keine Bewertungen
- Calculation ExamplesDokument42 SeitenCalculation Examplesthermosol5416Noch keine Bewertungen
- ATT 1359868225594 Presek Predavanje SumaracDokument2 SeitenATT 1359868225594 Presek Predavanje Sumaracthermosol5416Noch keine Bewertungen
- Fuel Dispenser Filters: For Bennett, Dresser Wayne, Gilbarco and OthersDokument2 SeitenFuel Dispenser Filters: For Bennett, Dresser Wayne, Gilbarco and OthersBrandon CatronNoch keine Bewertungen
- Alternate Fules Report-HariDokument20 SeitenAlternate Fules Report-Hari18-331 YUGANDHARNoch keine Bewertungen
- DATA ANTOINE Crude Oil BunyuDokument12 SeitenDATA ANTOINE Crude Oil BunyuwynneralphNoch keine Bewertungen
- Indonesian Coal Index Report: Argus/CoalindoDokument3 SeitenIndonesian Coal Index Report: Argus/CoalindoJ.T Haloho67% (3)
- Organic Chemistry 2Dokument3 SeitenOrganic Chemistry 266rdsmh2mwNoch keine Bewertungen
- India Fuel Quality BSDokument11 SeitenIndia Fuel Quality BSRohit RawaniNoch keine Bewertungen
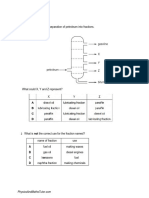
- Fuels (Multiple Choice) QPDokument11 SeitenFuels (Multiple Choice) QPGreesha Parag DamaniaNoch keine Bewertungen
- Fuel SystemsDokument5 SeitenFuel SystemsTrần Quang TuyênNoch keine Bewertungen
- Exercises:: Combustion & FlameDokument6 SeitenExercises:: Combustion & FlameSubhasish RoyNoch keine Bewertungen
- Culion Ice, Fish & Electric Co. Inc. v. Philippine Motors CorporationDokument2 SeitenCulion Ice, Fish & Electric Co. Inc. v. Philippine Motors CorporationRJ NuñezNoch keine Bewertungen
- About Company ProfileDokument9 SeitenAbout Company ProfilesritaranNoch keine Bewertungen
- KNT 001 GE ST3 SP 001 - 0 - Specification For Structural Bolt MaterialDokument24 SeitenKNT 001 GE ST3 SP 001 - 0 - Specification For Structural Bolt MaterialvamcodongNoch keine Bewertungen
- Daftar PustakaDokument3 SeitenDaftar PustakaRifqi Umar SaidNoch keine Bewertungen
- Corrosion Inhibitor SpecDokument2 SeitenCorrosion Inhibitor SpecAmanNoch keine Bewertungen
- Linear ProgramingDokument5 SeitenLinear ProgramingSimon LiNoch keine Bewertungen
- Busgard Geo 15w40Dokument2 SeitenBusgard Geo 15w40Kaly7Noch keine Bewertungen
- P&ID - EngDokument7 SeitenP&ID - EngKanad PNoch keine Bewertungen
- APKI - Pulp and Paper Coal Demand TrendDokument17 SeitenAPKI - Pulp and Paper Coal Demand Trendleonardi7011Noch keine Bewertungen
- Brown Coal Scoping Study - HRL TechDokument51 SeitenBrown Coal Scoping Study - HRL TechErsyad FikriansyahNoch keine Bewertungen
- Amsoil Heavy Duty Diesel 5W-30 g1301Dokument2 SeitenAmsoil Heavy Duty Diesel 5W-30 g1301amsoilromaniaNoch keine Bewertungen
- Petronet LNG LTD., India: Investment in LNG Terminals & Future For The Downstream IndustriesDokument26 SeitenPetronet LNG LTD., India: Investment in LNG Terminals & Future For The Downstream Industriesjan.pa87534Noch keine Bewertungen
- Dx140af RSPDokument3 SeitenDx140af RSPDani SetiawanNoch keine Bewertungen
- Iodine ValueDokument6 SeitenIodine ValueSandesh HakkiNoch keine Bewertungen
- Motor Oil SM 5W-40: Product Data SheetDokument1 SeiteMotor Oil SM 5W-40: Product Data SheetbarbastylNoch keine Bewertungen
- RUSSIAN D2 GAS OIL L0.2 - 62, GOST 305-82 Component Unit Min. MaxDokument1 SeiteRUSSIAN D2 GAS OIL L0.2 - 62, GOST 305-82 Component Unit Min. MaxAlexanderNoch keine Bewertungen
- Oil Gram Price ReportDokument37 SeitenOil Gram Price ReportAdi SutrisnoNoch keine Bewertungen
- 2007 Vilter VSG Single Screw Compressor - 450 HP MFG: Vilter Model: VSG1801 Stock No: NTSD02 Serial No: 4103Dokument5 Seiten2007 Vilter VSG Single Screw Compressor - 450 HP MFG: Vilter Model: VSG1801 Stock No: NTSD02 Serial No: 4103hanner90Noch keine Bewertungen
- Sample Cert. NPTELDokument22 SeitenSample Cert. NPTELAbid YusufNoch keine Bewertungen
- An Introduction To BioenergyDokument2 SeitenAn Introduction To BioenergysteffenpreusserNoch keine Bewertungen
- Lignites - Their Occurrence, Production and Utilisation PDFDokument220 SeitenLignites - Their Occurrence, Production and Utilisation PDFzmnerNoch keine Bewertungen
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Practical Reservoir Engineering and CharacterizationVon EverandPractical Reservoir Engineering and CharacterizationBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Abrasive Water Jet Perforation and Multi-Stage FracturingVon EverandAbrasive Water Jet Perforation and Multi-Stage FracturingNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsVon EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsBewertung: 4 von 5 Sternen4/5 (4)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Casing and Liners for Drilling and Completion: Design and ApplicationVon EverandCasing and Liners for Drilling and Completion: Design and ApplicationBewertung: 5 von 5 Sternen5/5 (3)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesVon EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNoch keine Bewertungen
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityVon EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityBewertung: 3 von 5 Sternen3/5 (2)
- Well Testing Project Management: Onshore and Offshore OperationsVon EverandWell Testing Project Management: Onshore and Offshore OperationsNoch keine Bewertungen
- Fundamentals and Applications of Bionic Drilling FluidsVon EverandFundamentals and Applications of Bionic Drilling FluidsNoch keine Bewertungen
- Guide to the Practical Use of Chemicals in Refineries and PipelinesVon EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- The Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsVon EverandThe Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsBewertung: 3.5 von 5 Sternen3.5/5 (5)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsVon EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsBewertung: 4 von 5 Sternen4/5 (6)
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Heavy and Extra-heavy Oil Upgrading TechnologiesVon EverandHeavy and Extra-heavy Oil Upgrading TechnologiesBewertung: 4 von 5 Sternen4/5 (2)
- Gas-Liquid And Liquid-Liquid SeparatorsVon EverandGas-Liquid And Liquid-Liquid SeparatorsBewertung: 3.5 von 5 Sternen3.5/5 (3)