Das könnte Ihnen auch gefallen
- Procesos de Manufactura Especiales de Empresas RegionalesDokument6 SeitenProcesos de Manufactura Especiales de Empresas RegionalesOscar Zazueta Navarrete100% (2)
- Investigacion U6Dokument7 SeitenInvestigacion U6Jorge RamirezNoch keine Bewertungen
- Procesos de Manufactura Especiales de Empresas de La RegionDokument10 SeitenProcesos de Manufactura Especiales de Empresas de La RegionÊdDy AréNnäs Dy50% (2)
- Diagnóstico productividad fabricación carretillasDokument40 SeitenDiagnóstico productividad fabricación carretillasVICTOR EDUARDO HUAYTALLA MINCHANNoch keine Bewertungen
- Falta Los ProblemasDokument15 SeitenFalta Los ProblemasCristofer Alejandro Gonzalez100% (1)
- Procesos de Manufactura Especiales de Empresas RegionalesDokument4 SeitenProcesos de Manufactura Especiales de Empresas RegionalesLuis Fernando SanchezNoch keine Bewertungen
- EstadiasDokument51 SeitenEstadiasmiguelcastrosilvainNoch keine Bewertungen
- Procesos manufactura especialesDokument10 SeitenProcesos manufactura especialesHernandez MarioNoch keine Bewertungen
- Herramientas de calidad para mejorar procesos de fabricación de ejesDokument23 SeitenHerramientas de calidad para mejorar procesos de fabricación de ejesAntonio CamiloagaNoch keine Bewertungen
- Control de Vibraciones Mediante El Mantenimiento Predictiv1Dokument23 SeitenControl de Vibraciones Mediante El Mantenimiento Predictiv1Julián BenitezNoch keine Bewertungen
- Procesos de Manufactura Especiales de Empresas RegionalesDokument6 SeitenProcesos de Manufactura Especiales de Empresas RegionalesjuanquirizNoch keine Bewertungen
- Soldadura Aplicada en MoldesDokument3 SeitenSoldadura Aplicada en Moldesitzuri RiosNoch keine Bewertungen
- Diseño Utilajes T1Dokument12 SeitenDiseño Utilajes T1HAROLD LUCIANO MARTINEZ FERNANDEZNoch keine Bewertungen
- CASOS ControlCalidad 20222Dokument26 SeitenCASOS ControlCalidad 20222CRISTIAN MARTIN PARIMANGO QUISPENoch keine Bewertungen
- FycoDokument7 SeitenFycoContreras AlexanderNoch keine Bewertungen
- Implementacion de Torno Paralelo de 3 Mts de Banaca en El Taller de Mant...Dokument33 SeitenImplementacion de Torno Paralelo de 3 Mts de Banaca en El Taller de Mant...Enzo Solis PerezNoch keine Bewertungen
- Proyecto Prensa Neumática Ensamble de PerillaDokument30 SeitenProyecto Prensa Neumática Ensamble de PerillaReinaldo Araúz AramayoNoch keine Bewertungen
- ENSAMBLAJEDokument7 SeitenENSAMBLAJEOMAR FERNANDO CARRILLO ALVARADONoch keine Bewertungen
- Diseño de un dispositivo para el armado y desarmado de BOPDokument14 SeitenDiseño de un dispositivo para el armado y desarmado de BOPRuben MenaNoch keine Bewertungen
- Vidas de las herramientas para extrusiónDokument5 SeitenVidas de las herramientas para extrusiónjonishNoch keine Bewertungen
- TESINADokument30 SeitenTESINAJesus Eduardo OrilloNoch keine Bewertungen
- Análisis Del RCMDokument8 SeitenAnálisis Del RCMjairsgsNoch keine Bewertungen
- FO-ACA-22 Reporte Preliminar de Residencia Profesional Ver 1Dokument5 SeitenFO-ACA-22 Reporte Preliminar de Residencia Profesional Ver 1Erik Jimenez GarciaNoch keine Bewertungen
- 2019 Oct 1 Apuntes 3 DYSSMDokument22 Seiten2019 Oct 1 Apuntes 3 DYSSMLuis Vi llamar malvaezNoch keine Bewertungen
- Capitulo2 Teoriaentregable2023Dokument4 SeitenCapitulo2 Teoriaentregable2023Celi IturraldeNoch keine Bewertungen
- Desarrollo y Manufactura de Un Herramental para CorteDokument64 SeitenDesarrollo y Manufactura de Un Herramental para CorteArmando SánchezNoch keine Bewertungen
- Informe AcademicoDokument6 SeitenInforme AcademicoDaniel MartinezNoch keine Bewertungen
- Mantenimiento Robot Pick and PlaceDokument10 SeitenMantenimiento Robot Pick and PlaceJesus Perez PerezNoch keine Bewertungen
- Tesis (Thermolator Hb-w140) Terminada Alexis VillarrealDokument25 SeitenTesis (Thermolator Hb-w140) Terminada Alexis VillarrealAlexis VillarrealNoch keine Bewertungen
- Chasis para BicicletasDokument6 SeitenChasis para BicicletasJonathan Bryan Lazarte CalderonNoch keine Bewertungen
- Análisis de Criticidad Utilizando El Método de Matriz de DecisiónDokument12 SeitenAnálisis de Criticidad Utilizando El Método de Matriz de Decisiónjuan davidNoch keine Bewertungen
- Fabricacion de PiezaDokument8 SeitenFabricacion de PiezaAnonymous K53lTdWNoch keine Bewertungen
- Reto MTDokument21 SeitenReto MTDE LA CRUZ MORALES FREDY RONALDNoch keine Bewertungen
- Procesos de Manufactura Especiales de Empresas RegionalesDokument5 SeitenProcesos de Manufactura Especiales de Empresas Regionalesanon_155165730Noch keine Bewertungen
- TF 18Dokument22 SeitenTF 18Armerillo EsvalNoch keine Bewertungen
- Procedimiento para La Fabricación y Reparación de Piezas MecánicasDokument12 SeitenProcedimiento para La Fabricación y Reparación de Piezas MecánicasAlonso QueralesNoch keine Bewertungen
- Plan de MantenimientoDokument3 SeitenPlan de MantenimientoJarol Ariel RiveraNoch keine Bewertungen
- Automatización procesos fabricación metalmecánicaDokument3 SeitenAutomatización procesos fabricación metalmecánicapaul zambranoNoch keine Bewertungen
- Unit 2 Assembly Processes2Dokument46 SeitenUnit 2 Assembly Processes2Jass AlvaradoNoch keine Bewertungen
- Administración Del Mantenimiento 4Dokument11 SeitenAdministración Del Mantenimiento 4Jose Luis Rodriguez GuevaraNoch keine Bewertungen
- Analisis de Falla de Componentes de IngenieriaDokument9 SeitenAnalisis de Falla de Componentes de IngenieriajtpqNoch keine Bewertungen
- Analisis de FallasDokument7 SeitenAnalisis de FallasKarina Cheril Ochoa CarrascoNoch keine Bewertungen
- Afiladora de CuchillasDokument23 SeitenAfiladora de CuchillasMinixpi RodriguezNoch keine Bewertungen
- Diseño Matriz ProgresivaDokument164 SeitenDiseño Matriz ProgresivaRafael FernandezNoch keine Bewertungen
- Act 2Dokument5 SeitenAct 2ValNoch keine Bewertungen
- FINAL Procesos-IndustrialesDokument14 SeitenFINAL Procesos-IndustrialesLida CamposNoch keine Bewertungen
- Plan de Proyecto Fapersa PrincipalDokument48 SeitenPlan de Proyecto Fapersa PrincipalDickson GonzalescNoch keine Bewertungen
- CLASE 2 Gestión Del MantenimientoDokument19 SeitenCLASE 2 Gestión Del MantenimientoJuan Sebastian RamirezNoch keine Bewertungen
- Inf FinalDokument17 SeitenInf FinalJairo Adhemar Martinez CallaNoch keine Bewertungen
- Análisis de Fallas en Equipos MecánicosDokument8 SeitenAnálisis de Fallas en Equipos MecánicosDANI SANDRITH BLANCO OZUNA (:-)Noch keine Bewertungen
- Resumen ProcesosDokument37 SeitenResumen ProcesosCaterina MuñozNoch keine Bewertungen
- 5.manual de Mantenimiento de Torno Convencional y Aplicacion Algunos Tipos de SoldaduraDokument20 Seiten5.manual de Mantenimiento de Torno Convencional y Aplicacion Algunos Tipos de SoldaduraGustavo Rodriguez100% (1)
- Robot OrbitalDokument44 SeitenRobot OrbitalIng David Soto MoraNoch keine Bewertungen
- Evidencia2. Procesos de ManufacturaDokument9 SeitenEvidencia2. Procesos de ManufacturaJuan Francisco Sosa Garcia100% (2)
- Diseño de utillajes, matricería y prototipado con SolidWorksVon EverandDiseño de utillajes, matricería y prototipado con SolidWorksBewertung: 3 von 5 Sternen3/5 (1)
- Elaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Von EverandElaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Noch keine Bewertungen
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309Von EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Bewertung: 5 von 5 Sternen5/5 (1)
- Desmontaje y separación de elementos fijos. TMVL0309Von EverandDesmontaje y separación de elementos fijos. TMVL0309Noch keine Bewertungen
- Operaciones de mecanizado por medios automáticos. FMEE0208Von EverandOperaciones de mecanizado por medios automáticos. FMEE0208Noch keine Bewertungen
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Von EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Bewertung: 5 von 5 Sternen5/5 (2)
- PRÁCTICA DE TORNO CNC - DISEÑO Y MAQUINADO DE BALADokument12 SeitenPRÁCTICA DE TORNO CNC - DISEÑO Y MAQUINADO DE BALALuis MartinezNoch keine Bewertungen
- LAY-OUT MAGNETO 16nov2016 PDFDokument1 SeiteLAY-OUT MAGNETO 16nov2016 PDFLuis MartinezNoch keine Bewertungen
- Motor EstrellaDokument11 SeitenMotor EstrellaErin WickNoch keine Bewertungen
- 3 Rúbrica Línea de TiempoDokument2 Seiten3 Rúbrica Línea de TiempoLuis MartinezNoch keine Bewertungen
- Presupuesto Ó FinanciamientoDokument1 SeitePresupuesto Ó FinanciamientoLuis MartinezNoch keine Bewertungen
- Diseño de InstalacionesDokument1 SeiteDiseño de InstalacionesLuis MartinezNoch keine Bewertungen
- Proyecto 'Prediagnostico''Dokument1 SeiteProyecto 'Prediagnostico''Luis MartinezNoch keine Bewertungen
- Credito Personal: Caja Popular MexicanaDokument2 SeitenCredito Personal: Caja Popular MexicanaLuis MartinezNoch keine Bewertungen
- Lista de TutoradosDokument10 SeitenLista de TutoradosLuis MartinezNoch keine Bewertungen
- Gestion Mejora Del Almacen Basada Metodologia 5s Gerencia Procura Empresa PetrouricaDokument44 SeitenGestion Mejora Del Almacen Basada Metodologia 5s Gerencia Procura Empresa PetrouricaLuis MartinezNoch keine Bewertungen
- Protocolo de InvestigacionDokument23 SeitenProtocolo de InvestigacionLuis MartinezNoch keine Bewertungen
- LKJHGFDDokument1 SeiteLKJHGFDLuis MartinezNoch keine Bewertungen
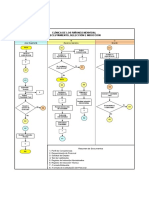
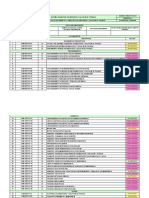
- PROCESO Reclutamiento Seleccion e InduccionDokument15 SeitenPROCESO Reclutamiento Seleccion e InduccionLuis MartinezNoch keine Bewertungen
- CNC Manual ESIMEDokument126 SeitenCNC Manual ESIMEMigue HernandezNoch keine Bewertungen
- Semana 5Dokument7 SeitenSemana 5Luis MartinezNoch keine Bewertungen
- AutoCad Tercera UnidadDokument1 SeiteAutoCad Tercera UnidadLuis MartinezNoch keine Bewertungen
- Financia Mien ToDokument3 SeitenFinancia Mien ToLuis MartinezNoch keine Bewertungen
- Programa Sencillo FRESADORADokument1 SeitePrograma Sencillo FRESADORALuis MartinezNoch keine Bewertungen
- Motor EstrellaDokument11 SeitenMotor EstrellaErin WickNoch keine Bewertungen
- Conclusión Hernández Rosales Luis HumbertoDokument1 SeiteConclusión Hernández Rosales Luis HumbertoLuis MartinezNoch keine Bewertungen
- Universidad Incarnate Word PortadaDokument1 SeiteUniversidad Incarnate Word PortadaLuis MartinezNoch keine Bewertungen
- NotasDokument1 SeiteNotasLuis MartinezNoch keine Bewertungen
- Planteamiento de La ProblematicaDokument4 SeitenPlanteamiento de La ProblematicaLuis MartinezNoch keine Bewertungen
- Giro de La EmpresaDokument1 SeiteGiro de La EmpresaLuis MartinezNoch keine Bewertungen
- Dibujo ProyectoDokument1 SeiteDibujo ProyectoLuis MartinezNoch keine Bewertungen
- Presupuesto Ó FinanciamientoDokument1 SeitePresupuesto Ó FinanciamientoLuis MartinezNoch keine Bewertungen
- Programa Sencillo FRESADORADokument1 SeitePrograma Sencillo FRESADORALuis MartinezNoch keine Bewertungen
- Formato de AnteproyectoDokument3 SeitenFormato de AnteproyectoLuis MartinezNoch keine Bewertungen
- Formato Calificación de ParcialesDokument4 SeitenFormato Calificación de ParcialesLuis MartinezNoch keine Bewertungen
- TAREA 7.2 - Estudio de Caso Teresa. Matriz y Rubrica.Dokument4 SeitenTAREA 7.2 - Estudio de Caso Teresa. Matriz y Rubrica.Elias Albeiro Villeda HernandezNoch keine Bewertungen
- 1 Unidad 1 Prev - de Riesgos y Enf. ProfesionalesDokument57 Seiten1 Unidad 1 Prev - de Riesgos y Enf. ProfesionalesFernando H. GuerraNoch keine Bewertungen
- Vicios de La VoluntadDokument20 SeitenVicios de La Voluntadvictorascue0% (1)
- Teoria Del Desarrollo FamiliarDokument2 SeitenTeoria Del Desarrollo FamiliarAmelia Guadalupe100% (1)
- Tecnopolis - Neil Postman PDFDokument168 SeitenTecnopolis - Neil Postman PDFandres rincon100% (7)
- Practica N°2Dokument14 SeitenPractica N°2Luis Manuel Ñaña HuallpaNoch keine Bewertungen
- Funciones de Los Asesores Pedagogicos y Cordinadores PaebDokument9 SeitenFunciones de Los Asesores Pedagogicos y Cordinadores PaebMaría AlejandraNoch keine Bewertungen
- Trabajo Práctico PsicoDokument3 SeitenTrabajo Práctico PsicoMauro PascaleNoch keine Bewertungen
- Lista de Cotejo - Proyecto FinalDokument1 SeiteLista de Cotejo - Proyecto FinalGISELDA LOZADA SERVINNoch keine Bewertungen
- Tesis OscarDokument52 SeitenTesis OscarLicda Melisa Tavarez CarelaNoch keine Bewertungen
- Ebook Guia Practica Instagram Tiendas VirtualesDokument32 SeitenEbook Guia Practica Instagram Tiendas VirtualesNestor Cruz HilasacaNoch keine Bewertungen
- 24.. Juegos InstruccionalesDokument6 Seiten24.. Juegos InstruccionalesJose DiquezNoch keine Bewertungen
- Formas FarmacéuticasDokument9 SeitenFormas FarmacéuticasJoselin CadenaNoch keine Bewertungen
- Evaluación Escrita 1Dokument2 SeitenEvaluación Escrita 1Alejandro Melgar FloresNoch keine Bewertungen
- Instituto TecnolÓgico de QuerÉtaro.Dokument12 SeitenInstituto TecnolÓgico de QuerÉtaro.benjamin10Noch keine Bewertungen
- Prueba Enlace 2008Dokument5 SeitenPrueba Enlace 2008joevazNoch keine Bewertungen
- 1 Geometría CompletoDokument150 Seiten1 Geometría CompletoIsaac CocaNoch keine Bewertungen
- Conocer El Legado de Los Pueblos OriginariosDokument4 SeitenConocer El Legado de Los Pueblos OriginariosElena MaldonadoNoch keine Bewertungen
- LeyClimáticaColombiaDokument4 SeitenLeyClimáticaColombiahugo ferney murillo restrepoNoch keine Bewertungen
- Formato para Recabar El Consentimiento Expreso Del Titular de Los Datos PersonalesDokument1 SeiteFormato para Recabar El Consentimiento Expreso Del Titular de Los Datos PersonalesRosita Del Carmen GervasioNoch keine Bewertungen
- Taller Estados de La MateriaDokument4 SeitenTaller Estados de La MateriaYolanda Romero MorenoNoch keine Bewertungen
- SST-FO-01. Lista MaestraDokument3 SeitenSST-FO-01. Lista MaestraFlavio Paulino Martinez100% (8)
- Consejo de Estado Revoca Condena Contra La Nación Por Atentado en El Club El NogalDokument43 SeitenConsejo de Estado Revoca Condena Contra La Nación Por Atentado en El Club El NogalRafael Pérez-BecerraNoch keine Bewertungen
- Aportes de Mardones A La Sociología de La ReligiónDokument2 SeitenAportes de Mardones A La Sociología de La ReligiónjaimeNoch keine Bewertungen
- Semana 12 TareaDokument8 SeitenSemana 12 TareaYann Coaguila ArenasNoch keine Bewertungen
- Temáticas MinuCarter 2022Dokument3 SeitenTemáticas MinuCarter 2022Laura Valentina Sánchez CarrilloNoch keine Bewertungen
- Apms 181 DDokument10 SeitenApms 181 DHeidiNoch keine Bewertungen
- Contrato de Opcion A Compra Venta Con Clausula PenalDokument3 SeitenContrato de Opcion A Compra Venta Con Clausula PenalJonny CardenasNoch keine Bewertungen
- Factores ProductivosDokument3 SeitenFactores ProductivosCarolina AguilarNoch keine Bewertungen