Das könnte Ihnen auch gefallen
- NPK 000 N1 GS 6001 K Rev 3 Spesification For Painting and CoatingDokument33 SeitenNPK 000 N1 GS 6001 K Rev 3 Spesification For Painting and CoatingDangolNoch keine Bewertungen
- Comparison of SSPC PA2 and ISO-19840 - DFT Verification Method and Acceptance CriteriaDokument5 SeitenComparison of SSPC PA2 and ISO-19840 - DFT Verification Method and Acceptance Criteriarajali18Noch keine Bewertungen
- Coatings Specification for Cartagena Refinery ExpansionDokument30 SeitenCoatings Specification for Cartagena Refinery ExpansionLordNieve7100% (1)
- Coating Specification PAM EC 50 SP 001 1ADokument43 SeitenCoating Specification PAM EC 50 SP 001 1ADavid Ricardo Diaz0% (1)
- Paint Coating Stainless SteelsDokument2 SeitenPaint Coating Stainless SteelsSilva NumaNoch keine Bewertungen
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDokument14 SeitenInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNoch keine Bewertungen
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDokument31 Seiten8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- Ad CDZZZZ MT Spe 0020 000Dokument31 SeitenAd CDZZZZ MT Spe 0020 000Mehman NasibovNoch keine Bewertungen
- GS-09 (Painting) PDFDokument22 SeitenGS-09 (Painting) PDFSarbendu PaulNoch keine Bewertungen
- Date Sheet For PaintingDokument5 SeitenDate Sheet For PaintingAws MohamedNoch keine Bewertungen
- Flange InsulDokument8 SeitenFlange InsulAneesh JoseNoch keine Bewertungen
- Old Hot InsulationDokument9 SeitenOld Hot InsulationNehal VaghelaNoch keine Bewertungen
- SUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Dokument11 SeitenSUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Mufleh IdrisNoch keine Bewertungen
- Interseal 670HDokument2 SeitenInterseal 670Hmadmax_mfpNoch keine Bewertungen
- CPVC ChecklistDokument1 SeiteCPVC Checklistchakravarthi kanugulaNoch keine Bewertungen
- Standard Specification FOR Pipeline Internal CoatingDokument2 SeitenStandard Specification FOR Pipeline Internal CoatingRanjan KumarNoch keine Bewertungen
- ENG-DUQM-101 - Painting Procedure - Rev 3.Dokument269 SeitenENG-DUQM-101 - Painting Procedure - Rev 3.Shiva RajNoch keine Bewertungen
- Shop Inspection Requirements and Inspection and Testing Sequence For Tank ComponentsDokument4 SeitenShop Inspection Requirements and Inspection and Testing Sequence For Tank ComponentsdurraaiNoch keine Bewertungen
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Dokument22 SeitenTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117Noch keine Bewertungen
- Larsen & Toubro Limited MSQ (Epcc 1) Up GradationDokument9 SeitenLarsen & Toubro Limited MSQ (Epcc 1) Up GradationSaut Maruli Tua SamosirNoch keine Bewertungen
- Exova Coating System Compliance StatementDokument1 SeiteExova Coating System Compliance StatementSaravan KumarNoch keine Bewertungen
- External Pipe Wrapping - Inspection and Test Plan: Description of LocationDokument2 SeitenExternal Pipe Wrapping - Inspection and Test Plan: Description of LocationDavidNoch keine Bewertungen
- CEILCOTE 505 Coroline.Dokument2 SeitenCEILCOTE 505 Coroline.stuart3962Noch keine Bewertungen
- Saudi Aramco Inspection ChecklistDokument10 SeitenSaudi Aramco Inspection ChecklistAbdul HannanNoch keine Bewertungen
- SP 18 Thoro Spot & Sweep 12-30-20Dokument7 SeitenSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiNoch keine Bewertungen
- Material Conversion TableDokument1 SeiteMaterial Conversion TableravikumarangNoch keine Bewertungen
- Coke Crusher - Lubrication Pumps Run in TestDokument26 SeitenCoke Crusher - Lubrication Pumps Run in TestsayedNoch keine Bewertungen
- 8474l-000-Jsd-2310-001-2-Protective CoatingDokument31 Seiten8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- CP Painting Revised SpecsDokument57 SeitenCP Painting Revised SpecsanilnwaychalNoch keine Bewertungen
- Scope of Work and Schedule of Quantities & Rates: Section - DDokument6 SeitenScope of Work and Schedule of Quantities & Rates: Section - DHimansu KunwarNoch keine Bewertungen
- MESC SPE 74-018 - 2010 - Nickel Alloy Pipe To Astm b167Dokument7 SeitenMESC SPE 74-018 - 2010 - Nickel Alloy Pipe To Astm b167sathi11189Noch keine Bewertungen
- General Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelsDokument14 SeitenGeneral Procedure of Manufacturing The Custom Built Sound Proof Enclosures With PanelspawanNoch keine Bewertungen
- Itp GRPDokument4 SeitenItp GRPJo FrancescNoch keine Bewertungen
- Welding Quality Control and Inspection FormDokument1 SeiteWelding Quality Control and Inspection FormSamer BayatiNoch keine Bewertungen
- P68 M13 Painting Documents PDFDokument708 SeitenP68 M13 Painting Documents PDFJohn TerryNoch keine Bewertungen
- Ad-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationDokument19 SeitenAd-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationMehman NasibovNoch keine Bewertungen
- 0.6. UL Design AP DungDokument17 Seiten0.6. UL Design AP Dunglink4biz1974Noch keine Bewertungen
- Hyundai Electrode CATALOG - 7thDokument134 SeitenHyundai Electrode CATALOG - 7tharianaseri100% (1)
- QCF316 Cold Insulation Inspection Report For Vessel / MachineryDokument1 SeiteQCF316 Cold Insulation Inspection Report For Vessel / MachineryminhnnNoch keine Bewertungen
- Flange Insulation Kits - WebDokument1 SeiteFlange Insulation Kits - WebabhishekNoch keine Bewertungen
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDokument1 SeiteLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNoch keine Bewertungen
- Hempadur Quattro 17634 Product Data SheetDokument4 SeitenHempadur Quattro 17634 Product Data Sheetulul100% (1)
- Doc. No Revision No Revision DateDokument6 SeitenDoc. No Revision No Revision DateShyam SinghNoch keine Bewertungen
- Blasting and Painting ProcedureDokument6 SeitenBlasting and Painting Procedureanon_994898767Noch keine Bewertungen
- Pressure Vessel Hydrotest Procedure - Google SearchDokument3 SeitenPressure Vessel Hydrotest Procedure - Google SearchAsad KhanNoch keine Bewertungen
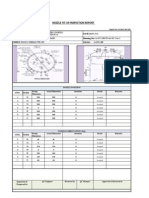
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDokument9 SeitenNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNoch keine Bewertungen
- SOW Fabrikasi C-335-01 - 19.116.1Dokument1 SeiteSOW Fabrikasi C-335-01 - 19.116.1AlfanNoch keine Bewertungen
- Duqm Refinery Utilities Project Inspection ReportDokument22 SeitenDuqm Refinery Utilities Project Inspection ReportDadaso Baburao JamdarNoch keine Bewertungen
- PCSB PMA Riser Maintenance Paint MatrixDokument8 SeitenPCSB PMA Riser Maintenance Paint MatrixZafarul Naim JamaludinNoch keine Bewertungen
- Mfy 003Dokument4 SeitenMfy 003Le TuanNoch keine Bewertungen
- SA 387 Grade 91 Class 2Dokument4 SeitenSA 387 Grade 91 Class 2briang-2Noch keine Bewertungen
- D. Specs For Field & Shop PaintingDokument10 SeitenD. Specs For Field & Shop PaintingrajeshNoch keine Bewertungen
- Nom Acero A350a350m.10252Dokument10 SeitenNom Acero A350a350m.10252janethNoch keine Bewertungen
- Sl-Elt-Pr-Wps1-4107-C2-S1-Welder QualificationDokument15 SeitenSl-Elt-Pr-Wps1-4107-C2-S1-Welder Qualificationsaeed ghafooriNoch keine Bewertungen
- 1method Statement For Passivation and PicklingDokument6 Seiten1method Statement For Passivation and PicklinggatoNoch keine Bewertungen
- Weld Cleaning MethodsDokument7 SeitenWeld Cleaning MethodsTrần Thùy LinhNoch keine Bewertungen
- WPS Sa 517Dokument2 SeitenWPS Sa 517DHANANNJAI SINGH -Noch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Guide to Protective Coatings: Inspection and MaintenanceDokument118 SeitenGuide to Protective Coatings: Inspection and MaintenanceAnilkumar Gurram100% (1)
- Resimlerle Ingilizce Fiilleri Ezberle Ogren PDFDokument86 SeitenResimlerle Ingilizce Fiilleri Ezberle Ogren PDFonur gunesNoch keine Bewertungen
- Resimlerle Ingilizce Fiilleri Ezberle Ogren PDFDokument86 SeitenResimlerle Ingilizce Fiilleri Ezberle Ogren PDFonur gunesNoch keine Bewertungen
- Fire Protection and Safety Facilities SpecificationDokument41 SeitenFire Protection and Safety Facilities Specificationonur gunesNoch keine Bewertungen
- Fire Protection and Safety Facilities SpecificationDokument41 SeitenFire Protection and Safety Facilities Specificationonur gunesNoch keine Bewertungen
- Steel Structures - GeneralDokument16 SeitenSteel Structures - Generalonur gunesNoch keine Bewertungen
- 3 Specification Stgps n2 Revision 4 FireproofingDokument24 Seiten3 Specification Stgps n2 Revision 4 Fireproofingonur gunesNoch keine Bewertungen
- Outside Coating and Wrapping For Ug PipesDokument7 SeitenOutside Coating and Wrapping For Ug Pipesonur gunesNoch keine Bewertungen
- Basis of Design Flow Level and Weight Measurements For..Dokument26 SeitenBasis of Design Flow Level and Weight Measurements For..onur gunesNoch keine Bewertungen
- Basis of Design Cooling WaterDokument26 SeitenBasis of Design Cooling Wateronur gunes100% (1)
- Steel Structures - GeneralDokument16 SeitenSteel Structures - Generalonur gunesNoch keine Bewertungen
- Welding and Heat Treatment Requirements For Equipment and PipingDokument34 SeitenWelding and Heat Treatment Requirements For Equipment and Pipingonur gunesNoch keine Bewertungen
- 000-A-Ee-0190469 Rev1 Painting Repair ProcedureDokument16 Seiten000-A-Ee-0190469 Rev1 Painting Repair Procedureonur gunes100% (1)
- Coating Inspection Practices: Wilko Paint, IncDokument41 SeitenCoating Inspection Practices: Wilko Paint, Incdarko kojoNoch keine Bewertungen
- Fire Protection and Safety Facilities SpecificationDokument41 SeitenFire Protection and Safety Facilities Specificationonur gunesNoch keine Bewertungen
- 000 A EE 0230005 514 Rev0 PDFDokument18 Seiten000 A EE 0230005 514 Rev0 PDFonur gunesNoch keine Bewertungen
- Paint SPECIFICATIONSDokument21 SeitenPaint SPECIFICATIONSonur gunes100% (1)
- 000 A Ee 0020004Dokument43 Seiten000 A Ee 0020004onur gunesNoch keine Bewertungen
- 000 N EE 0020003 Rev1 Acoustic Insulation SpecificationDokument18 Seiten000 N EE 0020003 Rev1 Acoustic Insulation Specificationonur gunesNoch keine Bewertungen
- Norsok Material Data Sheet (M-630r2)Dokument77 SeitenNorsok Material Data Sheet (M-630r2)karuna346Noch keine Bewertungen
- Static Equipment Installation SpecificationDokument17 SeitenStatic Equipment Installation Specificationonur gunes100% (2)
- 000 A Ee 0020004Dokument43 Seiten000 A Ee 0020004onur gunesNoch keine Bewertungen
- Electrical InstallationDokument60 SeitenElectrical Installationonur gunes100% (1)
- 000 A EE 0230005 514 Rev0 PDFDokument18 Seiten000 A EE 0230005 514 Rev0 PDFonur gunesNoch keine Bewertungen
- Job Specification 126158-82A3 Insulation of Coke DrumDokument104 SeitenJob Specification 126158-82A3 Insulation of Coke Drumonur gunes50% (2)
- 000-A-Ee-0020009 r.3 - Hot Insulation SpecificationDokument75 Seiten000-A-Ee-0020009 r.3 - Hot Insulation Specificationonur gunes100% (1)
- 000-A-Ee-0190470 Rev1 Painting Repair ProcedureDokument34 Seiten000-A-Ee-0190470 Rev1 Painting Repair Procedureonur gunes100% (2)
- Butonal NS 175 TDSDokument2 SeitenButonal NS 175 TDSPT. PITAGORAS KONSULTANNoch keine Bewertungen
- Comparative Analysis of Mineral Constituents of Ethanol Leaf and SeedDokument9 SeitenComparative Analysis of Mineral Constituents of Ethanol Leaf and SeedKIU PUBLICATION AND EXTENSIONNoch keine Bewertungen
- Exercise 2. Pair EssayDokument2 SeitenExercise 2. Pair Essayrjay manalo75% (4)
- Higuey, Dom Rep Mdpc/Puj: .Eff.23.MayDokument5 SeitenHiguey, Dom Rep Mdpc/Puj: .Eff.23.MayVanessa Yumayusa0% (1)
- A7V Variable Displacement PumpDokument22 SeitenA7V Variable Displacement PumpEduardo CramerNoch keine Bewertungen
- Catalogo - Itens 10 e 34Dokument15 SeitenCatalogo - Itens 10 e 34Anderson Silva CarvalhoNoch keine Bewertungen
- Chapter Test A: Teacher Notes and Answers 17Dokument5 SeitenChapter Test A: Teacher Notes and Answers 17Mmf 123 JanNoch keine Bewertungen
- Flow Meter SpecificationDokument2 SeitenFlow Meter SpecificationDan4ChristNoch keine Bewertungen
- The Earths Internal HeatDokument39 SeitenThe Earths Internal Heatkaynechologallardo02Noch keine Bewertungen
- Written Work Instruction (Sheet Piles Installation)Dokument14 SeitenWritten Work Instruction (Sheet Piles Installation)cynthia100% (1)
- Non Ferrous AlloysDokument45 SeitenNon Ferrous AlloysDeepak NegiNoch keine Bewertungen
- Test Bank For Leadership and Management in Nursing 4th Edition Mary Ellen Grohar MurrayDokument36 SeitenTest Bank For Leadership and Management in Nursing 4th Edition Mary Ellen Grohar Murraywitchingmazybs7k7100% (39)
- Corrosion and Its Objective QuestionsDokument2 SeitenCorrosion and Its Objective QuestionsSrinivasan Alagappan100% (4)
- Motor Doosan DV11Dokument220 SeitenMotor Doosan DV11David Catari100% (4)
- The Problem of Drop Outs and School Building ConstructionDokument26 SeitenThe Problem of Drop Outs and School Building ConstructionSweetaddy castilloNoch keine Bewertungen
- Job's Method of Continuous VariationDokument11 SeitenJob's Method of Continuous Variationalex3bkNoch keine Bewertungen
- Home Study Report of Resident Indian Parent: Name of The Social WorkerDokument4 SeitenHome Study Report of Resident Indian Parent: Name of The Social WorkerVmksNoch keine Bewertungen
- Understanding Steam Turbine VibrationDokument30 SeitenUnderstanding Steam Turbine VibrationkatibraNoch keine Bewertungen
- BOS II SlickDokument2 SeitenBOS II SlickDineu OliveiraNoch keine Bewertungen
- Music Genre AnalysisDokument5 SeitenMusic Genre AnalysisPeh Xin YingNoch keine Bewertungen
- CPRMSE GuidelinesDokument2 SeitenCPRMSE GuidelinesDeepak KumarNoch keine Bewertungen
- Chad Yakobson ThesisDokument5 SeitenChad Yakobson Thesiscrystaltorresworcester100% (2)
- Phychem Expt. 1Dokument8 SeitenPhychem Expt. 1Bren Julius PabloNoch keine Bewertungen
- Iesc101 PDFDokument13 SeitenIesc101 PDFBhaskar Sharma0% (1)
- Everything You Need to Know About Gas Metal Arc Welding (GMAWDokument31 SeitenEverything You Need to Know About Gas Metal Arc Welding (GMAWAhmetDuranCeyhanNoch keine Bewertungen
- Pnp-MemorandumDokument9 SeitenPnp-MemorandumraalphNoch keine Bewertungen
- Precision Forging Processes GuideDokument35 SeitenPrecision Forging Processes GuideRiski RamadhanNoch keine Bewertungen
- Usos HummusDokument36 SeitenUsos HummusAlisson FernandaNoch keine Bewertungen
- The Positive and Negative Syndrome Scale PANSS ForDokument5 SeitenThe Positive and Negative Syndrome Scale PANSS ForditeABCNoch keine Bewertungen
- Deep Learning Based Convolutional Neural Networks (DLCNN) On Classification Algorithm To Detect The Brain Turnor Diseases Using MRI and CT Scan ImagesDokument8 SeitenDeep Learning Based Convolutional Neural Networks (DLCNN) On Classification Algorithm To Detect The Brain Turnor Diseases Using MRI and CT Scan ImagesInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen