Das könnte Ihnen auch gefallen
- WPS 025Dokument7 SeitenWPS 025Omar MorenoNoch keine Bewertungen
- Instructivo de Inspeccion Visual de SoldaduraDokument7 SeitenInstructivo de Inspeccion Visual de SoldaduraBrian Escuel RengifoNoch keine Bewertungen
- Ejercicios de Mecanica de Materiales (Estatica)Dokument85 SeitenEjercicios de Mecanica de Materiales (Estatica)00Horacio753787% (87)
- Procedimiento Soldadura Api1104Dokument20 SeitenProcedimiento Soldadura Api1104Julio AlcantaraNoch keine Bewertungen
- WPS Gtaw 02Dokument1 SeiteWPS Gtaw 02juniuni18Noch keine Bewertungen
- Validacion de MetodosDokument58 SeitenValidacion de MetodosLorena Molina Calderon100% (6)
- Formatos de CalidadDokument14 SeitenFormatos de CalidadAlejandro NietoNoch keine Bewertungen
- Criterio de Aceptacion VerDokument10 SeitenCriterio de Aceptacion VerJimmy David Espinoza MejiaNoch keine Bewertungen
- Procedimiento para Control DimensionalDokument7 SeitenProcedimiento para Control Dimensionalcarlosenrique21Noch keine Bewertungen
- Como Soldar Bridads SliponDokument5 SeitenComo Soldar Bridads SliponAlexandro Jaimes MoralesNoch keine Bewertungen
- Registro de PinturaDokument2 SeitenRegistro de PinturaBrayanRojasNoch keine Bewertungen
- Reporte de Liquidos Penetrantes PDFDokument2 SeitenReporte de Liquidos Penetrantes PDFAntoni Huaman LopezNoch keine Bewertungen
- Registro de Inspección Líquidos Penetrantes FluorescentesDokument3 SeitenRegistro de Inspección Líquidos Penetrantes FluorescentesLinis Maris DcfNoch keine Bewertungen
- Protocolo de Soldadura.Dokument9 SeitenProtocolo de Soldadura.HC RollyNoch keine Bewertungen
- Swe-Plat-Prod-218 Pruebas de Presion A Valvulas (Rev.1)Dokument14 SeitenSwe-Plat-Prod-218 Pruebas de Presion A Valvulas (Rev.1)dark2072100% (1)
- Procedimiento Reparación de SoldaduraDokument6 SeitenProcedimiento Reparación de Soldaduramartinezvjoseg0% (1)
- Formato WPQRDokument1 SeiteFormato WPQRNicolas RamírezNoch keine Bewertungen
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Dokument14 SeitenProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- Procedimiento de Inspeccion VisualDokument6 SeitenProcedimiento de Inspeccion VisualDavid Luis Cantando CancionesNoch keine Bewertungen
- Emision de Procedimiento de Soldadura Wps para Tuberia de 6"Dokument7 SeitenEmision de Procedimiento de Soldadura Wps para Tuberia de 6"Melissa RodriguezNoch keine Bewertungen
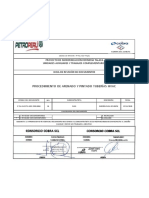
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDokument9 Seiten29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosNoch keine Bewertungen
- PPS - SGC.PC.015 Control Dimensional Rev.0Dokument7 SeitenPPS - SGC.PC.015 Control Dimensional Rev.0wilianNoch keine Bewertungen
- PQR HojaDokument2 SeitenPQR Hojacarlos caiza100% (1)
- Inspección de Soldadura Por Líquidos Penetrantes.Dokument13 SeitenInspección de Soldadura Por Líquidos Penetrantes.Paulo Sergio Munguia HernandezNoch keine Bewertungen
- PQR Asme Ix NDTWSDokument2 SeitenPQR Asme Ix NDTWSGherlin KuongNoch keine Bewertungen
- Particulas Magneticas en Tuberias y Ductos IndustrialesDokument71 SeitenParticulas Magneticas en Tuberias y Ductos IndustrialesIng Gerardo De Gyves Avila0% (1)
- Manual de Instrumentacion IndustrialDokument64 SeitenManual de Instrumentacion IndustrialvalentinNoch keine Bewertungen
- Registro ArenadoDokument3 SeitenRegistro ArenadoItalo JaureguiNoch keine Bewertungen
- Protocolo de Montaje TR-4 CERRAMIENTO 1ra NaveDokument2 SeitenProtocolo de Montaje TR-4 CERRAMIENTO 1ra Navegiomar.gallardayNoch keine Bewertungen
- Registro Inspección Visual de Soldaduras EstructuraDokument1 SeiteRegistro Inspección Visual de Soldaduras EstructuraHector Lopez100% (1)
- Inspección Del AceroDokument2 SeitenInspección Del Acerodante100% (1)
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDokument14 SeitenProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Registro Preparacion Superficial Aplicacion de PinturaDokument3 SeitenRegistro Preparacion Superficial Aplicacion de PinturaHemyl LouNoch keine Bewertungen
- Registro de Liquidos Penetrantes - InG - CMII - 005Dokument8 SeitenRegistro de Liquidos Penetrantes - InG - CMII - 005Luis Alexander Cristobal UbaldoNoch keine Bewertungen
- Arquitectura TextilDokument17 SeitenArquitectura TextilHeury Gonzalez MatosNoch keine Bewertungen
- CG1-07 Anexo 5,1 Tubero Cuestionario Evaluación Teórica Con RespuestasDokument3 SeitenCG1-07 Anexo 5,1 Tubero Cuestionario Evaluación Teórica Con RespuestasLeón MartinezNoch keine Bewertungen
- Procedimiento de Inspeccion DimensionalDokument4 SeitenProcedimiento de Inspeccion DimensionalCesar Cruz Romero100% (1)
- Herramientas y Equipos para CimentacionesDokument40 SeitenHerramientas y Equipos para CimentacionesLeidy Velarde72% (61)
- End-Pn-01-Procedimiento de Pruebas NeumaticasDokument13 SeitenEnd-Pn-01-Procedimiento de Pruebas NeumaticasANTONIO CAMACHO67% (3)
- Recepción, Almacenamiento y Manipulación de Consumibles de SoldaduraDokument8 SeitenRecepción, Almacenamiento y Manipulación de Consumibles de SoldaduraRenato Ren SZNoch keine Bewertungen
- PR-CC-003 Control Dimensional en El ArmadoDokument8 SeitenPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Formato de Calificación de Soldadura Qw-42Dokument2 SeitenFormato de Calificación de Soldadura Qw-42ivanbfNoch keine Bewertungen
- Registro de OperacionesDokument1 SeiteRegistro de OperacionesAnonymous 5JDy895zNoch keine Bewertungen
- CWI-Modulo IDokument29 SeitenCWI-Modulo IrodolfoNoch keine Bewertungen
- Procedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Dokument11 SeitenProcedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Maldonado DarioNoch keine Bewertungen
- BorradorDokument10 SeitenBorradorRodmi Torres PeraltaNoch keine Bewertungen
- Certificado de Homologación - 01-11-2019Dokument1 SeiteCertificado de Homologación - 01-11-2019Peter CallánNoch keine Bewertungen
- WPS Preliminar 6 PulgDokument2 SeitenWPS Preliminar 6 PulgRodrigo AlonsoNoch keine Bewertungen
- Curso VT - MT Ricardo Aguirre RamirezDokument2 SeitenCurso VT - MT Ricardo Aguirre RamirezAlex Silva VincesNoch keine Bewertungen
- WPS D1.1 A36 - E71t11Dokument2 SeitenWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Certif. Soldadura MigDokument1 SeiteCertif. Soldadura MigFabian LopezNoch keine Bewertungen
- Indi-Vt-001-22 - Procedimiento VT Api650 - 2022Dokument12 SeitenIndi-Vt-001-22 - Procedimiento VT Api650 - 2022Wilians Rosales ChavezNoch keine Bewertungen
- API 1104 Complementario 5Dokument10 SeitenAPI 1104 Complementario 5petreNoch keine Bewertungen
- Protocolo Pruebas HidrostaticaDokument5 SeitenProtocolo Pruebas HidrostaticaDiego SanchezNoch keine Bewertungen
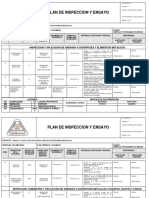
- Modelo Plan de Inspeccion y Ensayo Pie QA QCDokument12 SeitenModelo Plan de Inspeccion y Ensayo Pie QA QCLuis Eduardo BalderramaNoch keine Bewertungen
- Formato de LiberacionDokument117 SeitenFormato de LiberacionYair Sánchez blancoNoch keine Bewertungen
- Reporte de Doblez INF - Wip-030-18Dokument1 SeiteReporte de Doblez INF - Wip-030-18Danfer De la CruzNoch keine Bewertungen
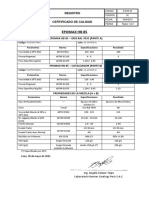
- Epomax HB 85 Gris Ral 7035 Certificado de CalidadDokument1 SeiteEpomax HB 85 Gris Ral 7035 Certificado de CalidadFreddy Taipe CruNoch keine Bewertungen
- S-Tal-Sae-Sta-Mec-Prd-0006 - 01 (003) Arenado y PinturaDokument22 SeitenS-Tal-Sae-Sta-Mec-Prd-0006 - 01 (003) Arenado y PinturaDan DiezNoch keine Bewertungen
- Procedimiento de Apuntalado de SobreplanchasDokument8 SeitenProcedimiento de Apuntalado de SobreplanchasVictor AlejandroNoch keine Bewertungen
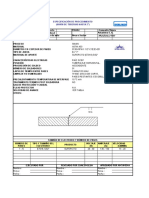
- Especificación de Procedimiento de SoldaduraDokument5 SeitenEspecificación de Procedimiento de SoldaduraAnonymous IkF0z3VOmNoch keine Bewertungen
- Wps PQR API 1104Dokument18 SeitenWps PQR API 1104Manuel FARIAS IMANNoch keine Bewertungen
- Parrafos ASME IX Articulo IIDokument8 SeitenParrafos ASME IX Articulo IIEfrain Ortiz BarretoNoch keine Bewertungen
- Reg-Tal-009 Lista de Soldadores Calificados (WPQR)Dokument1 SeiteReg-Tal-009 Lista de Soldadores Calificados (WPQR)Francisco ImazNoch keine Bewertungen
- Configuracion Estructural - Inspeccion Visual de SoldaduraDokument4 SeitenConfiguracion Estructural - Inspeccion Visual de SoldaduraLorena HuGo100% (1)
- ComsolDokument2 SeitenComsolvalentinNoch keine Bewertungen
- Vdocuments - MX - NMX CH 002 1993 PDFDokument16 SeitenVdocuments - MX - NMX CH 002 1993 PDFvalentinNoch keine Bewertungen
- Medicion NivelDokument9 SeitenMedicion NivelvalentinNoch keine Bewertungen
- Rankine RecalentadoDokument14 SeitenRankine RecalentadoJhoel Sierra FNoch keine Bewertungen
- Trabajo de Ingenieria de Metodos.Dokument48 SeitenTrabajo de Ingenieria de Metodos.Damaris ContrerasNoch keine Bewertungen
- Historia y Ramas de La FisicaDokument2 SeitenHistoria y Ramas de La FisicaLeonardo GodinezNoch keine Bewertungen
- ESCORRENTIADokument35 SeitenESCORRENTIAPablo Jose Escalona TovarNoch keine Bewertungen
- Retie 17.12Dokument164 SeitenRetie 17.12DanielformunNoch keine Bewertungen
- Ecuacion de NavierDokument8 SeitenEcuacion de NaviernidalsoukiNoch keine Bewertungen
- Experimento de ReynoldsDokument8 SeitenExperimento de ReynoldsJazmin Flores MondragónNoch keine Bewertungen
- LABORATORIO 2. Madurez en FrutasDokument4 SeitenLABORATORIO 2. Madurez en FrutasAndrea SanchezNoch keine Bewertungen
- Difusión de Los Sólidos !Dokument7 SeitenDifusión de Los Sólidos !Aura AcostaNoch keine Bewertungen
- Olefinas, Un Término Que Se Deriva de Gas Olefiante, Que Significa "Gas Formado Por Aceite". Este TérminoDokument2 SeitenOlefinas, Un Término Que Se Deriva de Gas Olefiante, Que Significa "Gas Formado Por Aceite". Este TérminoallanNoch keine Bewertungen
- Lab Iq 6 - Perdidas Por Fricción Equipo Didáctico InformeDokument32 SeitenLab Iq 6 - Perdidas Por Fricción Equipo Didáctico Informedavidqf1Noch keine Bewertungen
- Laboratorio PHDokument13 SeitenLaboratorio PHfrancoNoch keine Bewertungen
- Guía Metodológica para ResidenciasDokument28 SeitenGuía Metodológica para ResidenciasveronicaNoch keine Bewertungen
- Método RulaDokument21 SeitenMétodo RulaING. GUSTAVO HERRERA CONTRERAS0% (1)
- Supernova PDFDokument11 SeitenSupernova PDFnc_physicsNoch keine Bewertungen
- Mecanica de Corte y Analisis de Fuerza de Corte en Los Procesos de ManufacturaDokument25 SeitenMecanica de Corte y Analisis de Fuerza de Corte en Los Procesos de ManufacturaCarlos Jose Abril0% (1)
- Tres MomentosDokument18 SeitenTres MomentosGiorgi J. TenorioNoch keine Bewertungen
- Fisica Lab 1Dokument28 SeitenFisica Lab 1Anthony A NavarroNoch keine Bewertungen
- Cuarta Práctica de Laboratorio - Péndulo FísicoDokument6 SeitenCuarta Práctica de Laboratorio - Péndulo FísicobremellNoch keine Bewertungen
- Clima Promedio en SoachaDokument7 SeitenClima Promedio en SoachaFelipeGonzalezNoch keine Bewertungen
- Coeficiente de Rozamiento Cinético PDFDokument4 SeitenCoeficiente de Rozamiento Cinético PDFDiego Sebastian MaldonadoNoch keine Bewertungen
- Microestructuras Que Presentan en Las Aleaciones Fe-CDokument23 SeitenMicroestructuras Que Presentan en Las Aleaciones Fe-CJeannette ElizabethNoch keine Bewertungen
- PUENTESDokument6 SeitenPUENTESIsai Junior MLNoch keine Bewertungen
- Las Eficiencias Isentrópicas de Los Dispositivos de Flujo EstableDokument2 SeitenLas Eficiencias Isentrópicas de Los Dispositivos de Flujo EstableJh Pi0% (1)
- Torrentera PDFDokument422 SeitenTorrentera PDFEdison100% (2)
- Trabajo Final Orgánica 1Dokument23 SeitenTrabajo Final Orgánica 1Jesús MorenoNoch keine Bewertungen