Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Aerospace Material Specification: Shim Stock, LaminatedDokument12 SeitenAerospace Material Specification: Shim Stock, LaminatedmmrNoch keine Bewertungen
- Iso 17637-2016Dokument14 SeitenIso 17637-2016Upul Eranda Abeyrathna83% (6)
- Thermal Insulation Products - Jacketing & CladdingDokument15 SeitenThermal Insulation Products - Jacketing & CladdingSreekumar K SNoch keine Bewertungen
- (Davies, Michael Scott, P.J.B.) Guide To The UseDokument645 Seiten(Davies, Michael Scott, P.J.B.) Guide To The UseامينNoch keine Bewertungen
- Flange Fixed Joint BDokument5 SeitenFlange Fixed Joint BRefandi WidodoNoch keine Bewertungen
- Asme Section II A Sa-263Dokument8 SeitenAsme Section II A Sa-263Anonymous GhPzn1xNoch keine Bewertungen
- Generator End-Winding Retaining Rings - A Literature Survey and Care GuidelineDokument28 SeitenGenerator End-Winding Retaining Rings - A Literature Survey and Care Guidelinemeisam davoodabadiNoch keine Bewertungen
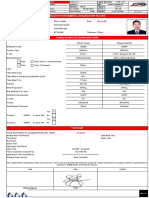
- Welders Performance Qualification Record: Actual Values Range QualifiedDokument13 SeitenWelders Performance Qualification Record: Actual Values Range QualifiedErick AguadoNoch keine Bewertungen
- University of Mauritius: Faculty of Engineering Mechanical & Production Engineering DepartmentDokument17 SeitenUniversity of Mauritius: Faculty of Engineering Mechanical & Production Engineering Departmenthansley100% (1)
- DR Engp I 1.1 Rev.7Dokument752 SeitenDR Engp I 1.1 Rev.7Vinícius Toni MartinsNoch keine Bewertungen
- Vip - Led - 17W - 3000K - Opal (Linear Light)Dokument4 SeitenVip - Led - 17W - 3000K - Opal (Linear Light)hansleyNoch keine Bewertungen
- TUBO - KINKIET - IP65 - LED - EN (Tube Light)Dokument2 SeitenTUBO - KINKIET - IP65 - LED - EN (Tube Light)hansleyNoch keine Bewertungen
- NPSH CalculatorDokument5 SeitenNPSH CalculatorhansleyNoch keine Bewertungen
- Pipe SizingDokument2 SeitenPipe SizinghansleyNoch keine Bewertungen
- EU - en - AA - PROF.FP (Downlight)Dokument2 SeitenEU - en - AA - PROF.FP (Downlight)hansleyNoch keine Bewertungen
- BARI - ECO - DLN - LED - EN (Surface Downlight)Dokument2 SeitenBARI - ECO - DLN - LED - EN (Surface Downlight)hansleyNoch keine Bewertungen
- Tutorial On The Law of Conservation of MomentumDokument2 SeitenTutorial On The Law of Conservation of MomentumhansleyNoch keine Bewertungen
- Modena Mini Led enDokument2 SeitenModena Mini Led enhansleyNoch keine Bewertungen
- Simulation of Mast: StaticDokument6 SeitenSimulation of Mast: StatichansleyNoch keine Bewertungen
- ELEC 1018Y: MATLAB For Electrical EngineersDokument9 SeitenELEC 1018Y: MATLAB For Electrical EngineershansleyNoch keine Bewertungen
- C-1 CTFSgenDokument19 SeitenC-1 CTFSgenhansleyNoch keine Bewertungen
- ELEC 1018Y - Computational Techniques: Getting Help For FunctionsDokument14 SeitenELEC 1018Y - Computational Techniques: Getting Help For FunctionshansleyNoch keine Bewertungen
- Thermal Loss in Hot Water Distribution System Tank Raduis: HeightDokument1 SeiteThermal Loss in Hot Water Distribution System Tank Raduis: HeighthansleyNoch keine Bewertungen
- Institute and Faculty of Actuaries: Subject CP2 Modelling Practice Core PracticesDokument9 SeitenInstitute and Faculty of Actuaries: Subject CP2 Modelling Practice Core PracticeshansleyNoch keine Bewertungen
- Refrigerator 1Dokument21 SeitenRefrigerator 1hansleyNoch keine Bewertungen
- An Overview of Matlab: Computational TechniquesDokument7 SeitenAn Overview of Matlab: Computational TechniqueshansleyNoch keine Bewertungen
- HemmingDokument5 SeitenHemminghansleyNoch keine Bewertungen
- Solar Rts Values - Data From 2005 Hof, Chapter 30, Table 20Dokument8 SeitenSolar Rts Values - Data From 2005 Hof, Chapter 30, Table 20hansleyNoch keine Bewertungen
- Chap 5Dokument14 SeitenChap 5hansleyNoch keine Bewertungen
- Thermodynamic Evaluation of The Performance of A Combined Cycle Power PlantDokument11 SeitenThermodynamic Evaluation of The Performance of A Combined Cycle Power PlanthansleyNoch keine Bewertungen
- Freezing Fouling Fernandez-Torres2001Dokument10 SeitenFreezing Fouling Fernandez-Torres2001hansleyNoch keine Bewertungen
- Chap 1Dokument14 SeitenChap 1hansleyNoch keine Bewertungen
- Chapter4 - Demand Forecast For MauritiusDokument14 SeitenChapter4 - Demand Forecast For MauritiushansleyNoch keine Bewertungen
- Dot 49CFR 178.71Dokument10 SeitenDot 49CFR 178.71Juan Alejandro Jurado de la RosaNoch keine Bewertungen
- RM01 - Arc Weld ProcessesDokument53 SeitenRM01 - Arc Weld ProcessesAnonymous cgcKzFtXNoch keine Bewertungen
- English Catalogue POLIXDokument97 SeitenEnglish Catalogue POLIXMilos Stojanovic100% (1)
- ASTM A325M Rev B (2004) STD SPECS FOR STRUCTURAL BOLTS, STEEDokument7 SeitenASTM A325M Rev B (2004) STD SPECS FOR STRUCTURAL BOLTS, STEECharwin PicaoNoch keine Bewertungen
- 不锈钢知识Dokument20 Seiten不锈钢知识Mrinal Kanti BhaduriNoch keine Bewertungen
- Brochure PDFDokument3 SeitenBrochure PDFAjay PurohitNoch keine Bewertungen
- Mark Up Holding Ss WWTP 2Dokument1 SeiteMark Up Holding Ss WWTP 2rhynaka23Noch keine Bewertungen
- Stainless Steel Exercice Au ChoixDokument6 SeitenStainless Steel Exercice Au ChoixFabrice Haoulassa HamanNoch keine Bewertungen
- Planet IkoDokument14 SeitenPlanet IkoMihaela ScarlatNoch keine Bewertungen
- Content - EJ 2014 Galvanised GratesDokument32 SeitenContent - EJ 2014 Galvanised GratesFilip StojkovskiNoch keine Bewertungen
- ISO 3834-2 Welding Process Check SheetDokument3 SeitenISO 3834-2 Welding Process Check SheetPradip SalunkheNoch keine Bewertungen
- Steel Magnetic PropertiesDokument3 SeitenSteel Magnetic PropertiesArtur MirandaNoch keine Bewertungen
- DOLOMITEDokument15 SeitenDOLOMITEsantoshNoch keine Bewertungen
- 97 Minor ReportDokument51 Seiten97 Minor Reportved100% (1)
- GRADE 302: Element Content (%)Dokument3 SeitenGRADE 302: Element Content (%)Shashank Saxena100% (1)
- Steel Quenching Lab ReportDokument29 SeitenSteel Quenching Lab ReportWahyu HR100% (1)
- Microstructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialDokument17 SeitenMicrostructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialEditor IJTSRDNoch keine Bewertungen
- Kemper Strangguss STAHL2014Dokument30 SeitenKemper Strangguss STAHL2014조기현Noch keine Bewertungen
- AQUAVARI - Kinetic Air Valve WeightsDokument47 SeitenAQUAVARI - Kinetic Air Valve WeightssandeshNoch keine Bewertungen
- Metallurgy Metal WorksheetDokument14 SeitenMetallurgy Metal WorksheetAzraie Bin RuslimNoch keine Bewertungen
- Kunci Jawaban Basic Ac MaterialDokument5 SeitenKunci Jawaban Basic Ac Materialdyan dyanNoch keine Bewertungen