Das könnte Ihnen auch gefallen
- HLN Applications enDokument27 SeitenHLN Applications enClint TcNoch keine Bewertungen
- Projection Welding Guide for Materials & DesignDokument20 SeitenProjection Welding Guide for Materials & DesignCebrac ItatibaNoch keine Bewertungen
- Bossard Taptite Self Tapping Screw CatalogueDokument10 SeitenBossard Taptite Self Tapping Screw CataloguepmlmkpNoch keine Bewertungen
- Practical Data HandbookDokument120 SeitenPractical Data Handbookjtamminga100% (18)
- Bolt Thread and Head Fillet StressDokument6 SeitenBolt Thread and Head Fillet StressBishwajyoti DuttaMajumdarNoch keine Bewertungen
- Totten CatalogDokument19 SeitenTotten CatalogxpertsteelNoch keine Bewertungen
- Iso 2553Dokument8 SeitenIso 2553Eduardo TeixeiraNoch keine Bewertungen
- Bisalloy Technical Manual SectionsDokument65 SeitenBisalloy Technical Manual Sectionsramaus100% (1)
- FastenersDokument56 SeitenFastenersAnonymous Dp4DdscGSNoch keine Bewertungen
- BoilerTubes - TechnitubeDokument24 SeitenBoilerTubes - TechnitubeMMPAPNoch keine Bewertungen
- Technical Info on Fine Thread Drywall ScrewsDokument2 SeitenTechnical Info on Fine Thread Drywall ScrewsNajeeb AhmedNoch keine Bewertungen
- DIN 580 ISO 3266: Lifting Eye BoltsDokument2 SeitenDIN 580 ISO 3266: Lifting Eye BoltsbloggerparthiNoch keine Bewertungen
- En 10140-2006Dokument14 SeitenEn 10140-2006KaanMertNoch keine Bewertungen
- Manual Técnico de Parafusos - BOSSARDDokument85 SeitenManual Técnico de Parafusos - BOSSARDRenato Caldas100% (1)
- 13 Symbols DrawingsDokument13 Seiten13 Symbols DrawingsAlie AlbantaniNoch keine Bewertungen
- WashersDokument32 SeitenWashersSam GillilandNoch keine Bewertungen
- Corrosion Resistance TablesDokument9 SeitenCorrosion Resistance TablesManoj BNoch keine Bewertungen
- Products GuideDokument12 SeitenProducts GuideWK SinnNoch keine Bewertungen
- Star Core 6Dokument2 SeitenStar Core 6jmur10Noch keine Bewertungen
- En ISO 12345-1999 Soldadura - Termos e Ilustrações de Juntas SoldadasDokument53 SeitenEn ISO 12345-1999 Soldadura - Termos e Ilustrações de Juntas Soldadastiago_valenteNoch keine Bewertungen
- AISI 12L14 Steel Analysis and PropertiesDokument2 SeitenAISI 12L14 Steel Analysis and PropertiessyuepiNoch keine Bewertungen
- Iso Fdis15614 13 2021Dokument24 SeitenIso Fdis15614 13 2021arabsniperNoch keine Bewertungen
- Ultimate Strength of Fillet Welded Connections Loaded in PlaneDokument13 SeitenUltimate Strength of Fillet Welded Connections Loaded in PlanePatrick PolujanNoch keine Bewertungen
- Design of fillet weld as per BS EN 1993 1 8 CL 4.5.3Dokument2 SeitenDesign of fillet weld as per BS EN 1993 1 8 CL 4.5.3Giri DharanNoch keine Bewertungen
- ArcelorMittal DOMSpecsDokument12 SeitenArcelorMittal DOMSpecsAnurag DixitNoch keine Bewertungen
- Nylstop Self Locking Nut - Vibration Resistant Nut Prevents LooseningDokument2 SeitenNylstop Self Locking Nut - Vibration Resistant Nut Prevents Looseningaiyubi2Noch keine Bewertungen
- ESAB Puls Mig Welding Hand BookDokument20 SeitenESAB Puls Mig Welding Hand BookLeonardo De La HudiNoch keine Bewertungen
- Fatigue Curve - S235JR ExperimantalDokument9 SeitenFatigue Curve - S235JR ExperimantalPrabath MadusankaNoch keine Bewertungen
- Iso 544-2011Dokument14 SeitenIso 544-2011Vũ Đình PhongNoch keine Bewertungen
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDokument2 SeitenSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- Alform 700 MCDokument9 SeitenAlform 700 MCCarlos Nombela PalaciosNoch keine Bewertungen
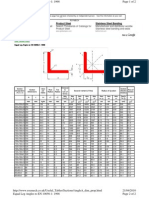
- Equal Leg Angles To en 10056-1 1998 Dim - PropDokument2 SeitenEqual Leg Angles To en 10056-1 1998 Dim - PropJagdish Chhugani100% (1)
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDokument2 SeitenSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraNoch keine Bewertungen
- AMS5688Dokument7 SeitenAMS5688Federica FiorentiniNoch keine Bewertungen
- Federal Specification Chains GuideDokument64 SeitenFederal Specification Chains Guiderfuentes73Noch keine Bewertungen
- Ford Wa 960-2004Dokument1 SeiteFord Wa 960-2004DanielMa0% (1)
- Welding MIL STD PDFDokument157 SeitenWelding MIL STD PDFAnonymous L0ChmPGNoch keine Bewertungen
- Shackle Din 82101Dokument1 SeiteShackle Din 82101viahulNoch keine Bewertungen
- Critical Surface Preparation for Steel CoatingsDokument2 SeitenCritical Surface Preparation for Steel CoatingsHIPAPNoch keine Bewertungen
- Iso 3506 1 2020Dokument46 SeitenIso 3506 1 2020Anna BubblegumNoch keine Bewertungen
- Bolted Joints PresentationDokument31 SeitenBolted Joints PresentationBrian Willis100% (2)
- Csa G40.21 PDFDokument4 SeitenCsa G40.21 PDFmecano1Noch keine Bewertungen
- Standard Series Limits Size-Unified and American Screw Threads PDFDokument19 SeitenStandard Series Limits Size-Unified and American Screw Threads PDFrefaeNoch keine Bewertungen
- Er Raju Sharma Assistant Professor Department of Civil Engineering CGCDokument21 SeitenEr Raju Sharma Assistant Professor Department of Civil Engineering CGCRaju Sharma100% (3)
- Steel Material PropertiesDokument1 SeiteSteel Material PropertiesHendra93100% (1)
- Suhm Spring Works-Spring Materials Issue 9a en US v1Dokument37 SeitenSuhm Spring Works-Spring Materials Issue 9a en US v1DizzixxNoch keine Bewertungen
- C 45Dokument10 SeitenC 45mohsen_267Noch keine Bewertungen
- L9 Fastening System PDFDokument6 SeitenL9 Fastening System PDFMarcel BaqueNoch keine Bewertungen
- Iso-15667Dokument7 SeitenIso-15667Chichi Julian FlekerNoch keine Bewertungen
- Self-Tapping Screws How To ChooseDokument3 SeitenSelf-Tapping Screws How To ChooseoarmstroNoch keine Bewertungen
- DIN 934 NutsDokument1 SeiteDIN 934 NutsleroniusNoch keine Bewertungen
- Bac Cau Din Iso 12240.1Dokument67 SeitenBac Cau Din Iso 12240.1Nguyen hanhNoch keine Bewertungen
- Flange Face Surface FinishDokument2 SeitenFlange Face Surface FinishJoel Ashley D'SouzaNoch keine Bewertungen
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceVon EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNoch keine Bewertungen
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Von EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNoch keine Bewertungen
- Materials Data for Cyclic Loading: Low-Alloy SteelsVon EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsBewertung: 5 von 5 Sternen5/5 (2)
- Welding Domex SteelsDokument16 SeitenWelding Domex SteelspozolabNoch keine Bewertungen
- Agricultural Tailgate Safety Training: Module Title: Gas Welding SafetyDokument3 SeitenAgricultural Tailgate Safety Training: Module Title: Gas Welding SafetyAgourame AbderrahmaneNoch keine Bewertungen
- Integrated DesignDokument61 SeitenIntegrated DesignA_Ashery123Noch keine Bewertungen
- Welding Procedure PreparationDokument122 SeitenWelding Procedure Preparationthe_badass1234100% (21)
- Visual Inspection of WeldsDokument137 SeitenVisual Inspection of Weldssjois_hs100% (1)
- Handbook of Weld InspectionDokument64 SeitenHandbook of Weld InspectionAgourame Abderrahmane100% (3)
- A Brief Description of NDTDokument22 SeitenA Brief Description of NDTranjana3006Noch keine Bewertungen
- MX2 Training Program 3 MX2 Touchscreen and User InterfaceDokument16 SeitenMX2 Training Program 3 MX2 Touchscreen and User InterfaceAgourame AbderrahmaneNoch keine Bewertungen
- ABS NonDestructive Testing of HullWeldsDokument86 SeitenABS NonDestructive Testing of HullWeldsmgmqroNoch keine Bewertungen
- Corrosion Engineering - Hydrogen DamageDokument10 SeitenCorrosion Engineering - Hydrogen DamageAgourame AbderrahmaneNoch keine Bewertungen
- TWI Radiographic Interpretation. (Part3)Dokument55 SeitenTWI Radiographic Interpretation. (Part3)jar_292% (36)
- All Formulas of ExcelDokument13 SeitenAll Formulas of ExcelMohammad ElhedabyNoch keine Bewertungen
- AdmixturesDokument27 SeitenAdmixturesShubham ParmarNoch keine Bewertungen
- Wms Ducting and InsultionDokument8 SeitenWms Ducting and InsultiontanweerkhanNoch keine Bewertungen
- Crackwidth For Wall (Combined Bending and Tension)Dokument3 SeitenCrackwidth For Wall (Combined Bending and Tension)mukhleshNoch keine Bewertungen
- Class 125 Bronze Gate Valves: Material ListDokument1 SeiteClass 125 Bronze Gate Valves: Material ListJeffry GabilanNoch keine Bewertungen
- 6005ugsl Coursework BriefDokument9 Seiten6005ugsl Coursework BriefAli AafaaqNoch keine Bewertungen
- FGDFGFDGFDDokument1 SeiteFGDFGFDGFDPja MahsumNoch keine Bewertungen
- Field InstrumentDokument28 SeitenField InstrumentsswahyudiNoch keine Bewertungen
- Bamboo As A Building MaterialDokument58 SeitenBamboo As A Building MaterialAsociación DamaNoch keine Bewertungen
- Church Street Redevelopment Project AnalysisDokument4 SeitenChurch Street Redevelopment Project AnalysisAmrutha Pavithran0% (1)
- Bridon Crane Rope CatalogueDokument80 SeitenBridon Crane Rope CataloguePete Swift100% (1)
- Mohsin ResumeDokument2 SeitenMohsin ResumeMohsin ShaikhNoch keine Bewertungen
- Fiber Reinforced Plastics VesselsDokument5 SeitenFiber Reinforced Plastics VesselsandreshuelvaNoch keine Bewertungen
- Geometric Design of The TrackDokument12 SeitenGeometric Design of The TrackTarun SKNoch keine Bewertungen
- Name:-Shoaib Saifi Subject:-Bmmc (Building Material and Method of Construction) Topic:-Bricks Batch:-Id 1 YEAR 2019Dokument20 SeitenName:-Shoaib Saifi Subject:-Bmmc (Building Material and Method of Construction) Topic:-Bricks Batch:-Id 1 YEAR 2019Shoaib SaifiNoch keine Bewertungen
- 8.AJGS Arabian Journal of Geosciences (2015)Dokument15 Seiten8.AJGS Arabian Journal of Geosciences (2015)Ahmet TükenNoch keine Bewertungen
- Remanufactured Air Compressors 1-1Dokument48 SeitenRemanufactured Air Compressors 1-1J Alberto P ArrazateNoch keine Bewertungen
- GuidetoConnectionofSupply Full en PDFDokument323 SeitenGuidetoConnectionofSupply Full en PDFESM PNoch keine Bewertungen
- Concrete Construction Article PDF - Site Casting Exposed Aggregate WallsDokument1 SeiteConcrete Construction Article PDF - Site Casting Exposed Aggregate WallssonofalexanderNoch keine Bewertungen
- C101 Electrolytic Tough Pitch CopperDokument2 SeitenC101 Electrolytic Tough Pitch CopperMADDI MADHAV.Noch keine Bewertungen
- Fischer Catalogue INT en Complete 088220Dokument562 SeitenFischer Catalogue INT en Complete 088220smasNoch keine Bewertungen
- Design of FRC Tunnel Segments Considering The Ductility Requirements of The Model Code 2010Dokument23 SeitenDesign of FRC Tunnel Segments Considering The Ductility Requirements of The Model Code 2010Freddie KooNoch keine Bewertungen
- Adts 2732005Dokument2 SeitenAdts 2732005Tejas PatilNoch keine Bewertungen
- Chapter 9Dokument4 SeitenChapter 9ahmed abdohNoch keine Bewertungen
- Bidding Document For Construction of Indoor Stadium at Zuangtui, Aizawl Volume-IiDokument104 SeitenBidding Document For Construction of Indoor Stadium at Zuangtui, Aizawl Volume-Iisonmezender9100% (1)
- 2386 7 1963 Reff2021Dokument32 Seiten2386 7 1963 Reff2021Raghav TiwaryNoch keine Bewertungen
- G Residences Final E-Brochure 2Dokument16 SeitenG Residences Final E-Brochure 2api-124172301Noch keine Bewertungen
- Eurocode 1 PDF FrancaisDokument2 SeitenEurocode 1 PDF FrancaisKarenNoch keine Bewertungen
- Enhancing and Decorating The Finished ProductsDokument13 SeitenEnhancing and Decorating The Finished ProductsRosemarie LabastidaNoch keine Bewertungen
- ASTMC Actual S-Curve Erwin 01-20-15Dokument69 SeitenASTMC Actual S-Curve Erwin 01-20-15Dick Anthony MabaoNoch keine Bewertungen