Das könnte Ihnen auch gefallen
- Bending 3Dokument13 SeitenBending 3Oscar CamposNoch keine Bewertungen
- Fundamentals of Metal-CastingDokument15 SeitenFundamentals of Metal-Castingsamurai7_77Noch keine Bewertungen
- Temperature & Density For CastingsDokument46 SeitenTemperature & Density For CastingsRobinson GnanaduraiNoch keine Bewertungen
- Temperature & Density For CastingsDokument61 SeitenTemperature & Density For Castingsharlow6winfield6adamNoch keine Bewertungen
- WeldingDokument27 SeitenWeldingCleo Elveña100% (1)
- Brazing, Soldering and Friction Stir WeldingDokument6 SeitenBrazing, Soldering and Friction Stir WeldingAdarsh ChoudharyNoch keine Bewertungen
- Question Excerpt From CSWIP 3Dokument4 SeitenQuestion Excerpt From CSWIP 3Ekor JohnNoch keine Bewertungen
- Joining AND Assembly Processes:: WeldingDokument27 SeitenJoining AND Assembly Processes:: Weldingravi00098Noch keine Bewertungen
- Sorelmetal: 111 Advances in Welding Ductile Iron To SteelDokument2 SeitenSorelmetal: 111 Advances in Welding Ductile Iron To Steelhrk100Noch keine Bewertungen
- Question WI..Dokument42 SeitenQuestion WI..Indra MansyahNoch keine Bewertungen
- Welding ManualDokument17 SeitenWelding Manualalexmty2013Noch keine Bewertungen
- Friction Processing TechnologiesDokument11 SeitenFriction Processing TechnologiesjunevessteinNoch keine Bewertungen
- Rolling ProcessDokument0 SeitenRolling ProcesscosmiclatteNoch keine Bewertungen
- Manufacturing Science Part 1Dokument154 SeitenManufacturing Science Part 1Nimmagadda Bharath100% (1)
- Fracture in SteelDokument289 SeitenFracture in Steelchoks007Noch keine Bewertungen
- Effect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...Dokument16 SeitenEffect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...azb00178Noch keine Bewertungen
- Production Technology Ch33Dokument13 SeitenProduction Technology Ch33Nimmagadda BharathNoch keine Bewertungen
- TABLE 7.1 General Characteristics of Sheet-Metal Forming ProcessesDokument56 SeitenTABLE 7.1 General Characteristics of Sheet-Metal Forming ProcessesMarco Bonilla MartínezNoch keine Bewertungen
- CH 8 CN Lap GhepDokument48 SeitenCH 8 CN Lap GhepTHỊNH PHAN NGUYỄN QUANGNoch keine Bewertungen
- Advantages: Steps in Shell-MoldingDokument7 SeitenAdvantages: Steps in Shell-MoldingAnson AntonyNoch keine Bewertungen
- Project Report of Mini ProjectDokument24 SeitenProject Report of Mini ProjectpramodassNoch keine Bewertungen
- Shreya S 2019Dokument8 SeitenShreya S 2019Ilmal YaqinNoch keine Bewertungen
- Paper 5qa 002 Sa2Dokument12 SeitenPaper 5qa 002 Sa2Siva Kumar100% (1)
- Optimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDokument8 SeitenOptimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDilipNoch keine Bewertungen
- CH 30Dokument28 SeitenCH 30fdcarazoNoch keine Bewertungen
- Metal Casting Metal Casting Metal Casting Metal Casting Design, Materials, Economics Design, Materials, Economics G GDokument42 SeitenMetal Casting Metal Casting Metal Casting Metal Casting Design, Materials, Economics Design, Materials, Economics G Gzubairsajid_87Noch keine Bewertungen
- The Effect of Joint Design and Volume Fraction On Friction Welding Properties of A360/Sic (P) CompositesDokument9 SeitenThe Effect of Joint Design and Volume Fraction On Friction Welding Properties of A360/Sic (P) CompositesGaddipati MohankrishnaNoch keine Bewertungen
- To Appear in MeasurementDokument28 SeitenTo Appear in Measurementالسيد ابراهيم عبدالعزيز عبداللهNoch keine Bewertungen
- (3143512) Diffusion WeldingDokument29 Seiten(3143512) Diffusion Weldingsushil sandhu100% (1)
- Sheet-Metal Forming ProcessesDokument56 SeitenSheet-Metal Forming Processesenverkara80Noch keine Bewertungen
- Stephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Dokument15 SeitenStephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Muhammad Awais Naveed AwanNoch keine Bewertungen
- Dissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingDokument6 SeitenDissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingFiras RocktNoch keine Bewertungen
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDokument30 SeitenMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th Edbogdangabriel1985Noch keine Bewertungen
- CSWIP - Multi Questions & AnswersDokument64 SeitenCSWIP - Multi Questions & AnswersSenthil Kumar100% (10)
- PVD Coating-ADokument12 SeitenPVD Coating-Arijoy p pNoch keine Bewertungen
- Chromium Coated Piston Head Liner RingDokument56 SeitenChromium Coated Piston Head Liner RingtechfiNoch keine Bewertungen
- Metal-Casting Processes and Equipment Heat TreatmentsDokument93 SeitenMetal-Casting Processes and Equipment Heat TreatmentssengcanNoch keine Bewertungen
- 01 2003 LIENERT SDokument9 Seiten01 2003 LIENERT SJorge Luis Olivar QuinteroNoch keine Bewertungen
- Porosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering ADokument7 SeitenPorosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering AgiokniessNoch keine Bewertungen
- CH 14Dokument29 SeitenCH 14Amrik SinghNoch keine Bewertungen
- Die Casting Metallurgy: Butterworths Monographs in MaterialsVon EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Prediction of Solidification Time During Solidification of Aluminum Base Alloy Castings Cast in CO - Sand MoldDokument13 SeitenPrediction of Solidification Time During Solidification of Aluminum Base Alloy Castings Cast in CO - Sand MoldjanakNoch keine Bewertungen
- Castingch 05Dokument50 SeitenCastingch 05hoang datNoch keine Bewertungen
- Examination of The Effect of SC On 2000 and 7000 Series Aluminium Alloy Castings: For Improvements in Fusion WeldingDokument11 SeitenExamination of The Effect of SC On 2000 and 7000 Series Aluminium Alloy Castings: For Improvements in Fusion WeldingsubNoch keine Bewertungen
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelVon EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelBewertung: 5 von 5 Sternen5/5 (4)
- Pipeline and Energy Plant Piping: Design and TechnologyVon EverandPipeline and Energy Plant Piping: Design and TechnologyBewertung: 5 von 5 Sternen5/5 (2)
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Von EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Noch keine Bewertungen
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesVon EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNoch keine Bewertungen
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantVon EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysVon EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNoch keine Bewertungen
- Applied Welding Engineering: Processes, Codes, and StandardsVon EverandApplied Welding Engineering: Processes, Codes, and StandardsNoch keine Bewertungen
- The Fracture of Brittle Materials: Testing and AnalysisVon EverandThe Fracture of Brittle Materials: Testing and AnalysisNoch keine Bewertungen
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesVon EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNoch keine Bewertungen
- Nano PPT + Figure 6 + Tabel 1Dokument49 SeitenNano PPT + Figure 6 + Tabel 1FaisalTahirRambeNoch keine Bewertungen
- CH 10Dokument27 SeitenCH 10FaisalTahirRambeNoch keine Bewertungen
- Various Idea To Reduce and ReuseDokument12 SeitenVarious Idea To Reduce and ReuseFaisalTahirRambeNoch keine Bewertungen
- Tabel CRCDokument5 SeitenTabel CRCFaisalTahirRambeNoch keine Bewertungen
- Bio-Rad D-10 Dual ProgramDokument15 SeitenBio-Rad D-10 Dual ProgramMeesam AliNoch keine Bewertungen
- R OR K C S V: EG Epair Its For Ylinder and Ervice AlvesDokument5 SeitenR OR K C S V: EG Epair Its For Ylinder and Ervice AlvesLeonardoFabioCorredorNoch keine Bewertungen
- Barilla SpaDokument11 SeitenBarilla Spavariapratik100% (1)
- Text 5Dokument7 SeitenText 5santoshkumarray490Noch keine Bewertungen
- Rightship Ship Inspection Questionnaire RISQDokument177 SeitenRightship Ship Inspection Questionnaire RISQИгорь100% (3)
- GP 24-21 - Fire Hazard AnalysisDokument53 SeitenGP 24-21 - Fire Hazard AnalysisJohn DryNoch keine Bewertungen
- Omyacarb 1t TNDokument1 SeiteOmyacarb 1t TNGİZEM DEMİRNoch keine Bewertungen
- 510 1453 1 PB Tiang ReklameDokument6 Seiten510 1453 1 PB Tiang ReklameGunaedy UtomoNoch keine Bewertungen
- Nestle Internship ResumeDokument2 SeitenNestle Internship ResumeHasnain AshrafNoch keine Bewertungen
- Eoq PDFDokument10 SeitenEoq PDFविनय कुमार शर्माNoch keine Bewertungen
- Catalyst Worksheet - SHHSDokument3 SeitenCatalyst Worksheet - SHHSNerd 101Noch keine Bewertungen
- Vital Judo Throwing TechniquesDokument193 SeitenVital Judo Throwing TechniquesJuan Jose Opazo Carvajal100% (1)
- 1984 Population Report EthiopiaDokument255 Seiten1984 Population Report EthiopiaOsvaldas ZagurskasNoch keine Bewertungen
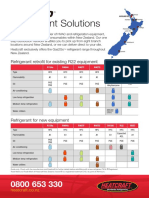
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDokument2 SeitenRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoNoch keine Bewertungen
- Rockwell Allen BradleyDokument73 SeitenRockwell Allen BradleymaygomezNoch keine Bewertungen
- 0707-Passive VoiceDokument6 Seiten0707-Passive VoiceKhôi TrầnNoch keine Bewertungen
- Tsang Mui Millennium School 2019-2020 English Worksheet: Fill in The Blanks With The Correct Form of The VerbsDokument46 SeitenTsang Mui Millennium School 2019-2020 English Worksheet: Fill in The Blanks With The Correct Form of The VerbscocoyipNoch keine Bewertungen
- IbnTaymiyyah Theological EthicsDokument361 SeitenIbnTaymiyyah Theological EthicsDado Daki100% (1)
- Travelsinvarious03clar BWDokument522 SeitenTravelsinvarious03clar BWSima Sorin MihailNoch keine Bewertungen
- PrionDokument22 SeitenPrionAnushkaNoch keine Bewertungen
- Research Papers On Climate Change Global WarmingDokument4 SeitenResearch Papers On Climate Change Global Warminggw1nm9nbNoch keine Bewertungen
- Watercolor SecretsDokument60 SeitenWatercolor Secretsmissdoisneau98% (47)
- Fender TransformersDokument2 SeitenFender TransformersVincenzo TabaccoNoch keine Bewertungen
- Ficha-Tecnica-Tuberia MechDokument2 SeitenFicha-Tecnica-Tuberia MechCarlos salazarNoch keine Bewertungen
- The Art of Logical ThinkingDokument210 SeitenThe Art of Logical ThinkingAndyAyam100% (1)
- L23 - Axial Flow CompressorDokument17 SeitenL23 - Axial Flow CompressorRohan GuptaNoch keine Bewertungen
- Drainage BasinsDokument4 SeitenDrainage BasinsDannySP10100% (1)
- EPP V6 - V7 - ETS - Removal Switch - Sensor Reactivation V12Dokument15 SeitenEPP V6 - V7 - ETS - Removal Switch - Sensor Reactivation V12Rabin TinkariNoch keine Bewertungen
- Tabla QuimicaDokument12 SeitenTabla QuimicaPablo PasqualiniNoch keine Bewertungen
- The DSG DQ200 LifespanDokument1 SeiteThe DSG DQ200 Lifespanqt99qzyhrbNoch keine Bewertungen