Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Floor Standing (60Hz, R22)Dokument102 SeitenFloor Standing (60Hz, R22)jose antonioNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Heat Recovery Ventilator: LG Air ConditionersDokument47 SeitenHeat Recovery Ventilator: LG Air Conditionersjose antonioNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Ceiling Cassette (60Hz, R22) PDFDokument80 SeitenCeiling Cassette (60Hz, R22) PDFjose antonioNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Oil Sporlan's SeriesThe Slippery SyntheticsDokument79 SeitenOil Sporlan's SeriesThe Slippery Syntheticsjose antonio100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 120K PDB DraftDokument150 Seiten120K PDB Draftjose antonioNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Copeland Refrigeration OilsDokument2 SeitenCopeland Refrigeration Oilsjose antonioNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Ceiling Concealed Duct (60Hz, R22)Dokument97 SeitenCeiling Concealed Duct (60Hz, R22)jose antonioNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Ducted Split: LG Air ConditionersDokument100 SeitenDucted Split: LG Air Conditionersjose antonioNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Accesorios Aire AcondicionadoDokument55 SeitenAccesorios Aire AcondicionadoIsrael Téllez GonzálezNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- Ceiling & Floor (60Hz, R22)Dokument92 SeitenCeiling & Floor (60Hz, R22)jose antonioNoch keine Bewertungen
- Mineral Refrigeration Oils: Part No. Size ViscosityDokument2 SeitenMineral Refrigeration Oils: Part No. Size Viscosityjose antonioNoch keine Bewertungen
- Optimal Operation of A Hvac System With A Optimal Operation of A Hvac System With A Tthermal Storage Water Tank Tthermal Storage Water TankDokument8 SeitenOptimal Operation of A Hvac System With A Optimal Operation of A Hvac System With A Tthermal Storage Water Tank Tthermal Storage Water Tankjose antonioNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The White Book of SteelDokument53 SeitenThe White Book of SteelCks RamanNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Copeland Accepted Lubricants 06-28-02Dokument1 SeiteCopeland Accepted Lubricants 06-28-02jose antonioNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- World Steel in Figures 2015Dokument17 SeitenWorld Steel in Figures 2015Naman KaushikNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Steel Statistical Yearbook 2015Dokument126 SeitenSteel Statistical Yearbook 2015jose antonioNoch keine Bewertungen
- Gorni SFHTHandbook PDFDokument178 SeitenGorni SFHTHandbook PDFmarkus andikaNoch keine Bewertungen
- Steel Statistical Yearbook 2015Dokument126 SeitenSteel Statistical Yearbook 2015jose antonioNoch keine Bewertungen
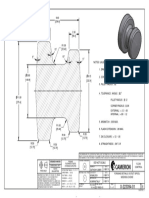
- Dcc+0+Slt Machine Works++Df+147kg+279+0+239Dokument1 SeiteDcc+0+Slt Machine Works++Df+147kg+279+0+239jose antonioNoch keine Bewertungen
- KVR16Dokument2 SeitenKVR16Ahmad Takiyuddin Bin SaadNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Hardness of Tempered Martensite in Carbon and Low-Alloy SteelsDokument11 SeitenHardness of Tempered Martensite in Carbon and Low-Alloy Steelsjose antonio100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Microstructural Analyses of Grain Boundary Carbides of Tempered MartensiteDokument9 SeitenMicrostructural Analyses of Grain Boundary Carbides of Tempered Martensitejose antonioNoch keine Bewertungen
- Effect of Partitioning of MN and Si On The Growth Kinetics of Cementite in Tempered Fe-0.6 Mass % MartensiteDokument12 SeitenEffect of Partitioning of MN and Si On The Growth Kinetics of Cementite in Tempered Fe-0.6 Mass % Martensitejose antonioNoch keine Bewertungen
- Mechanisms of Tempered Martensite Embrittlement in Low Alloy SteelsDokument15 SeitenMechanisms of Tempered Martensite Embrittlement in Low Alloy Steelsjose antonioNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Electron Microscopy and Diffraction Study of The Carbide Precipitated at The First Stage of Tempering of MartensiticDokument6 SeitenElectron Microscopy and Diffraction Study of The Carbide Precipitated at The First Stage of Tempering of Martensiticjose antonioNoch keine Bewertungen
- Ashby How To Write A PaperDokument47 SeitenAshby How To Write A PaperGauri RanadiveNoch keine Bewertungen
- Martensite Lattice Changes During TemperingDokument7 SeitenMartensite Lattice Changes During Temperingjose antonioNoch keine Bewertungen
- Effect of Fresh Martensite On The Stability of Retained Austenite in Q&P SteelDokument9 SeitenEffect of Fresh Martensite On The Stability of Retained Austenite in Q&P Steeljose antonioNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- How To Write A Great Research Paper by Simon Peyton JonesDokument46 SeitenHow To Write A Great Research Paper by Simon Peyton JonesrazorazNoch keine Bewertungen
- U-5 - 2022 - Tecnologías de Tratamientos - BDokument39 SeitenU-5 - 2022 - Tecnologías de Tratamientos - BSimón OsésNoch keine Bewertungen
- Jeppesen CHAPTER 4 Aircraft Welding PDFDokument30 SeitenJeppesen CHAPTER 4 Aircraft Welding PDFDavid SchkolnikNoch keine Bewertungen
- Ar-Bt5 RSW Mt-02 Dela CruzDokument11 SeitenAr-Bt5 RSW Mt-02 Dela CruzMark Aldrin Dela CruzNoch keine Bewertungen
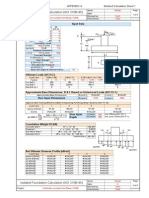
- Isolated Foundation Calculation (ACI 318M-95) : Input DataDokument5 SeitenIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosNoch keine Bewertungen
- Indian Railways MIG Wire Technical RequirementsDokument17 SeitenIndian Railways MIG Wire Technical RequirementsJoherNoch keine Bewertungen
- Method For Curing TyreDokument5 SeitenMethod For Curing TyreNivantNoch keine Bewertungen
- Mechanical Design of Overhead LinesDokument26 SeitenMechanical Design of Overhead LinesAsheque Iqbal100% (1)
- Astm D1287Dokument4 SeitenAstm D1287Eduardo CarlovichNoch keine Bewertungen
- Technical Design Information for Latrine ConstructionDokument24 SeitenTechnical Design Information for Latrine Constructionchris mwauraNoch keine Bewertungen
- CH 13Dokument30 SeitenCH 13Laurertan TavaresNoch keine Bewertungen
- Carbofill Dec08Dokument4 SeitenCarbofill Dec08Cristian Andres Araya CisternasNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chemistry: Pearson EdexcelDokument16 SeitenChemistry: Pearson EdexcelHosni ShowikeNoch keine Bewertungen
- Pds Tial m80Dokument2 SeitenPds Tial m80Yan FerizalNoch keine Bewertungen
- Green Composites: An OverviewDokument11 SeitenGreen Composites: An OverviewAyushNoch keine Bewertungen
- Soal QafcoDokument3 SeitenSoal QafcoRatu CeliaNoch keine Bewertungen
- Welding Consumable Nominal Chemical Composition, Wt. Pct. Other Designation SystemsDokument1 SeiteWelding Consumable Nominal Chemical Composition, Wt. Pct. Other Designation SystemsLLNoch keine Bewertungen
- Evalene LF20185Dokument2 SeitenEvalene LF20185Oscar Tan IIINoch keine Bewertungen
- Datasheet Potassium Formate KFORMSOLpdfDokument1 SeiteDatasheet Potassium Formate KFORMSOLpdfJuan MancipeNoch keine Bewertungen
- Impact of Source Drain DopingDokument6 SeitenImpact of Source Drain DopingjjNoch keine Bewertungen
- Why nanocrystals get softer with decreasing grain sizeDokument8 SeitenWhy nanocrystals get softer with decreasing grain sizeSaadFarooqNoch keine Bewertungen
- Introduction To Mass TransferDokument44 SeitenIntroduction To Mass TransferGhazanferAliNoch keine Bewertungen
- Aashto M288Dokument29 SeitenAashto M288jong_hao_su5167% (3)
- AVK Check ValvesDokument4 SeitenAVK Check ValvesgdpNoch keine Bewertungen
- ASME IIA SA29 SA29M Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-FinishedDokument1 SeiteASME IIA SA29 SA29M Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-FinishedAmanda Ariesta ApriliaNoch keine Bewertungen
- Lec 3Dokument14 SeitenLec 3anuda09Noch keine Bewertungen
- SAKLA - Eccentrically-Loaded Single Angle StrutsDokument10 SeitenSAKLA - Eccentrically-Loaded Single Angle StrutsmarinamoviaNoch keine Bewertungen
- Sai Water Tub AgreementDokument67 SeitenSai Water Tub Agreementvinodhcivil9Noch keine Bewertungen
- Department of Materials Science and Engineering (MSE)Dokument11 SeitenDepartment of Materials Science and Engineering (MSE)shouvikNoch keine Bewertungen
- MEPDG Manual of PracticesDokument209 SeitenMEPDG Manual of PracticesSri RamyaNoch keine Bewertungen
- Polyalk FixoprimeDokument2 SeitenPolyalk FixoprimeAjay Kumar AgrawalNoch keine Bewertungen
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (50)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionVon EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsVon EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsVon EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNoch keine Bewertungen
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)