Beruflich Dokumente
Kultur Dokumente
775 3011 1 PB
Hochgeladen von
Javier Antonio Cardenas OliverosOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
775 3011 1 PB
Hochgeladen von
Javier Antonio Cardenas OliverosCopyright:
Verfügbare Formate
Culcyt/ /Manufactura
Caracterización, control y mejoramiento de un proceso de
fabricación de balatas
Héctor Bautista1, Manal Shaker2, Noé Alba Baena1, Lázaro Rico1, Rodrigo Ríos Rodríguez1
1
Universidad Autónoma de Ciudad Juárez.
2
Drexel University
Resumen
Este proyecto fue realizado con la intención de estructurar y aplicar una metodología basada en
el método de ingeniería para la reducción de desperdicio (scrap) en un proceso de manufactura
de balatas. Se llevaron a cabo cambios de proceso y formulación basados en una ideología de
mejora continua. La metodología fue diseñada con la particularidad de la situación tratada, sin
embargo a su vez la hace flexible para aplicarse a situaciones con un corte distinto. Se realizó la
caracterización de cada situación, para entenderla mediante su medición, analizarla y al final
generar una propuesta de solución, empleando herramientas estadísticas, morfología de
materiales, dinamómetro, técnicas informáticas y de procesos. Logrando con ello
particularmente la reducción del porcentaje de desperdicio, generando un mayor impacto
positivo en el flujo monetario. Este proyecto logró conseguir el objetivo base, pero
adicionalmente los cambios realizados generaron un mejoramiento del producto. En conclusión
se cumplió con el objetivo propuesto sabiendo que el principal defecto es de carácter cosmético,
sin embargo es imperativo minimizarlo.
Palabras clave: Balatas, mejora continua, dinamómetro, morfología, formulación.
Introducción
A lo largo de este artículo se muestra el manufactura esbelta, los ocho desperdicios,
desarrollo escrito que justifica el proyecto prestando especial atención a la calidad que
realizado en un proceso de manufactura presenta el proceso y a la serie de acciones
inmerso en el área automotriz, de manera derivadas en consecuencia. En un comienzo
directa y particular en el sistema de frenado. se realizó un análisis para ponderar las
El producto que se manufactura son principales consecuencias de la baja
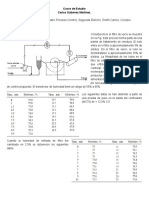
pastillas de freno (balatas) y son moldeadas calidad. En la figura 1 se aprecia que el
mediante un proceso llamado “Moldeo defecto que impacta mas es Porosidad
positivo”. La problemática abordada está Superficial y este proyecto va conducido a
estrechamente relacionada a la ideología de reducirlo.
CULCyT//Septiembre-Diciembre, 2015 83 Año 12, No 57, Especial No 1
PARETO MARZO 2014
60.00% 55.82% 100.00%
50.00% 80.00%
% ACUMULADO
% INDIVIDUAL
40.00%
60.00%
30.00%
40.00%
20.00% 15.03%
10.87%
7.81% 20.00%
10.00% 3.89% 3.94%
2.65%
0.00% 0.00%
DEFECTOS
Figura 1. Diagrama de Pareto del periodo Marzo 2014.
El proceso cuenta con materia de ambas formulaciones. En la figura 2 se
transformación para consolidar el producto, muestra el comportamiento inicial del
esta materia se conoce como formulación la desperdicio con un porcentaje estimado
cual puede ser de dos tipos, cerámica y promedio de 6.1% (1.68% ~ 9.11%)
semi-metálica, donde el defecto que se equivalente a $5,280.00
buscó reducir se encuentra presente en ($1606.25~$21,668.50) USD diarios.
Porosidad Superficial Inicial (Marzo 2014)
10.00%
% Desperdicio
8.00%
6.00%
4.00%
2.00%
0.00%
22 Días de Producción
Figura 2. Comportamiento Porcentual del Defecto Principal.
La principal diferencia interna entre disminuyendo el desgaste e incrementando
la fórmula cerámica y semi-metálica es la la estabilidad termal (Chan & Stachowiak,
fibra de cobre y de acero respectivamente. 2004), por otro lado el tipo de fibra, la
Las fibras se encargan de reforzar morfología y dureza pueden afectar la
mecánicamente el material de fricción, fricción y desgaste del material (Solomon &
CULCyT//Septiembre-Diciembre, 2015 84 Año 12, No 57, Especial No 1
Berhan, 2007). El concepto de Porosidad se Pasta Despegada. $ 8,890.00
entiende como el volumen relativo de la
Muestreo de
proporción de cavidades en el material, sin $ 4,423.00
Proceso.
embargo este defecto es visual y se
considera como rugosidad superficial Rebaba Excesiva. $ 3,020.00
excesiva. Autores establecen que los poros Otros. $ 4,480.00
incrementan la rugosidad de los materiales
y decrece el área real de contacto entre dos
superficies de deslizamiento, Debido a lo antes mencionado el
consecuentemente incrementa la presión de problema es relevante para desarrollarse, ya
contacto y promueve el desprendimiento de que existe pérdida monetaria importante,
las partículas durante el deslizamiento esto puede constatarse a través de los datos
(Gyimah, Chen, & Huang, 2013). La históricos obtenidos y resumidos en la tabla
rugosidad influencia el daño superficial 1.
mostrando algunos agujeros (falta de
material), y en consecuencia se obtiene El objetivo es reducir el porcentaje
distintos resultados en rugosidad como de residuo (Scrap) en balatas que presentan
también el factor de desgaste se ve porosidad superficial de 6.1% a un 1.1%.
influenciado por la topografía superficial H0: No es posible reducir el porcentaje de
(Razimi, Lazim, Kameil, & Hamid, 2012) residuo (Scrap) en balatas que presentan
Tabla 1. Desglose Monetario de Defectos. porosidad superficial de 6.1% a 1.06%.
Pérdida H1: Es posible reducir el porcentaje de
Periodo Defecto
Monetaria. residuo (Scrap) en balatas que presentan
porosidad superficial de 6.1% a 1.06%.
Porosidad. $63,540.00
𝐻0 : 𝜇1 = 6.1%
Marzo Espesor Bajo. $17,105.00
Fracturas. $12,378.00 𝐻1 : 𝜇2 < 6.1%
Metodología
La metodología propuesta consta de un vez concluido lo anterior se inició
análisis de la situación inicial describir en formalmente actividades de metodología
términos claros el problema desde una con un ciclo de mejora ubicado en la
perspectiva general avanzando hasta lo sección izquierda del diagrama presentado
específico y concluir con el objetivo. Una en la figura 3.
CULCyT//Septiembre-Diciembre, 2015 85 Año 12, No 57, Especial No 1
INICIO
NO
Existe Sistema de
Análisis Inicial y Descripción del problema.
Medición (Defecto)
SI Definir y cuatificar la Tarea.
Determinar Funciones
Área Mezclado Área Moldeo Principales.
Área Pintado
Soluciones Principales y
NO sus Combinaciones.
Se afectó la Evaluación del
formulación. Área.
División en módulos
realizables.
SI
Desarrollar el diseño de los
Evaluación interna módulos principales.
Control
Completar totalmente el
diseño.
Validación del Propuesta y
cambio. Evaluación del
Cambio. Costo del sistema de visión.
NO Presenta
Mejoría
Evidente
SI
FIN
Figura 3. Diagrama de Flujo de la Metodología Propuesta.
Se realizó una ubicación de áreas de el fin de determinar el desempeño y
oportunidad para evaluarse en base a un rendimiento del producto a través de la
diagrama causa y efecto del cual se caracterización de su coeficiente de
obtuvieron las acciones que se llevaron a fricción.
cabo. La metodología está diseñada para
seguir una ideología de mejoramiento Inspección de Materiales de Entrada
continuo comenzado con un análisis para Antes de haberse adentrado al proceso se
caracterizar la problemática a evaluar, realizó una evaluación a los controles de
seguido de su control para después entrada, específicamente a los químicos
establecer una propuesta de mejora y empleados en formulaciones con el fin de
terminar el ciclo con una evaluación del asegurar que se introduce al proceso
cambio realizado. En específico el área de materiales en condiciones adecuadas, ya
mezclado requiere de un tratamiento que de no tener control desde la entrada de
distinto, evaluando los cambios realizados material permite la adición de variación al
en el compuesto de materiales bajo un proceso desde un inicio.
procedimiento interno que se complementa
con pruebas de laboratorio vía externa con
CULCyT//Septiembre-Diciembre, 2015 86 Año 12, No 57, Especial No 1
Objetivo ejemplo en la tabla 2 de un material
aceptable.
Con el fin de establecer un control previo al
inicio del proceso de mezclado se Tabla 2. Cálculo y comparativo del Material #
establecieron 2 pruebas de carácter físico 54
(Análisis de tamaño de partícula y
Mean Desv. Estándar Especificación
Contenido de humedad), se buscó evaluar el
0% 0.0% 0%
impacto que ellas generan en la reducción
1% 0.8% 0% - 5%
del porcentaje de desperdicio.
51% 2.3% 30% - 60%
Control de Materiales de Entrada 29% 1.3% 25% - 40%
11% 1.1% 8% - 16%
Análisis de tamaño de partícula 5% 0.9% 0% - 8%
2% 0.4% 0% - 6%
La importancia de esta prueba radica en que
si no se controla el tamaño de partícula a
nivel de desempeño del producto se puede Contenido de Humedad
incrementar o decrementar drásticamente el La importancia de esta prueba radica en si
coeficiente de fricción lo que lo hace crítico el porcentaje de humedad de los materiales
para la seguridad del producto. se encuentra fuera de especificación puede
Método Propuesto causar rechazos en el área de molde,
específicamente fracturas (cerámica). Ver
1. Tomar 5 muestras aleatorias del material figura 4
a evaluar.
Método Propuesto
2. Se continúa con el procedimiento
OETP-1. 1. Tomar 5 muestras aleatorias del material
a evaluar.
3. Se calcula Media y Desviación
Estándar. 2. Se continúa con el procedimiento
OETP-3.
4. La media antes calculada se compara
con el rango establecido por el 3. Al finalizar el procedimiento anterior se
proveedor en cada tamiz. concluye si el producto ha sido
aceptable cuando se comporta dentro de
5. Se concluye si el producto ha sido los límites de especificación, como se
aceptable cuando se comporta dentro de muestra en la tabla 2.
los límites de especificación, observe el
CULCyT//Septiembre-Diciembre, 2015 87 Año 12, No 57, Especial No 1
Contenido de Humedad
2.50%
% Humedad 2.00%
1.50%
1.00%
0.50%
0.00%
19 46 54 17 40 57 60 34 26 89 81 6 30 82 38
Materiales Muestreados
Medición Especificación
Figura 4. Gráfico de contenido de humedad.
Densidad Aparente validación mediante un estudio de
Repetibilidad & Reproducibilidad.
La prueba física de densidad aparente es
otra prueba física destinada a la materia Objetivo
prima de entrada con la cual se comprueba
que el material posee la relación aparente de Se desea validar el método de medición a
masa/volumen característica intrínseca del través de un estudio R&R, e identificar si
material. Sin embargo debido a que este existe mejoría en el porcentaje del
método ha sido ya implantado se requiere su desperdicio.
Figura 5. Izq. Estructura previa a cambio, Der. Estructura Modificada
CULCyT//Septiembre-Diciembre, 2015 88 Año 12, No 57, Especial No 1
Al comenzar con la evaluación se No se tiene estandarizado el método de
encontraron las siguientes discrepancias: medición.
La hoja en la cual se encuentran Con el fin de liberar el método se
determinados los valores de densidad llevó a cabo el estudio previamente
utiliza como base de cálculo un mencionado, obteniendo en los siguientes
recipiente de volumen distinto al que se resultados que aunque el método propuesto
muestra en la figura 5 (izquierda). tiene menor variabilidad no se encuentra
dentro de los rangos recomendados, sin
Existe un procedimiento de medición embargo debido al carácter del producto
descrito en el patrón de densidades (hoja) puede liberarse con restricciones ya que se
que no se lleva a cabo a consecuencia del encuentra en un rango de (20%-30%). Ver
idioma figura 6.
Figura 6. Comparativo de R&R (Antes y Después)
Una vez liberado el sistema de previa estaba fuera de especificación, este
medición podemos observar el cambio la corrigió. Caso contrario sucedió
comportamiento del método propuesto, con la densidad en la formulación semi-
donde con respecto a la especificación metálica, donde la está fuera de
aumentó la densidad, de manera que si la especificación y acciones deberán ser
formulación semi-metálica en la evaluación tomadas. Ver figura 7 y 8
Comparativo de 2 Métodos (Semi-metálica)
1.450
Densidad Aparente
1.400
Metodo
1.350 Inicial
1.300 Método
Propuesto
1.250
1.200
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
30 Lotes de Producción Muestreados
Figura 7. Densidad Aparente Semi-metálica.
CULCyT//Septiembre-Diciembre, 2015 89 Año 12, No 57, Especial No 1
Comparativo de 2 Recipientes (Cerámica)
1.750
Densidad Aparente
1.650
1.550
Metodo
1.450 Inicial
1.350 Método
1.250 Propuesto
1.150
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
30 Lotes de Producción Muestreados.
Figura 8. Densidad Aparente (Cerámica)
Evaluación del cambio (Control de datos, sin embargo no nos es posible
Materiales de Entrada y Densidad recabar esta información debido que
Aparente) equivale aproximadamente a 3 meses de
Una vez realizado el cambio se procede a espera. Por otro lado al realizar la prueba de
evaluar estadísticamente, según el cálculo hipótesis nos ha sugerido que el cambio no
del tamaño de muestra requerimos de 103 ha sido significativamente bueno.
Figura 9. Resumen estadístico de prueba de hipótesis.
Área de Mezclado Semi-metálico Objetivo
Una vez que en la etapa anterior se ha En términos generales el mezclado en esta
logrado controlar el comportamiento de la área solo emplea una máquina, el proceso se
densidad a causa del método se prosigue lleva cabo mezclando tres lotes de
con otras las causas que fueron materiales distintos. Se procede a realizar
principalmente enlistadas como: mezclado un comparativo de parámetros provenientes
no homogéneo y variación significativa en de competidores con el fin de analizar qué
la longitud de las fibras. impacto tienen en nuestro proceso. Para ello
se cuenta con la tabla 3, en donde se
observa que las principales diferencias que
CULCyT//Septiembre-Diciembre, 2015 90 Año 12, No 57, Especial No 1
se tienen son el ciclo individual a las fibras utilizados.
de acero y el número de cortadores
Tabla 3. Comparativo de arreglo mecánico y procesamiento.
OEQF Competidor 1 Competidor 2
Flecha Principal Si Si Si
Número de cortadores 2 3 2
Capacidad de Mezclado 1600 lb 1800 lb 750 lb
Ciclo individual (Fibras de Acero) No Si Si
Tiempo de Ciclo Individual - 3 min 3 min
Al tener como causa un mezclado compresibilidad, donde los resultados que
no-homogéneo, salta a la vista la posibilidad muestran a continuación denotan mejoría en
de adicionar un motor extra y el ciclo el mezclado ya que a menor compresión
individual a las fibras de acero, este último (µm), el producto es más compacto lo que
fue decidido debido a la condición habla de una distribución más uniforme de
morfológica del acero (Diferentes la mezcla y sus componentes. Las siguientes
longitudes de fibra). Una vez que se pruebas de hipótesis soportan lo antes
aplicaron estos cambios se sometieron 2 afirmado.
números de parte a pruebas de
Figura 10. Datos de compresibilidad.
Se decidió hacer un comparativo con figura 11 y se puede concluir mediante la
dos diferentes tipos de fibra de acero, donde prueba de tamizado que hay más
a través de microscopio se observó la consistencia en la fibra del Tipo II.
morfología de ambas como lo muestra la
CULCyT//Septiembre-Diciembre, 2015 91 Año 12, No 57, Especial No 1
TIPO I 4.0X TIPO II 4.0
X
Figura 11. Izq. Tipo I (Fibra Inicial)-Der. Tipo II (Fibra Final).
En el caso en que la formulación es dinámica, bajo el procedimiento SAEJ2522
afectada por un nuevo material, es necesaria donde se evalúa el coeficiente de fricción,
su validación mediante una prueba como se muestra en la figura 12.
Figura 12. Comparativo del coeficiente de fricción Tipo I vs Tipo II.
A manera de interpretación existen tres que produce menor cantidad de decibeles en
principales secciones de la prueba que son su desempeño debido a la estabilidad
de interés al juzgar el desarrollo de una comparándolo con la fibra del Tipo I. Así
pastilla de freno. Primeramente el área de también las secciones de Desgaste 1 y
estrés, este nos brinda la reacción del Desgaste 2 en donde el contenido orgánico
producto al estrés previo del análisis disminuye debido a las condiciones de
consecutivo, siendo la sección más larga del temperatura, han sido mejoradas,
procedimiento, en ella se puede observar la incrementando el coeficiente de fricción.
consistencia que se tiene con la fibra Tipo II
comparada con la inicialmente empleada. Evaluación del cambio (Procesamiento de
Lo anterior trae como beneficios un Mezcla y Adición de Fibra Tipo II).
coeficiente de fricción estable y un producto
CULCyT//Septiembre-Diciembre, 2015 92 Año 12, No 57, Especial No 1
A continuación se procede a evaluar que ha sido evaluado, aunado a esto la
estadísticamente. Según el cálculo del prueba de hipótesis ha sugerido que el
tamaño de muestra requerimos de 22.68 cambio al cabo de un mes confirma un
datos, lo que representa 23 aproximados, decremento en los niveles de desperdicio.
nos habla de un mes de producción, periodo
Figura 13. Resumen estadístico de prueba de hipótesis
Área de mezclado Cerámico. aglutinante (CMC), el ANOVA de la
corrida muestra una correlación aceptable.
En la sección donde se abordó el tema de Utilizando la herramienta de optimización
densidad aparente, se muestra que el de un software estadístico se obtuvieron los
comportamiento de esta, específicamente la siguientes parámetros para obtener una
formulación cerámica es elevada. Para BD=1.35 gr/cm3: CMC=3.0, Temperatura:
poder realizar una actividad de mejora es 65 y Agua: 140.3. El comparativo de
necesario ajustar BD en primera instancia y proceso se muestra en el gráfico.
consecutivamente realizar la mejora.
Aunque los parámetros hayan resultado en
Objetivo. un cambio positivo para la densidad, es
Se realizó un diseño de experimentos 2k necesario determinar la causa que origina en
para determinar los parámetros ideales que la formulación cerámica esos defectos.
permitan centrar el proceso a la Como explicación breve del proceso de
especificación tomando las variables mezclado, consta de dos mezcladoras, la
controlables. La tabla 4 muestra la matriz de primera realiza la integración de materiales
diseño de la experimentación, como polvosos, la segunda genera granulación
también la respuesta obtenida en esos utilizando un aglutinante (CMC) que a su
niveles. vez agrega de 1% a 5% de humedad. El
Los resultados de la experimentación problema se puede apreciar de manera
arrojaron como variable significante el visual en la figura 15.
CULCyT//Septiembre-Diciembre, 2015 93 Año 12, No 57, Especial No 1
Tabla 4. Matriz de Diseño 23
Orden Orden CMC Temperatura
Agua (ml) BD
Estadístico Corrida (lb) (°C)
2 1 3.2 60 100 1.47
3 2 2.8 70 100 1.21
5 3 2.8 60 150 1.22
4 4 3.2 70 100 1.50
1 5 2.8 60 100 1.01
6 6 3.2 60 150 1.48
8 7 3.2 70 150 1.51
7 8 2.8 70 150 1.24
Figura 14. Comparativo Antes y Después de Parámetros para Mezcladora
Figura 15. Izq. Pieza Defectuosa (2 Mezcladoras) – Der. Pieza Aceptable (1 Mezcladora)
CULCyT//Septiembre-Diciembre, 2015 94 Año 12, No 57, Especial No 1
En resumen: hechas con una sola mezcladora
incrementaron notablemente el coeficiente
La prueba de retención promedio de 1647 de fricción en las etapas de interés.
psi (2 mezcladoras) incremento su valor
promedio a 3467 psi (1 Mezcladora). Reducción de costos aproximados de
200,000 USD anuales a consecuencia de no
Las pruebas de validación (AMECA) bajo utilizar aglutinante y maquinaria.
el procedimiento SAE J661 para las piezas
Resultados y Conclusiones
Es posible reducir el porcentaje de residuo Una vez terminados los ciclos de
(Scrap) en balatas que presentan porosidad mejora se puede concluir a través de la
superficial de 6.1% a 1.06%. siguiente prueba de hipótesis que existe una
reducción notable del desperdicio que se
H0: μ_1=6.1% buscaba minimizar.
H1: μ_2<6.1%
Figura 16. Izq. Prueba de Hipótesis para probar μ_1=1.06 – Der. Prueba de hipótesis que confirma que
hubo decremento
Recomendaciones Eficientizar la manipulación del
compuesto en el área de moldeo con el fin
Reducir la variación presente en el de reducir el volumen de este.
método de medición actual de densidad
aparente mediante una solución Trabajar en una re-estructuración de
automatizada. porcentajes en los materiales,
específicamente en aquel que realiza la
Mejorar el sistema de visión para unión de estos, ya que al modificar el
aumentar su eficiencia en la9s tareas procesamiento cerámico es probable que la
propias de medición. cantidad en lugar de ser suficiente después
del cambio esta resulte ser excedente.
CULCyT//Septiembre-Diciembre, 2015 95 Año 12, No 57, Especial No 1
Referencias
Castilla, Nuria, Blanca Vicente, y Pastor Formulation for Semi-Metallic Brake Friction
Rosa Martinez Alicia. (2004). Cálculo según el Materials Development. Powder Metallurgy.
método de los lúmenes. Construcciones
Arquitectónicas, 17. Razimi, A., Lazim, M., Kameil, M., y
Hamid. A. (2012). Effects of Pad Surface
Castro, Alfredo, y Kuchen Benjamín Topography on Disc Brake Squeal.» Applied
Schugurensky Carlos. (2006). Detección de Mechanics and Materials, 58-62.
Anomalías en Envase de Vidrio Mediante Visión
Artificial. Instituto de Automática, 6. Ruzaidi, C.M. Kamarudin, H. Shamsul, J.B.
Mustafa, A. Bakri, A. y Alida, A. (2011).
Chan, D, y G W Stachowiak. (2004). Morphology and Wear Properties of Palm Ash and
Review of automotive brake friction materials. PCB Waste Brake Pad. International Conference on
Automobile Engineering, 953-966. Asia Agriculture and Animal 13.
Gyimah, Glenn Kwabena, Dong Chen, y Solomon, Darius, y Mohamad Berhan.
Ping Huang. (2013). Dry Sliding Studies of Porosity (2007). Characterization of Friction Material.
on Sintered Cu-based Brake Materials. Transaction Proceedings of the World Congress on Engineering,
on control and mechanical systems 2(5), 219-224. 1-6.
Jaafar, Talib Ria, Mohmad Soib, Selamat, y
and Ramlan Kasiran. (2012). Selection of Best
CULCyT//Septiembre-Diciembre, 2015 96 Año 12, No 57, Especial No 1
Das könnte Ihnen auch gefallen
- Practica Dirigida 4.1Dokument31 SeitenPractica Dirigida 4.1Jhampier Lamadrid80% (5)
- Dap 330Dokument13 SeitenDap 330Javier Antonio Cardenas OliverosNoch keine Bewertungen
- Casos de EstudioDokument3 SeitenCasos de EstudioENRIQUE ROBLESNoch keine Bewertungen
- Redes de Comunicacion y Multiplexado 1 PDFDokument20 SeitenRedes de Comunicacion y Multiplexado 1 PDFhernan100% (2)
- Lógica y Abstracción en La Formación de Ingenieros: Una Relación NecesariaDokument12 SeitenLógica y Abstracción en La Formación de Ingenieros: Una Relación NecesariaJavier Antonio Cardenas OliverosNoch keine Bewertungen
- Guia Tratamientos TermicosDokument8 SeitenGuia Tratamientos TermicosJavier Antonio Cardenas OliverosNoch keine Bewertungen
- 18rll06-Rll-20-Inf-001-0 - Informe Levantamiento Mecanico PDFDokument10 Seiten18rll06-Rll-20-Inf-001-0 - Informe Levantamiento Mecanico PDFJavier Antonio Cardenas OliverosNoch keine Bewertungen
- Apuntes ScilabDokument22 SeitenApuntes ScilabIvan CaroNoch keine Bewertungen
- Capacita - INTECA PDFDokument1 SeiteCapacita - INTECA PDFJavier Antonio Cardenas OliverosNoch keine Bewertungen
- Capacita - INTECADokument1 SeiteCapacita - INTECAJavier Antonio Cardenas OliverosNoch keine Bewertungen
- 3.CONTENIDO CURSO ANALISIS Y SELECCION DE BOMBAS - IyDDokument2 Seiten3.CONTENIDO CURSO ANALISIS Y SELECCION DE BOMBAS - IyDJavier Antonio Cardenas OliverosNoch keine Bewertungen
- Metodo MontessoriDokument14 SeitenMetodo MontessoriGloria RiveraNoch keine Bewertungen
- Amalgama DentalDokument19 SeitenAmalgama DentalAlmanza HeldaNoch keine Bewertungen
- Unidad Vi AlquinosDokument28 SeitenUnidad Vi Alquinos'Juan Carlos Colina'Noch keine Bewertungen
- El Autoconcepto y La AutorrealizacionDokument19 SeitenEl Autoconcepto y La AutorrealizacionRaquel Esther AquinoNoch keine Bewertungen
- Instalación de RefractarioDokument4 SeitenInstalación de RefractarioDany FernandezNoch keine Bewertungen
- Regla de Tres Simple y CompuestaDokument5 SeitenRegla de Tres Simple y Compuestainstitucionpueblobujo100% (1)
- T RInt SM Dom 5Dokument3 SeitenT RInt SM Dom 5santiagoNoch keine Bewertungen
- Cálculo Del Flujo Luminoso Total NecesarioDokument9 SeitenCálculo Del Flujo Luminoso Total NecesarioGiancarlo AsueroNoch keine Bewertungen
- Malla Valorada - 1520,1550,1580,1640 - Rep - Pm-To19-2013Dokument38 SeitenMalla Valorada - 1520,1550,1580,1640 - Rep - Pm-To19-2013Miguel SalcedoNoch keine Bewertungen
- Miembros en Tension CeliaDokument11 SeitenMiembros en Tension CeliaCielo Yaneth CPNoch keine Bewertungen
- Flujo Laminar Entre Placas ParalelasDokument14 SeitenFlujo Laminar Entre Placas ParalelasRonny Harol Tapia MejiaNoch keine Bewertungen
- Lab11 Quispe-Laura C16-B Control AutomáticoDokument33 SeitenLab11 Quispe-Laura C16-B Control AutomáticoSteven Dave QRNoch keine Bewertungen
- Ensayo AcupunturaDokument15 SeitenEnsayo AcupunturaHeriberto GómezNoch keine Bewertungen
- Recibo de Luz MiguelDokument1 SeiteRecibo de Luz MiguelJoselitoCarlosRamosNoch keine Bewertungen
- Prueba MASEDokument5 SeitenPrueba MASEAlexander Aristizábal PeñalozaNoch keine Bewertungen
- Biologia Modulo 2Dokument17 SeitenBiologia Modulo 2AlfredoNoch keine Bewertungen
- Fundamentos Fluidos UnivalleDokument2 SeitenFundamentos Fluidos UnivallewdmcwdmcNoch keine Bewertungen
- Practicas de LubricantessDokument8 SeitenPracticas de LubricantessJairoNoch keine Bewertungen
- 0033 Ondas y Sonido ComicDokument17 Seiten0033 Ondas y Sonido ComicRicardo BarriosNoch keine Bewertungen
- 13 La Resistencia ElectricaDokument1 Seite13 La Resistencia ElectricaLUISA FERNANDA PRIETONoch keine Bewertungen
- Funcion Cuadratica (Apunte y Ejercicios)Dokument6 SeitenFuncion Cuadratica (Apunte y Ejercicios)Pabel QRNoch keine Bewertungen
- 6to Grado - Bloque 3 - Desafíos MatemáticosDokument7 Seiten6to Grado - Bloque 3 - Desafíos MatemáticosAntonio Soto NeriNoch keine Bewertungen
- Aplicaciones y Técnicas en El Uso de MarkovDokument10 SeitenAplicaciones y Técnicas en El Uso de MarkovReyna Cristina Chucuya ApazaNoch keine Bewertungen
- 20 Trabajado Metalico de LáminasDokument9 Seiten20 Trabajado Metalico de LáminasRussell Alba SoriaNoch keine Bewertungen
- Calculo de PerfilesDokument13 SeitenCalculo de PerfilesDaniel Maldonado OroscoNoch keine Bewertungen
- Final 3Dokument4 SeitenFinal 3Pedro Flores SánchezNoch keine Bewertungen
- TP 2 SimuladorDokument11 SeitenTP 2 SimuladorBrandon Kevin DomecqNoch keine Bewertungen