Das könnte Ihnen auch gefallen
- FCV Series Fixed Cone Valves from WWW.VSIVALVE.COMDokument11 SeitenFCV Series Fixed Cone Valves from WWW.VSIVALVE.COMRofi Trianto SNoch keine Bewertungen
- Ce423b RRLDokument7 SeitenCe423b RRLZanne RoseNoch keine Bewertungen
- Passive Flow Control Over An Airfoil by Placing Microcylinder Ahead of Leading EdgeDokument29 SeitenPassive Flow Control Over An Airfoil by Placing Microcylinder Ahead of Leading EdgeJahubar SathikNoch keine Bewertungen
- Spirax Sarco The Steam and Condensate Loop Pressure Relief Valve Sizing Hot Water Line PDFDokument6 SeitenSpirax Sarco The Steam and Condensate Loop Pressure Relief Valve Sizing Hot Water Line PDF3obaydoofNoch keine Bewertungen
- Simulation MethodologyDokument9 SeitenSimulation MethodologyRanjeetTwaynaNoch keine Bewertungen
- Catalogo Vent-O-Mat RBXCDokument16 SeitenCatalogo Vent-O-Mat RBXCfrmalthusNoch keine Bewertungen
- Passive flow control of airfoil using micro cylinders and flat platesDokument29 SeitenPassive flow control of airfoil using micro cylinders and flat platesShameerNoch keine Bewertungen
- Press Tab To Cycle Through: Input VariablesDokument13 SeitenPress Tab To Cycle Through: Input VariablesbuntynikhilNoch keine Bewertungen
- Engineering Data HEC v2.4Dokument17 SeitenEngineering Data HEC v2.4Kim WongNoch keine Bewertungen
- Air CompressorsDokument65 SeitenAir CompressorsMohamed Munseeth NMNoch keine Bewertungen
- Valve Sizing Calculation Sheet: Version: V3.1.0 Date: 20/01/2016Dokument4 SeitenValve Sizing Calculation Sheet: Version: V3.1.0 Date: 20/01/2016JOSE MARTIN MORA RIVEROSNoch keine Bewertungen
- Lecture 17-18: Illustrations - 1: Nozzles, Diffusers, Turbines, CompressorsDokument24 SeitenLecture 17-18: Illustrations - 1: Nozzles, Diffusers, Turbines, Compressorsmanish_aspiringNoch keine Bewertungen
- Flowcon SM 15-40Mm: Dynamic Self Balancing Control ValveDokument6 SeitenFlowcon SM 15-40Mm: Dynamic Self Balancing Control Valvefmelman 04Noch keine Bewertungen
- Characteristics of a Centrifugal PumpDokument8 SeitenCharacteristics of a Centrifugal PumpArslan HameedNoch keine Bewertungen
- Fans and BlowersDokument33 SeitenFans and BlowersfotopredicNoch keine Bewertungen
- Measure rectangular duct flow with aerodynamic foilDokument6 SeitenMeasure rectangular duct flow with aerodynamic foilvaisakp777Noch keine Bewertungen
- Unique SPC-1 ValveDokument8 SeitenUnique SPC-1 ValveAngelito_HBKNoch keine Bewertungen
- WKFI LeafletDokument16 SeitenWKFI Leafletrishi pandeyNoch keine Bewertungen
- CFD Simulations of A Supersonic Ejector For Use in Refrigeration ApplicationsDokument8 SeitenCFD Simulations of A Supersonic Ejector For Use in Refrigeration Applicationslog duongNoch keine Bewertungen
- Design Data: WARNING Domain of Applicability: This Model Is Only Valid in LEAN PHASEDokument4 SeitenDesign Data: WARNING Domain of Applicability: This Model Is Only Valid in LEAN PHASEAmitvikram PandeyNoch keine Bewertungen
- Steam Jet EjectorDokument13 SeitenSteam Jet EjectorNeesha VijayNoch keine Bewertungen
- Compressors & Compressed Air System: Presented by Naushad Ahmad Department: Mechanical MaintDokument48 SeitenCompressors & Compressed Air System: Presented by Naushad Ahmad Department: Mechanical Maintnaushadmnnit100% (1)
- D7770 en PDFDokument8 SeitenD7770 en PDFSasko DimitrovNoch keine Bewertungen
- Measure pressure loss in pipes, fittings and valvesDokument12 SeitenMeasure pressure loss in pipes, fittings and valvesismaelNoch keine Bewertungen
- Dinison High Flow Seat Valve - Ver 7-En 5060-ADokument26 SeitenDinison High Flow Seat Valve - Ver 7-En 5060-AKlaus Høj HenriksenNoch keine Bewertungen
- Control Valve Sizing - EnggcyclopediaDokument4 SeitenControl Valve Sizing - EnggcyclopediaazitaggNoch keine Bewertungen
- Waterloo The Green Book July 2021Dokument48 SeitenWaterloo The Green Book July 2021MelvinNoch keine Bewertungen
- IM10A (Globe Valves For LP&MP Service Ammonia)Dokument118 SeitenIM10A (Globe Valves For LP&MP Service Ammonia)Gloria HamiltonNoch keine Bewertungen
- How to Account for System Effects in Fan Performance CurvesDokument51 SeitenHow to Account for System Effects in Fan Performance CurvesVivek P P100% (2)
- Radial TurbinesDokument46 SeitenRadial TurbinesarorabbNoch keine Bewertungen
- ChokeDokument8 SeitenChokeMuhd EizadNoch keine Bewertungen
- Article On Reciprocating CompressorDokument5 SeitenArticle On Reciprocating CompressorKeith Contreras100% (2)
- Keywords: Stall, Parallel Operation of Axial Flow Fans, Anti-Stall DeviceDokument6 SeitenKeywords: Stall, Parallel Operation of Axial Flow Fans, Anti-Stall DeviceRajesh SirsathNoch keine Bewertungen
- Gas-Liquid Separator Sizing CalculationsDokument12 SeitenGas-Liquid Separator Sizing CalculationsiuiuiooiuNoch keine Bewertungen
- Aplicação de Chiller A Ar em Espaço Restrito CGAMDokument16 SeitenAplicação de Chiller A Ar em Espaço Restrito CGAMFlavio BadaroNoch keine Bewertungen
- Sudip SardarDokument2 SeitenSudip SardarSudip SardarNoch keine Bewertungen
- Durable, efficient CP valve for small, high-speed compressorsDokument4 SeitenDurable, efficient CP valve for small, high-speed compressorsOil Prateek BaruahNoch keine Bewertungen
- Fan Performance: Damper Regulation and Inlet Whirl: E. M. Odinolfi, P. Saccenti - BOLDROCCHI SRL Biassono (MB) - ItalyDokument6 SeitenFan Performance: Damper Regulation and Inlet Whirl: E. M. Odinolfi, P. Saccenti - BOLDROCCHI SRL Biassono (MB) - Italyprasad reddyNoch keine Bewertungen
- Series: Water SeparatorDokument46 SeitenSeries: Water SeparatordAvId rObLeSNoch keine Bewertungen
- Centrifugal Pump Operating EnvelopeDokument9 SeitenCentrifugal Pump Operating EnvelopeChang Chee HongNoch keine Bewertungen
- Afr2 Air Filter Regulator: GeneralDokument2 SeitenAfr2 Air Filter Regulator: GeneralNoman AliNoch keine Bewertungen
- Quick ExhaustDokument2 SeitenQuick Exhaustsatheez3251Noch keine Bewertungen
- Actuators: Version 2 EE IIT, Kharagpur 1Dokument29 SeitenActuators: Version 2 EE IIT, Kharagpur 1Khaled MahranNoch keine Bewertungen
- Actuators: Version 2 EE IIT, Kharagpur 1Dokument29 SeitenActuators: Version 2 EE IIT, Kharagpur 1Khaled MahranNoch keine Bewertungen
- Control ValvesDokument11 SeitenControl Valvespranjal priyeNoch keine Bewertungen
- Objectives:: LAB SESSION 1: Turbomachinery Elements (MR1)Dokument25 SeitenObjectives:: LAB SESSION 1: Turbomachinery Elements (MR1)Arantxa Pons EstruchNoch keine Bewertungen
- Kompressor 1Dokument34 SeitenKompressor 1TohirudinNoch keine Bewertungen
- Ace CatalogueDokument8 SeitenAce Catalogueosmanyildirim85Noch keine Bewertungen
- W3 Pressure WAVEDokument31 SeitenW3 Pressure WAVEWaleedNoch keine Bewertungen
- 08b PDFDokument38 Seiten08b PDFProcess EngineerNoch keine Bewertungen
- Pan To Dynamics 110721Dokument65 SeitenPan To Dynamics 110721Prof. TRDNoch keine Bewertungen
- Ejector Working PrincipleDokument11 SeitenEjector Working Principleanuram66100% (3)
- Unit 4Dokument23 SeitenUnit 4eyobNoch keine Bewertungen
- 1CEB120Dokument2 Seiten1CEB120ShaneNoch keine Bewertungen
- Asco 1Dokument8 SeitenAsco 1api-3732187Noch keine Bewertungen
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsVon EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsBewertung: 5 von 5 Sternen5/5 (1)
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionVon EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- 10 Motion Perfect 2 PDFDokument84 Seiten10 Motion Perfect 2 PDFwigen001Noch keine Bewertungen
- APMM Sustainability Report 2017 A3 180221 FinalDokument26 SeitenAPMM Sustainability Report 2017 A3 180221 FinalRoberto Renato Castro VergaraNoch keine Bewertungen
- Vesta Partners Benchmarking WorkshopDokument58 SeitenVesta Partners Benchmarking WorkshopHari Krishna.MNoch keine Bewertungen
- Cabinet Cooler SystemsDokument18 SeitenCabinet Cooler SystemsRoberto Renato Castro VergaraNoch keine Bewertungen
- Value Stream MapTemplateDokument4 SeitenValue Stream MapTemplatePercy Manuel Salazar PeñaNoch keine Bewertungen
- DSA NotesDokument87 SeitenDSA NotesAtefrachew SeyfuNoch keine Bewertungen
- Defect Prevention On SRS Through ChecklistDokument2 SeitenDefect Prevention On SRS Through Checklistnew account new accountNoch keine Bewertungen
- Mini Ice Plant Design GuideDokument4 SeitenMini Ice Plant Design GuideDidy RobotIncorporatedNoch keine Bewertungen
- PRE EmtionDokument10 SeitenPRE EmtionYahya JanNoch keine Bewertungen
- Overhead Door Closers and Hardware GuideDokument2 SeitenOverhead Door Closers and Hardware GuideAndrea Joyce AngelesNoch keine Bewertungen
- Terms and Condition PDFDokument2 SeitenTerms and Condition PDFSeanmarie CabralesNoch keine Bewertungen
- Fundamentals of Marketing NotebookDokument24 SeitenFundamentals of Marketing NotebookMorrisa AlexanderNoch keine Bewertungen
- WitepsolDokument21 SeitenWitepsolAnastasius HendrianNoch keine Bewertungen
- Week 3 SEED in Role ActivityDokument2 SeitenWeek 3 SEED in Role ActivityPrince DenhaagNoch keine Bewertungen
- 3 Course Contents IIIBDokument5 Seiten3 Course Contents IIIBshahabNoch keine Bewertungen
- Developing a Positive HR ClimateDokument15 SeitenDeveloping a Positive HR ClimateDrPurnima SharmaNoch keine Bewertungen
- Erp and Mis Project - Thanks To PsoDokument31 SeitenErp and Mis Project - Thanks To PsoAkbar Syed100% (1)
- Diana's Innermost House: MagazineDokument42 SeitenDiana's Innermost House: MagazinealexgoagaNoch keine Bewertungen
- Abra Valley College Vs AquinoDokument1 SeiteAbra Valley College Vs AquinoJoshua Cu SoonNoch keine Bewertungen
- Information Pack For Indonesian Candidate 23.06.2023Dokument6 SeitenInformation Pack For Indonesian Candidate 23.06.2023Serevinna DewitaNoch keine Bewertungen
- Novirost Sample TeaserDokument2 SeitenNovirost Sample TeaserVlatko KotevskiNoch keine Bewertungen
- Cib DC22692Dokument16 SeitenCib DC22692Ashutosh SharmaNoch keine Bewertungen
- Bentone 30 Msds (Eu-Be)Dokument6 SeitenBentone 30 Msds (Eu-Be)Amir Ososs0% (1)
- EFM2e, CH 03, SlidesDokument36 SeitenEFM2e, CH 03, SlidesEricLiangtoNoch keine Bewertungen
- Notes On Lesson: Faculty Name Code Subject Name CodeDokument108 SeitenNotes On Lesson: Faculty Name Code Subject Name CodeJeba ChristoNoch keine Bewertungen
- 7th Kannada Science 01Dokument160 Seiten7th Kannada Science 01Edit O Pics StatusNoch keine Bewertungen
- Collaboration Live User Manual - 453562037721a - en - US PDFDokument32 SeitenCollaboration Live User Manual - 453562037721a - en - US PDFIvan CvasniucNoch keine Bewertungen
- Empowerment Technologies Learning ActivitiesDokument7 SeitenEmpowerment Technologies Learning ActivitiesedzNoch keine Bewertungen
- 28 Government Service Insurance System (GSIS) vs. Velasco, 834 SCRA 409, G.R. No. 196564 August 7, 2017Dokument26 Seiten28 Government Service Insurance System (GSIS) vs. Velasco, 834 SCRA 409, G.R. No. 196564 August 7, 2017ekangNoch keine Bewertungen
- SAP ORC Opportunities PDFDokument1 SeiteSAP ORC Opportunities PDFdevil_3565Noch keine Bewertungen
- SDNY - Girl Scouts V Boy Scouts ComplaintDokument50 SeitenSDNY - Girl Scouts V Boy Scouts Complaintjan.wolfe5356Noch keine Bewertungen
- Leg Wri FInal ExamDokument15 SeitenLeg Wri FInal ExamGillian CalpitoNoch keine Bewertungen
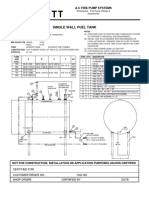
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDokument1 SeiteSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoNoch keine Bewertungen
- Qatar Airways E-ticket Receipt for Travel from Baghdad to AthensDokument1 SeiteQatar Airways E-ticket Receipt for Travel from Baghdad to Athensمحمد الشريفي mohammed alshareefiNoch keine Bewertungen
- Chapter 3: Elements of Demand and SupplyDokument19 SeitenChapter 3: Elements of Demand and SupplySerrano EUNoch keine Bewertungen