Das könnte Ihnen auch gefallen
- RCM--Gateway to World Class MaintenanceVon EverandRCM--Gateway to World Class MaintenanceBewertung: 4 von 5 Sternen4/5 (14)
- RCM3: Risk-Based Reliability Centered MaintenanceVon EverandRCM3: Risk-Based Reliability Centered MaintenanceBewertung: 1 von 5 Sternen1/5 (1)
- Decoding Reliability-Centered Maintenance Process for Manufacturing Industries 10th Discipline of World Class Maintenance Management: 1, #7Von EverandDecoding Reliability-Centered Maintenance Process for Manufacturing Industries 10th Discipline of World Class Maintenance Management: 1, #7Noch keine Bewertungen
- Extending Equipment’s Life Cycle – The Next Challenge for Maintenance: 1, #12Von EverandExtending Equipment’s Life Cycle – The Next Challenge for Maintenance: 1, #12Noch keine Bewertungen
- Maintenance - Roadmap to Reliability: 1, #2Von EverandMaintenance - Roadmap to Reliability: 1, #2Bewertung: 5 von 5 Sternen5/5 (1)
- SAE Standard JA1011Dokument1 SeiteSAE Standard JA1011Jose Luis Aguilar GarciaNoch keine Bewertungen
- CMRP Quiz 2Dokument3 SeitenCMRP Quiz 2FERRELIN100% (2)
- SMRP ARMS Training Rev2Dokument373 SeitenSMRP ARMS Training Rev2Rizwan Bangash100% (2)
- CMRP TrainingDokument128 SeitenCMRP TrainingJoydeep Chakraborty100% (2)
- ODR CMMS: Tips and High Level InformationDokument14 SeitenODR CMMS: Tips and High Level InformationAhmed100% (1)
- CMRP Practice Test PDFDokument5 SeitenCMRP Practice Test PDFmira89% (9)
- SD-7586 SMRP 2020 Candidate Handbook v13Dokument52 SeitenSD-7586 SMRP 2020 Candidate Handbook v13Rizwan Bangash100% (1)
- CMRP BoK Pilar 5 Work Management 2020 enDokument31 SeitenCMRP BoK Pilar 5 Work Management 2020 enDavid Aramayo AntezanaNoch keine Bewertungen
- John Moubray - Reliability-Centred Maintenance 2.1 PDFDokument220 SeitenJohn Moubray - Reliability-Centred Maintenance 2.1 PDFFachransjah Aliunir75% (4)
- RCM Made EasyDokument55 SeitenRCM Made EasyAlAli EmirZayd Burj Khalifah100% (4)
- RCM Handbook-1Dokument356 SeitenRCM Handbook-1suastiastu100% (6)
- AHA CMRP HandbookDokument32 SeitenAHA CMRP HandbookshivarachappaNoch keine Bewertungen
- SMRP Exam CMRP Certified Maintenance and PDFDokument5 SeitenSMRP Exam CMRP Certified Maintenance and PDFrenzoNoch keine Bewertungen
- SMRPDokument28 SeitenSMRPjuan1089100% (9)
- Reliability-Centered Maintenance Strategies for FacilitiesDokument33 SeitenReliability-Centered Maintenance Strategies for Facilitiesvijayans_1100% (1)
- Global Maintenance and Reliability Indicators SMRPDokument84 SeitenGlobal Maintenance and Reliability Indicators SMRPSOHAIBNoch keine Bewertungen
- Common CMRP FaqsDokument3 SeitenCommon CMRP Faqsing_mec_cardenasNoch keine Bewertungen
- Bok CMRPDokument56 SeitenBok CMRPjaviermvs100% (6)
- Raptor 7 Reliability ManualDokument403 SeitenRaptor 7 Reliability Manualaxf9dtjhd100% (1)
- Maintenance & Reliability BOK - 2020Dokument149 SeitenMaintenance & Reliability BOK - 2020Amr Kamal96% (25)
- Gfmam The Maintenance Framework First Edition English VersionDokument24 SeitenGfmam The Maintenance Framework First Edition English Versionjorge vargas100% (1)
- CertifiedAssetManagementAssessor FrequentlyAskedQuestionsv1r3Dokument5 SeitenCertifiedAssetManagementAssessor FrequentlyAskedQuestionsv1r3gersonmoraisNoch keine Bewertungen
- Applied Reliability Centered MaintenanceDokument526 SeitenApplied Reliability Centered MaintenanceRifki Rizal Derrian100% (5)
- GFMAM Maintenance Framework - 2nd Edition FinalDokument40 SeitenGFMAM Maintenance Framework - 2nd Edition FinalGRAZA REYNALDO WILLIAMS GERARDO100% (2)
- Introduction To Reliability Centered SparesDokument10 SeitenIntroduction To Reliability Centered SparescajascNoch keine Bewertungen
- CMRP Sample PapersDokument5 SeitenCMRP Sample PapersPRANAY SINGH THAKUR100% (3)
- Handbook: CandidateDokument3 SeitenHandbook: Candidatelinbaba123Noch keine Bewertungen
- CMRP Question AnswersDokument132 SeitenCMRP Question AnswersSumayyia Qamar100% (3)
- Iso 14224 2016 PDFDokument283 SeitenIso 14224 2016 PDFMisael Acosta cortes100% (10)
- Centrifugal and Reciprocating Pump Failure AnalysisDokument16 SeitenCentrifugal and Reciprocating Pump Failure AnalysisSamsudin Ahmad75% (4)
- Equipment Criticality AnalysisDokument20 SeitenEquipment Criticality Analysisprsiva242003406650% (6)
- CMRP Practice Exam: Prioritize Equipment FailuresDokument5 SeitenCMRP Practice Exam: Prioritize Equipment Failuresrenzo100% (1)
- CMRP Exam Dumps PDFDokument17 SeitenCMRP Exam Dumps PDFNelson Pattrick100% (1)
- Mathematical Expression For Reliability, Availability, Maintainability and Maintenance Support TermsDokument57 SeitenMathematical Expression For Reliability, Availability, Maintainability and Maintenance Support TermsDanny100% (2)
- SMRP CMRPDokument5 SeitenSMRP CMRPpooria abediny100% (1)
- Sabp G 008Dokument78 SeitenSabp G 008Mahesh Kumar100% (1)
- SMRP Guide To The Maintenance and Reliability Body of KnowledgeDokument20 SeitenSMRP Guide To The Maintenance and Reliability Body of KnowledgeMikeGrabill86% (7)
- Reliability Centred Maintenance - RCMDokument43 SeitenReliability Centred Maintenance - RCMAminul Islam100% (1)
- ISO 14224 Maintenance Standard PDFDokument69 SeitenISO 14224 Maintenance Standard PDFSuyono Tok100% (3)
- ASME RAM 1 2013 Reliability, Availability PDFDokument25 SeitenASME RAM 1 2013 Reliability, Availability PDFJiss Mathew50% (2)
- Asset Maintenance Engineering MethodologiesDokument337 SeitenAsset Maintenance Engineering MethodologiesDaniel Edrick100% (1)
- 141 Krings 5PillarsCMRPDokument29 Seiten141 Krings 5PillarsCMRPUrsula Johnson71% (7)
- CMRP Question & AnswersDokument132 SeitenCMRP Question & AnswersPRANAY SINGH THAKUR79% (29)
- RCM Fundamentals - MeridiumDokument149 SeitenRCM Fundamentals - Meridiummurali83% (12)
- CMRP Quiz 1Dokument3 SeitenCMRP Quiz 1FERRELINNoch keine Bewertungen
- Maintenanceplanningandschedulinghandbook4theditionbyricharddocd 190925223512Dokument258 SeitenMaintenanceplanningandschedulinghandbook4theditionbyricharddocd 190925223512hidrastar12325% (8)
- SMRP Exam CMRP Certified Maintenance and PDFDokument5 SeitenSMRP Exam CMRP Certified Maintenance and PDFrudi setiawan100% (1)
- Maintenance and Reliability Best Practices by Ramesh GulatiDokument495 SeitenMaintenance and Reliability Best Practices by Ramesh GulatiJ100% (5)
- Maintenance and Reliability Certification Exam GuideVon EverandMaintenance and Reliability Certification Exam GuideBewertung: 5 von 5 Sternen5/5 (2)
- Condition-based maintenance Complete Self-Assessment GuideVon EverandCondition-based maintenance Complete Self-Assessment GuideNoch keine Bewertungen
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionVon EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionNoch keine Bewertungen
- Workbook to Accompany Maintenance & Reliability Best PracticesVon EverandWorkbook to Accompany Maintenance & Reliability Best PracticesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideVon EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNoch keine Bewertungen
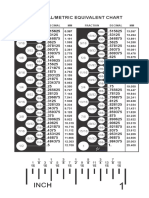
- Decimal Metric EquivalentDokument1 SeiteDecimal Metric EquivalentJulio V Perez100% (5)
- Estrategias de AlmacenesDokument6 SeitenEstrategias de AlmacenesJulio V PerezNoch keine Bewertungen
- Pip PIC001Dokument32 SeitenPip PIC001Gerry100% (1)
- METRIC STANDARDS For Worldwide Manufacturing SummariesDokument123 SeitenMETRIC STANDARDS For Worldwide Manufacturing Summariescicero220358100% (2)
- Pip PIC001Dokument32 SeitenPip PIC001Gerry100% (1)
- Program For CUI Prevention at A RefineryDokument39 SeitenProgram For CUI Prevention at A RefineryJulio V PerezNoch keine Bewertungen
- Ansi/Asme ASME B31.3 ASME B31.1: Power PlantDokument60 SeitenAnsi/Asme ASME B31.3 ASME B31.1: Power PlantMercyNoch keine Bewertungen
- Corrosion Under Insulation PP PDFDokument36 SeitenCorrosion Under Insulation PP PDFCüneyt Gökhan TosunNoch keine Bewertungen
- Program For CUI Prevention at A RefineryDokument39 SeitenProgram For CUI Prevention at A RefineryJulio V PerezNoch keine Bewertungen
- CUI Ciclo PDFDokument50 SeitenCUI Ciclo PDFEtienne Rocha100% (1)
- Vibration Periodic Table WPDokument7 SeitenVibration Periodic Table WPJulio V PerezNoch keine Bewertungen
- 4 Reasons To Walk With GodDokument2 Seiten4 Reasons To Walk With GodNoel Kerr CanedaNoch keine Bewertungen
- Animal Quiz: SuperlativesDokument2 SeitenAnimal Quiz: SuperlativesLuis LemusNoch keine Bewertungen
- The Republic of LOMAR Sovereignty and International LawDokument13 SeitenThe Republic of LOMAR Sovereignty and International LawRoyalHouseofRA UruguayNoch keine Bewertungen
- Financial MarketsDokument323 SeitenFinancial MarketsSetu Ahuja100% (2)
- Simple Past Tense The Elves and The Shoemaker Short-Story-Learnenglishteam - ComDokument1 SeiteSimple Past Tense The Elves and The Shoemaker Short-Story-Learnenglishteam - ComgokagokaNoch keine Bewertungen
- 2018 World Traumatic Dental Injury Prevalence and IncidenceDokument16 Seiten2018 World Traumatic Dental Injury Prevalence and IncidencebaridinoNoch keine Bewertungen
- Christian Storytelling EvaluationDokument3 SeitenChristian Storytelling Evaluationerika paduaNoch keine Bewertungen
- PallavaDokument24 SeitenPallavaAzeez FathulNoch keine Bewertungen
- Performance AppraisalsDokument73 SeitenPerformance AppraisalsSaif HassanNoch keine Bewertungen
- A Study On Consumer Behavior in Auro Food (True Biscuits) PVT LTDDokument52 SeitenA Study On Consumer Behavior in Auro Food (True Biscuits) PVT LTDRoyal Projects100% (1)
- Guide To Djent ToneDokument6 SeitenGuide To Djent ToneCristiana MusellaNoch keine Bewertungen
- Ad844 PDFDokument20 SeitenAd844 PDFkavi_mishra92Noch keine Bewertungen
- Culture of BMWDokument6 SeitenCulture of BMWhk246100% (1)
- ESL Lesson PlanDokument4 SeitenESL Lesson PlanuarkgradstudentNoch keine Bewertungen
- Mr. Honey's Large Business DictionaryEnglish-German by Honig, WinfriedDokument538 SeitenMr. Honey's Large Business DictionaryEnglish-German by Honig, WinfriedGutenberg.orgNoch keine Bewertungen
- Forms and Types of Business OrganizationDokument2 SeitenForms and Types of Business Organizationjune hetreNoch keine Bewertungen
- Islamic Finance in the UKDokument27 SeitenIslamic Finance in the UKAli Can ERTÜRK (alicanerturk)Noch keine Bewertungen
- Kung Fu MedicinesDokument9 SeitenKung Fu MedicinesDavid HewittNoch keine Bewertungen
- General Ledger Journal Import ProcessDokument13 SeitenGeneral Ledger Journal Import ProcessMadhavi SinghNoch keine Bewertungen
- Untitled DocumentDokument2 SeitenUntitled DocumentClaudia WinNoch keine Bewertungen
- Soal Paket 1Dokument10 SeitenSoal Paket 1Nurul HayatiNoch keine Bewertungen
- Adina CFD FsiDokument481 SeitenAdina CFD FsiDaniel GasparinNoch keine Bewertungen
- Assisting A Tracheostomy ProcedureDokument2 SeitenAssisting A Tracheostomy ProcedureMIKKI100% (2)
- Henderson - Historical Documents of The Middle AgesDokument536 SeitenHenderson - Historical Documents of The Middle AgesVlad VieriuNoch keine Bewertungen
- SOLUS Is An Autonomous System That Enables Hyper-Personalized Engagement With Individual Customers at ScaleDokument3 SeitenSOLUS Is An Autonomous System That Enables Hyper-Personalized Engagement With Individual Customers at ScaleShikhaNoch keine Bewertungen
- Infanrix Hexa RSMKL July 2023Dokument37 SeitenInfanrix Hexa RSMKL July 2023Bayu KurniawanNoch keine Bewertungen
- Row 1Dokument122 SeitenRow 1abraha gebruNoch keine Bewertungen
- The Art of Woodworking Shaker FurnitureDokument147 SeitenThe Art of Woodworking Shaker Furnituremalefikus100% (2)
- Evelyn Nakano Glenn, "From Servitude To Service Work: Historical Continuities in The Racial Division of Paid Reproductive Labor"Dokument44 SeitenEvelyn Nakano Glenn, "From Servitude To Service Work: Historical Continuities in The Racial Division of Paid Reproductive Labor"s0metim3sNoch keine Bewertungen
- Network Monitoring With Zabbix - HowtoForge - Linux Howtos and TutorialsDokument12 SeitenNetwork Monitoring With Zabbix - HowtoForge - Linux Howtos and TutorialsShawn BoltonNoch keine Bewertungen