Das könnte Ihnen auch gefallen
- AACO 7th Aviation Fuel Forum: AttendanceDokument3 SeitenAACO 7th Aviation Fuel Forum: AttendanceJigisha Vasa0% (1)
- S02 Dispensing CalculationDokument15 SeitenS02 Dispensing CalculationJoe BlackNoch keine Bewertungen
- Additives in Parenteral FormulationDokument54 SeitenAdditives in Parenteral FormulationMuhammad Hilmi50% (6)
- Parenteral PPT (Part-4)Dokument64 SeitenParenteral PPT (Part-4)monoj5859Noch keine Bewertungen
- Method Development For The Analysis of Anthocyanins in AroniDokument45 SeitenMethod Development For The Analysis of Anthocyanins in Aronimarkiza07Noch keine Bewertungen
- Exercise No. 09 - Vit. B Complex SyrupDokument5 SeitenExercise No. 09 - Vit. B Complex Syruppharmaebooks50% (2)
- Ich Guidelines For StabilitypowerpointDokument44 SeitenIch Guidelines For StabilitypowerpointElizabeth Lady Seana SilabanNoch keine Bewertungen
- IPQC Tests For TabletsDokument56 SeitenIPQC Tests For TabletsTony Fares FathiNoch keine Bewertungen
- IpqcDokument37 SeitenIpqcAjitha AzhakesanNoch keine Bewertungen
- Paracetamol LeafletDokument3 SeitenParacetamol LeafletJonathan AgnoyuNoch keine Bewertungen
- Opthalmic Preparations Unit III Part-BDokument37 SeitenOpthalmic Preparations Unit III Part-BKrishna PrasadNoch keine Bewertungen
- Stability Guidelines AgDokument32 SeitenStability Guidelines AgVenugopal GowdaNoch keine Bewertungen
- On How To Design A Low Voltage SwitchboardDokument11 SeitenOn How To Design A Low Voltage SwitchboardsabeerNoch keine Bewertungen
- Physical Pharmaceutics-Ii (Practical)Dokument13 SeitenPhysical Pharmaceutics-Ii (Practical)Lola LolaNoch keine Bewertungen
- Phytochemical Screening of Crude Drugs MDYBDokument5 SeitenPhytochemical Screening of Crude Drugs MDYBMarkyNoch keine Bewertungen
- Transmission Lines SMART EDGE VILLARUEL For April 2024 v1Dokument89 SeitenTransmission Lines SMART EDGE VILLARUEL For April 2024 v1mayandichoso24Noch keine Bewertungen
- EP1374874A2 Liquid Antacid CompositionsDokument6 SeitenEP1374874A2 Liquid Antacid CompositionsKevin Alexander Campos De León100% (1)
- Tablet Technology EditedDokument42 SeitenTablet Technology EditedPramod Kc100% (1)
- Metode HPLC Knauer PDFDokument139 SeitenMetode HPLC Knauer PDFFiuL Q_renNoch keine Bewertungen
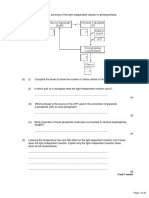
- Photosynthesis PastPaper QuestionsDokument24 SeitenPhotosynthesis PastPaper QuestionsEva SugarNoch keine Bewertungen
- Industrial Pharmacy PDFDokument8 SeitenIndustrial Pharmacy PDFdrugdrugNoch keine Bewertungen
- BASF Pharma Ingredients Generic Drug ForDokument55 SeitenBASF Pharma Ingredients Generic Drug Forsean_goh_8Noch keine Bewertungen
- Pearls and Pitfalls in Emergency Radiology Variants and Other Difficult Diagnoses 2013Dokument389 SeitenPearls and Pitfalls in Emergency Radiology Variants and Other Difficult Diagnoses 2013mmbire@gmail.comNoch keine Bewertungen
- Tablet Coating ExperimentDokument4 SeitenTablet Coating ExperimentShivraj JadhavNoch keine Bewertungen
- Antacid Suspension PDFDokument3 SeitenAntacid Suspension PDFvenishetty0% (1)
- D.wagdy Pharmaceutical PreparationDokument197 SeitenD.wagdy Pharmaceutical PreparationHanan Ahmed0% (1)
- Remington Education - Physical Pharmacy Sample Chapter 3 PDFDokument20 SeitenRemington Education - Physical Pharmacy Sample Chapter 3 PDFYuppie RajNoch keine Bewertungen
- Simple Syrup I.PDokument38 SeitenSimple Syrup I.PHimanshi SharmaNoch keine Bewertungen
- Lipsticks Formulation UditiHandaDokument31 SeitenLipsticks Formulation UditiHandaKaveesha JayasuriyaNoch keine Bewertungen
- Tablets Quality ControlDokument18 SeitenTablets Quality ControlThangabalan Than100% (2)
- Pharm Manuf Drug LitDokument1 SeitePharm Manuf Drug LitHannah Jean LemorenasNoch keine Bewertungen
- Preformulation MaterialDokument10 SeitenPreformulation MaterialRajesh NayakNoch keine Bewertungen
- Food Chemical Codex 1996Dokument917 SeitenFood Chemical Codex 1996Ursula HilleNoch keine Bewertungen
- GALENICALS LectureDokument23 SeitenGALENICALS LectureRubab Syed100% (1)
- Types, Manufacture, Formulation of Capsules 1Dokument26 SeitenTypes, Manufacture, Formulation of Capsules 1chill streamNoch keine Bewertungen
- (Vinesia, 2010: Importance of CapsuleDokument8 Seiten(Vinesia, 2010: Importance of CapsuleFarzana ShantaNoch keine Bewertungen
- 5 SedimentationDokument1 Seite5 SedimentationRaja RajaNoch keine Bewertungen
- (Shin Etsu) HPMCP (Eng)Dokument12 Seiten(Shin Etsu) HPMCP (Eng)vinay100% (2)
- USP 2015-Dsc-Chapters-561-616-1010-1092Dokument54 SeitenUSP 2015-Dsc-Chapters-561-616-1010-1092anna100% (1)
- Pharmaceutical Dosage Forms and CalculationDokument3 SeitenPharmaceutical Dosage Forms and CalculationVimala BaluNoch keine Bewertungen
- New Formulation and Evaluation of Domperidone SuspensionDokument18 SeitenNew Formulation and Evaluation of Domperidone SuspensionethylenepluschlorineNoch keine Bewertungen
- CosolvancyDokument6 SeitenCosolvancyyashpandya01Noch keine Bewertungen
- Profiles of Drug Substances Vol 05Dokument556 SeitenProfiles of Drug Substances Vol 05Binhnguyen Nguyen100% (3)
- Content Uniformity of Direct Compression TabletsDokument12 SeitenContent Uniformity of Direct Compression Tabletsanggi yudhatamaNoch keine Bewertungen
- Formulation and Evaluation of Effervescent Tablets of ParacetamolDokument29 SeitenFormulation and Evaluation of Effervescent Tablets of Paracetamolpkh290% (1)
- Cefoperazone & Sulbactam InjectionDokument3 SeitenCefoperazone & Sulbactam Injectionpatel_346879839Noch keine Bewertungen
- Excipients GuideDokument86 SeitenExcipients Guideeshwar_orgNoch keine Bewertungen
- S.A. Raja Pharmacy College: Vi - Semester - (Iii-B.Pharm)Dokument51 SeitenS.A. Raja Pharmacy College: Vi - Semester - (Iii-B.Pharm)MayurNoch keine Bewertungen
- IPC-IP Addendum - 2019 Salient - FeaturesDokument2 SeitenIPC-IP Addendum - 2019 Salient - FeaturespawnammalNoch keine Bewertungen
- A Review Article On - SuperdisintegrantsDokument12 SeitenA Review Article On - SuperdisintegrantsVhony Purnamasari HNoch keine Bewertungen
- Pharmacy Council-Accreditation StandardDokument17 SeitenPharmacy Council-Accreditation StandardMuhammad Jalal-Ud- Din0% (1)
- 634581643032102500Dokument130 Seiten634581643032102500DrVenu Madhav KNoch keine Bewertungen
- Isotonicity Adjustment Methods-2020 PDFDokument22 SeitenIsotonicity Adjustment Methods-2020 PDFHisham GhanemNoch keine Bewertungen
- Dissolution MethodsDokument59 SeitenDissolution MethodsShiraz KhanNoch keine Bewertungen
- CDSCO Artwork GuidelinesDokument4 SeitenCDSCO Artwork GuidelinesPrashun Shekhar Srivastava0% (1)
- Isolation Identification and Analysis of PhytoconstituentsDokument30 SeitenIsolation Identification and Analysis of PhytoconstituentsMurugan MNoch keine Bewertungen
- Drug StabilityDokument14 SeitenDrug StabilityBismah SaeedNoch keine Bewertungen
- Kapitel 6Dokument125 SeitenKapitel 6Jai Murugesh100% (1)
- Radix SenegaeDokument13 SeitenRadix Senegaebungatiara225Noch keine Bewertungen
- Enteric Coated Aspirin Tablets FinalDokument72 SeitenEnteric Coated Aspirin Tablets Finalronak_panchal_21Noch keine Bewertungen
- Altering Product StrengthDokument44 SeitenAltering Product StrengthAngelica Salvatierra0% (2)
- Máy TH Rã Disintegration Tester ZT 221 324 Erweka For The Disintegration Tester OperationDokument32 SeitenMáy TH Rã Disintegration Tester ZT 221 324 Erweka For The Disintegration Tester Operationsunnywasabi174Noch keine Bewertungen
- Instruction Manual: Sample Collector FRL SeriesDokument28 SeitenInstruction Manual: Sample Collector FRL Seriesvu leNoch keine Bewertungen
- Nursing Management of Anti Fungal DrugsDokument25 SeitenNursing Management of Anti Fungal DrugsJennyDaniel100% (1)
- Region Iii - Central Luzon Padapada National High SchoolDokument2 SeitenRegion Iii - Central Luzon Padapada National High SchoolRotipNoch keine Bewertungen
- Food Safety PosterDokument1 SeiteFood Safety PosterMP CariappaNoch keine Bewertungen
- Product Term and ConditionsDokument50 SeitenProduct Term and Conditionsain2Noch keine Bewertungen
- Presentation On "Insurance Sector": Submitted By: Faraz Shaikh Roll No: 9 Mba MarketingDokument16 SeitenPresentation On "Insurance Sector": Submitted By: Faraz Shaikh Roll No: 9 Mba MarketingFakhruddin DholkawalaNoch keine Bewertungen
- GeoSS Event Seminar 12 July 2012 - SlidesDokument15 SeitenGeoSS Event Seminar 12 July 2012 - SlidesNurmanda RamadhaniNoch keine Bewertungen
- Top 6 Beginner Work Out MistakesDokument4 SeitenTop 6 Beginner Work Out MistakesMARYAM GULNoch keine Bewertungen
- The Preparation of Culture MediaDokument7 SeitenThe Preparation of Culture MediaNakyanzi AngellaNoch keine Bewertungen
- Cat 880620 R11Dokument60 SeitenCat 880620 R11pawelprusNoch keine Bewertungen
- 1 A Finalexam FNH330 June 2015 Final Review QuestionsDokument6 Seiten1 A Finalexam FNH330 June 2015 Final Review QuestionsChinley HinacayNoch keine Bewertungen
- Musa Paradisiaca L. and Musa Sapientum L.: A Phytochemical and Pharmacological ReviewDokument8 SeitenMusa Paradisiaca L. and Musa Sapientum L.: A Phytochemical and Pharmacological ReviewDeviNoch keine Bewertungen
- Data Obat VMedisDokument53 SeitenData Obat VMedismica faradillaNoch keine Bewertungen
- Vocab PDFDokument29 SeitenVocab PDFShahab SaqibNoch keine Bewertungen
- Low Voltage Fixed and Automatic Power Factor Correction SystemsDokument6 SeitenLow Voltage Fixed and Automatic Power Factor Correction Systemszabiruddin786Noch keine Bewertungen
- Pieces 1 Cod Amount Product Detail 36 Cotton Pant RemarksDokument4 SeitenPieces 1 Cod Amount Product Detail 36 Cotton Pant RemarksFaizan AhmadNoch keine Bewertungen
- Science 7 - Q2 - M7Dokument16 SeitenScience 7 - Q2 - M7RAMOS ERLYN P.Noch keine Bewertungen
- Section IIDokument8 SeitenSection IIapi-471272376Noch keine Bewertungen
- Sterillium Gel-MsdsDokument9 SeitenSterillium Gel-MsdsVasanthakumar VenkatesanNoch keine Bewertungen
- An Enhanced Model of Thermo Mechanical Loading On A Vaccum Insulated GlazingDokument29 SeitenAn Enhanced Model of Thermo Mechanical Loading On A Vaccum Insulated GlazingNguyễn SơnNoch keine Bewertungen
- 1979 The Cult Phenomenon in The United States - DR John Gordon ClarkDokument8 Seiten1979 The Cult Phenomenon in The United States - DR John Gordon ClarkFrederick BismarkNoch keine Bewertungen
- Persyaratan COMA KP 241 TAHUN 2019 (SI 65-01 Rev 3)Dokument3 SeitenPersyaratan COMA KP 241 TAHUN 2019 (SI 65-01 Rev 3)Hafiz ZachariNoch keine Bewertungen
- Wire Rope Inspection ProgramDokument2 SeitenWire Rope Inspection Programسيد جابر البعاجNoch keine Bewertungen
- Janssen Vaccine Phase3 Against Coronavirus (Covid-19)Dokument184 SeitenJanssen Vaccine Phase3 Against Coronavirus (Covid-19)UzletiszemNoch keine Bewertungen
- Industrial Visit ReportDokument8 SeitenIndustrial Visit ReportAnuragBoraNoch keine Bewertungen
- Natu Es Dsmepa 1ST - 2ND QuarterDokument38 SeitenNatu Es Dsmepa 1ST - 2ND QuarterSenen AtienzaNoch keine Bewertungen