Das könnte Ihnen auch gefallen
- Enfermedades OcupacionalesDokument16 SeitenEnfermedades OcupacionalesCampodonico PedroNoch keine Bewertungen
- Sistema-Indirecto de Abastecimiento de AguaDokument6 SeitenSistema-Indirecto de Abastecimiento de AguaCampodonico Pedro100% (1)
- Control de Tiempo y Metodos de TrabajoDokument15 SeitenControl de Tiempo y Metodos de TrabajoCampodonico PedroNoch keine Bewertungen
- Traduccion de Ingles - Tipos de Materiales y UsosDokument8 SeitenTraduccion de Ingles - Tipos de Materiales y UsosCampodonico PedroNoch keine Bewertungen
- Periodico MuralDokument3 SeitenPeriodico MuralCampodonico Pedro0% (1)
- Bioseparaciones Tejeda PDFDokument702 SeitenBioseparaciones Tejeda PDFYedhaGuerreroNoch keine Bewertungen
- Clase 07Dokument47 SeitenClase 07CarlosE.MeZaNoch keine Bewertungen
- Syllabus Control de Calidad Del AireDokument29 SeitenSyllabus Control de Calidad Del AireAdeline CastroNoch keine Bewertungen
- Explosivos Señaletica, AlmacenamientoDokument8 SeitenExplosivos Señaletica, AlmacenamientoAlvaro Huenchullan NavarroNoch keine Bewertungen
- Acero Estructural Astm Grados y Composicion QuimicaDokument4 SeitenAcero Estructural Astm Grados y Composicion QuimicaVerito100% (2)
- Modelos AtómicosDokument17 SeitenModelos AtómicosValentinaNoch keine Bewertungen
- Teoria EndosimbioticaDokument5 SeitenTeoria EndosimbioticaJavi NovoaNoch keine Bewertungen
- U2 Física e Introduccióna A La Biofísica - Apunte de CátedraDokument23 SeitenU2 Física e Introduccióna A La Biofísica - Apunte de CátedraMaria Clara Almeida FernandesNoch keine Bewertungen
- Hoja de Seguridad Según NTC 4435/1998 (Y Sus Modificaciones Posteriores) Fecha de Emisión: Enero 2017 Fecha de Revisión: Marzo 2020Dokument3 SeitenHoja de Seguridad Según NTC 4435/1998 (Y Sus Modificaciones Posteriores) Fecha de Emisión: Enero 2017 Fecha de Revisión: Marzo 2020stiven galviisNoch keine Bewertungen
- ROTAMETRODokument10 SeitenROTAMETRODaniel Castillo del AngelNoch keine Bewertungen
- Herramientas y Materiales Usados en O&M, Seguimiento de Actividades de O&MDokument38 SeitenHerramientas y Materiales Usados en O&M, Seguimiento de Actividades de O&MSilas Mendoza RamosNoch keine Bewertungen
- Equilibrio Liquido VaporDokument20 SeitenEquilibrio Liquido VaporSofita Carolina DuraznoNoch keine Bewertungen
- Revestimiento Fija OdontoDokument10 SeitenRevestimiento Fija OdontoLenin Engels Mendoza BardalesNoch keine Bewertungen
- 000 FinalDokument13 Seiten000 FinalAldo LoaezaNoch keine Bewertungen
- 16272631102016FORT-SOILDokument2 Seiten16272631102016FORT-SOILpaolaNoch keine Bewertungen
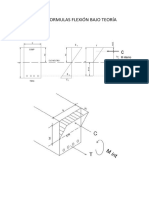
- Deducción Formulas Flexion Teoría ElásticaDokument6 SeitenDeducción Formulas Flexion Teoría ElásticaAlejandro San MartinNoch keine Bewertungen
- Ficha Cambios QuimicosDokument5 SeitenFicha Cambios QuimicosIBETH MARLENI VILCA BANDANoch keine Bewertungen
- 9.-Anexo CDokument78 Seiten9.-Anexo Cmario almaguerNoch keine Bewertungen
- El Beneficio de Los MineralesDokument22 SeitenEl Beneficio de Los MineralesGiordan Roger QB0% (1)
- Informe Bromatologia ReyesDokument38 SeitenInforme Bromatologia ReyesMirella Reyes Yalli100% (1)
- Globo de Nitrogeno - (Dokument14 SeitenGlobo de Nitrogeno - (Lisseth AstudilloNoch keine Bewertungen
- De Que Esta Formada La Parte Inorganica Del SueloDokument5 SeitenDe Que Esta Formada La Parte Inorganica Del SuelodenissedeloyareyesNoch keine Bewertungen
- MANUALES PREVENCIÓN - Talleres Reparacion Vehiculos Web PliegosDokument33 SeitenMANUALES PREVENCIÓN - Talleres Reparacion Vehiculos Web PliegosCristianEmmanuelGuzmanAvilaNoch keine Bewertungen
- Paneles PrefabricadosDokument5 SeitenPaneles PrefabricadosVanessa Ibarra UriosteguiNoch keine Bewertungen
- Practica 9Dokument6 SeitenPractica 9Brayan GuttierrezNoch keine Bewertungen
- Modelacion Matematica Del Comportamiento Termico de Un Horno de Coccion Tipo AbiertoDokument94 SeitenModelacion Matematica Del Comportamiento Termico de Un Horno de Coccion Tipo AbiertoAnonymous nOqqYoDvzNoch keine Bewertungen
- Tecnicas de EsterilizaciónDokument15 SeitenTecnicas de EsterilizaciónMaria J. OrdzNoch keine Bewertungen
- Vocabulario Agua NTC3650-1Dokument14 SeitenVocabulario Agua NTC3650-1lorenaNoch keine Bewertungen
- Guía Icfes#3 PDFDokument4 SeitenGuía Icfes#3 PDFRaúl AndrésNoch keine Bewertungen
- Presentacion ProcesosDokument13 SeitenPresentacion ProcesosMajo Bulnes'Noch keine Bewertungen