Das könnte Ihnen auch gefallen
- GC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsVon EverandGC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsNoch keine Bewertungen
- VINYL ACETATE PRODUCTION PROCESSDokument17 SeitenVINYL ACETATE PRODUCTION PROCESSÖmer Zeldakurtaranoğlu100% (1)
- Giant Molecules: Essential Materials for Everyday Living and Problem SolvingVon EverandGiant Molecules: Essential Materials for Everyday Living and Problem SolvingNoch keine Bewertungen
- 126Dokument18 Seiten126bamban bamNoch keine Bewertungen
- Crude Petroleum analysis handbook: Crude oil Quality control, #1Von EverandCrude Petroleum analysis handbook: Crude oil Quality control, #1Bewertung: 4 von 5 Sternen4/5 (1)
- Plant DesignDokument42 SeitenPlant Designmuhammad ilyasNoch keine Bewertungen
- StyreneDokument35 SeitenStyreneDavid Wong67% (3)
- Esterification and ProductsDokument7 SeitenEsterification and Productsdevraj raikarNoch keine Bewertungen
- Isopropyl Alcohol Recovery by Heteroazeotropic Batch DistillationDokument10 SeitenIsopropyl Alcohol Recovery by Heteroazeotropic Batch Distillationthomas_v501925Noch keine Bewertungen
- Ethyl Benzene 1978Dokument8 SeitenEthyl Benzene 1978Annisa SetyantariNoch keine Bewertungen
- Alcohols: Year 11 Chemistry IgcseDokument12 SeitenAlcohols: Year 11 Chemistry IgcseGanta BooomNoch keine Bewertungen
- Ethanol Production from Corn and Potato PeelsDokument12 SeitenEthanol Production from Corn and Potato PeelsAbhishek DhekaneNoch keine Bewertungen
- Ethanol DistillationDokument28 SeitenEthanol DistillationHoongNoch keine Bewertungen
- Polymer AbbreviationsDokument9 SeitenPolymer AbbreviationsFernando GuerreroNoch keine Bewertungen
- Styrene Production From Ethylbenzene Fina Badger TechnologyDokument9 SeitenStyrene Production From Ethylbenzene Fina Badger TechnologyAbuBakar Saleem0% (1)
- Oil & gas engineering college project on styrene productionDokument21 SeitenOil & gas engineering college project on styrene productionKarrar Alka'by50% (2)
- Styrene production from ethylbenzene mini-plant experimentDokument10 SeitenStyrene production from ethylbenzene mini-plant experimentChegg ChemNoch keine Bewertungen
- Styrene: Ethyly Benzene and StyreneDokument7 SeitenStyrene: Ethyly Benzene and Styreneم.احمد سالمNoch keine Bewertungen
- Styrene Monome: Formula C HDokument32 SeitenStyrene Monome: Formula C HAbdullah IyadNoch keine Bewertungen
- Isensee Robert W1943Dokument17 SeitenIsensee Robert W1943DŨNG VŨ NGUYỄN TUẤNNoch keine Bewertungen
- Product From EthanolDokument5 SeitenProduct From EthanolNarawit YINGYONGNoch keine Bewertungen
- APL - Emulsifiers Products ListDokument2 SeitenAPL - Emulsifiers Products Listshreeket3953Noch keine Bewertungen
- Manufacturing Isopropyl AcetateDokument8 SeitenManufacturing Isopropyl AcetateAli AhsanNoch keine Bewertungen
- EthyleneDokument4 SeitenEthyleneAlejandro Giraldo ZuluagaNoch keine Bewertungen
- Us 2556488Dokument3 SeitenUs 2556488Ghina Fatikah SalimNoch keine Bewertungen
- MANUFATURE OF ETHANOL FROM MOLASSESDokument5 SeitenMANUFATURE OF ETHANOL FROM MOLASSESlily augustNoch keine Bewertungen
- PET Waste Recycling Through AminolysisDokument5 SeitenPET Waste Recycling Through AminolysisDiana BecerraNoch keine Bewertungen
- HEAT EFFECTS ANALYSIS IN THE ETHANOL INDUSTRYDokument13 SeitenHEAT EFFECTS ANALYSIS IN THE ETHANOL INDUSTRYRhea MambaNoch keine Bewertungen
- HDPE Production Via Slurry-Loop ProcessDokument1 SeiteHDPE Production Via Slurry-Loop ProcessBramJanssen76100% (1)
- Modern Petrochemicals PDFDokument179 SeitenModern Petrochemicals PDFmanojkp33Noch keine Bewertungen
- Chapter 5Dokument51 SeitenChapter 5Amir HakimNoch keine Bewertungen
- UiTM Organic Chemistry Lab ReportDokument5 SeitenUiTM Organic Chemistry Lab Reportazzatul amiraNoch keine Bewertungen
- Ethylacetate 191005181836Dokument27 SeitenEthylacetate 191005181836Vedansh VedNoch keine Bewertungen
- Cap 4 Petroleo - CompressedDokument44 SeitenCap 4 Petroleo - CompressedYulieth CastilloNoch keine Bewertungen
- Manufacturing of EthylbenzeneDokument65 SeitenManufacturing of EthylbenzeneEr Bali Pandhare95% (57)
- Petrochemical OverviewDokument8 SeitenPetrochemical OverviewAtish NandanwarNoch keine Bewertungen
- Lisensi TeknologiDokument22 SeitenLisensi TeknologilenibudiNoch keine Bewertungen
- Clariant Surfactant BrochureDokument21 SeitenClariant Surfactant BrochureMohamed Halem100% (2)
- ANIKETDokument12 SeitenANIKETyjyk gkcukuNoch keine Bewertungen
- JEFFSOL Alkylene Carbonates Brochure)Dokument36 SeitenJEFFSOL Alkylene Carbonates Brochure)Myeong Il Jeong100% (1)
- Elvacite® 2016 Acrylic Resin: ApplicationsDokument4 SeitenElvacite® 2016 Acrylic Resin: ApplicationsPaola Lopez100% (2)
- Chapter 3Dokument14 SeitenChapter 3Larry Jampong100% (1)
- CT StyreneDokument15 SeitenCT StyreneDurgesh BondeNoch keine Bewertungen
- Production of EthanolDokument5 SeitenProduction of EthanolGhazanfer AliNoch keine Bewertungen
- DSM Chemical Resistance TablesDokument32 SeitenDSM Chemical Resistance TablesJacp2Noch keine Bewertungen
- Dow Glycol Ethers PDFDokument27 SeitenDow Glycol Ethers PDFMatt100% (1)
- 0901b80380032bc8 PDFDokument27 Seiten0901b80380032bc8 PDFKUKUNoch keine Bewertungen
- TechnicalDokument22 SeitenTechnicalmahmoudNoch keine Bewertungen
- Concentracion de Fusel Oil en La DestilacionDokument5 SeitenConcentracion de Fusel Oil en La DestilacionKarenLissNoch keine Bewertungen
- Styrene MonomerDokument13 SeitenStyrene MonomerSerkan Gecim100% (1)
- Studies On PH Variations in Crude Oil Demulsification: Emmanuel J. Ekott, Ubong I. EtukudoDokument3 SeitenStudies On PH Variations in Crude Oil Demulsification: Emmanuel J. Ekott, Ubong I. EtukudoerpublicationNoch keine Bewertungen
- EthyleneDokument4 SeitenEthyleneashutosh kumarNoch keine Bewertungen
- Ethanol and Its HistoryDokument6 SeitenEthanol and Its HistoryAlgin Mark DaquioagNoch keine Bewertungen
- Chapter 11: Extraction: 11.1 Simple Liquid-Liquid ExtractionDokument20 SeitenChapter 11: Extraction: 11.1 Simple Liquid-Liquid ExtractionSam TabujaraNoch keine Bewertungen
- AlkylationDokument11 SeitenAlkylationZain Ul AbedinNoch keine Bewertungen
- Us 4379028Dokument6 SeitenUs 4379028Adeel AbbasNoch keine Bewertungen
- Liquid BiofuelDokument9 SeitenLiquid BiofueltrishaNoch keine Bewertungen
- United States Patent (191: PieschDokument6 SeitenUnited States Patent (191: Pieschهیمن مNoch keine Bewertungen
- SSRN Id3874836Dokument10 SeitenSSRN Id3874836Anirban BhowalNoch keine Bewertungen
- Papadopoulos1991 PDFDokument3 SeitenPapadopoulos1991 PDFMarta MichiNoch keine Bewertungen
- Estimating Equilibrium Phase Distribution RatiosDokument4 SeitenEstimating Equilibrium Phase Distribution RatiosShankarMukherjeeNoch keine Bewertungen
- Case 17Dokument2 SeitenCase 17ShankarMukherjeeNoch keine Bewertungen
- Isothermal Expansion of A GasDokument2 SeitenIsothermal Expansion of A GasShankarMukherjeeNoch keine Bewertungen
- Case 36Dokument4 SeitenCase 36ShankarMukherjeeNoch keine Bewertungen
- Basics of Thermodynamic CalculationsDokument26 SeitenBasics of Thermodynamic CalculationsShankarMukherjeeNoch keine Bewertungen
- Case 17Dokument2 SeitenCase 17ShankarMukherjeeNoch keine Bewertungen
- (Calculation of Heat Removed For An Isothermal Compression Process.) (Calculation of Work Done in Case of An Isothermal Compression Process)Dokument1 Seite(Calculation of Heat Removed For An Isothermal Compression Process.) (Calculation of Work Done in Case of An Isothermal Compression Process)ShankarMukherjeeNoch keine Bewertungen
- Relation Between Enthalpy and Internal Energy and Work 1.1.3Dokument1 SeiteRelation Between Enthalpy and Internal Energy and Work 1.1.3ShankarMukherjeeNoch keine Bewertungen
- Steam Power Plant and Performance 1.3.5Dokument1 SeiteSteam Power Plant and Performance 1.3.5ShankarMukherjeeNoch keine Bewertungen
- Case 24Dokument2 SeitenCase 24ShankarMukherjeeNoch keine Bewertungen
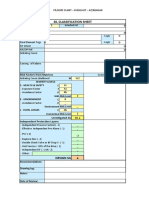
- Sil Classification Sheet: Risk Factors From MatricesDokument18 SeitenSil Classification Sheet: Risk Factors From MatricesShankarMukherjeeNoch keine Bewertungen
- Steam Turbine CalculationsDokument9 SeitenSteam Turbine CalculationsShankarMukherjeeNoch keine Bewertungen
- Case 21Dokument2 SeitenCase 21ShankarMukherjeeNoch keine Bewertungen
- Basics of Thermodynamic CalculationsDokument26 SeitenBasics of Thermodynamic CalculationsShankarMukherjeeNoch keine Bewertungen
- Case 20Dokument2 SeitenCase 20ShankarMukherjeeNoch keine Bewertungen
- (Calculation of Heat Removed For An Isothermal Compression Process.) (Calculation of Work Done in Case of An Isothermal Compression Process)Dokument1 Seite(Calculation of Heat Removed For An Isothermal Compression Process.) (Calculation of Work Done in Case of An Isothermal Compression Process)ShankarMukherjeeNoch keine Bewertungen
- Cascade Refrigeration Cycle AnalysisDokument24 SeitenCascade Refrigeration Cycle AnalysisShankarMukherjeeNoch keine Bewertungen
- Case 21Dokument2 SeitenCase 21ShankarMukherjeeNoch keine Bewertungen
- Cascade Refrigeration Cycle AnalysisDokument24 SeitenCascade Refrigeration Cycle AnalysisShankarMukherjeeNoch keine Bewertungen
- Cascade Refrigeration Cycle AnalysisDokument24 SeitenCascade Refrigeration Cycle AnalysisShankarMukherjeeNoch keine Bewertungen
- Compressor calculation using Mollier chartDokument11 SeitenCompressor calculation using Mollier chartShankarMukherjeeNoch keine Bewertungen
- VLE Calculation Convergence PressureDokument36 SeitenVLE Calculation Convergence PressureShankarMukherjeeNoch keine Bewertungen
- Gas turbine cycle calculationsDokument33 SeitenGas turbine cycle calculationsShankarMukherjeeNoch keine Bewertungen
- Tube Rupture CaseDokument2 SeitenTube Rupture CaseShankarMukherjeeNoch keine Bewertungen
- Flare Gas Flow Measurement and ControlDokument5 SeitenFlare Gas Flow Measurement and ControlShankarMukherjeeNoch keine Bewertungen
- Process Safety ManagementDokument74 SeitenProcess Safety ManagementShankarMukherjeeNoch keine Bewertungen
- FLARENET Reference Manual PDFDokument330 SeitenFLARENET Reference Manual PDFErin Brady0% (1)
- Henley - Equilibrium-Stage Separation Operations in Chemical EngineeringDokument384 SeitenHenley - Equilibrium-Stage Separation Operations in Chemical EngineeringpriscilaeqNoch keine Bewertungen
- HP OHCorrosionDokument3 SeitenHP OHCorrosionJamie MorganNoch keine Bewertungen
- Equilibria, Bubble Points, Dewpoints, Flash Calculations, and Activity Coef FicientsDokument46 SeitenEquilibria, Bubble Points, Dewpoints, Flash Calculations, and Activity Coef FicientsShankarMukherjeeNoch keine Bewertungen
- Experiment 123456 1 PDFDokument18 SeitenExperiment 123456 1 PDFHardi Ahmed100% (1)
- Handbook ThermochemistryDokument17 SeitenHandbook ThermochemistryIssac BetovenNoch keine Bewertungen
- Addition Reactions of AlkenesDokument18 SeitenAddition Reactions of AlkenesPinaNoch keine Bewertungen
- 5007Dokument427 Seiten5007dt5632Noch keine Bewertungen
- Band Theory of ConductorsDokument29 SeitenBand Theory of ConductorsSivakumar PonnusamyNoch keine Bewertungen
- Expt On Solubility of Organic CompoundsDokument4 SeitenExpt On Solubility of Organic CompoundsJasmine Juit100% (1)
- Baby Skin Care Lecture NotesDokument9 SeitenBaby Skin Care Lecture Notesmanorama yadavNoch keine Bewertungen
- Colloidsppt 161019033051Dokument51 SeitenColloidsppt 161019033051GOWTHAM GUPTHANoch keine Bewertungen
- Copper OresDokument8 SeitenCopper OresBalaRajKumarNoch keine Bewertungen
- 0-306-48163-4 - 7 Hydromorphic SoilsDokument2 Seiten0-306-48163-4 - 7 Hydromorphic SoilsJulus Hyacinthe VodounnouNoch keine Bewertungen
- Lutropur MSADokument19 SeitenLutropur MSAnpof50% (2)
- 9910 Care InstructionsDokument3 Seiten9910 Care InstructionsWahyu IndahNoch keine Bewertungen
- Thermal Ceramics - Dense Concretes FirecreteDokument2 SeitenThermal Ceramics - Dense Concretes FirecretenmmartinsNoch keine Bewertungen
- Pub Handbook of Extractive Metallurgy Volume 1Dokument251 SeitenPub Handbook of Extractive Metallurgy Volume 1FARID MIFTAHUL ANWAR100% (1)
- 1 s2.0 S0306261921016676 MainDokument19 Seiten1 s2.0 S0306261921016676 MainNaveen RajahNoch keine Bewertungen
- Thermodynamic Properties of Chloro-Complexes of AgCl (Aq)Dokument15 SeitenThermodynamic Properties of Chloro-Complexes of AgCl (Aq)Alfo Balderas RodriguezNoch keine Bewertungen
- Indian Standard: (Fourth Revision)Dokument2 SeitenIndian Standard: (Fourth Revision)vijay_aashiqNoch keine Bewertungen
- STEAM TURBINE LUBE OIL SYSTEM EXPLAINEDDokument23 SeitenSTEAM TURBINE LUBE OIL SYSTEM EXPLAINEDMoinuddin Mohammed100% (2)
- 2.lab Techniques (Repaired) PDFDokument52 Seiten2.lab Techniques (Repaired) PDFSomu Yashawant ChaudhariNoch keine Bewertungen
- Self Sensing Concrete: A Brief Review: Wrya A. Abdullah, Azad A. Mohammed, Avin H. AbdullahDokument8 SeitenSelf Sensing Concrete: A Brief Review: Wrya A. Abdullah, Azad A. Mohammed, Avin H. AbdullahDr. Shwan H. Said د. شوان حسين سعيدNoch keine Bewertungen
- 2021 - Fanourios Mountourakis, Kotzabasis - The Microalga Chlorella Vulgaris As A Natural Bioenergetic System For Effective CO 2 MitigatDokument16 Seiten2021 - Fanourios Mountourakis, Kotzabasis - The Microalga Chlorella Vulgaris As A Natural Bioenergetic System For Effective CO 2 MitigatmbrancovNoch keine Bewertungen
- Limiting and Excess Reagent - Additional ExampleDokument2 SeitenLimiting and Excess Reagent - Additional ExampleDea SantellaNoch keine Bewertungen
- Biodegradation of Silly PuttyDokument13 SeitenBiodegradation of Silly PuttyShwetha JayNoch keine Bewertungen
- Artículo Esomeprazol 1Dokument5 SeitenArtículo Esomeprazol 1José Carlos Solís SuárezNoch keine Bewertungen
- Kinetic Study of Third-Order Reactions of Nitric OxideDokument10 SeitenKinetic Study of Third-Order Reactions of Nitric OxideSaviaNoch keine Bewertungen
- Life Processes Notes (Yashvi Modi)Dokument15 SeitenLife Processes Notes (Yashvi Modi)YASHVI MODI60% (5)
- G. Bacteriology Manual.ZDokument21 SeitenG. Bacteriology Manual.ZAhmad ShahNoch keine Bewertungen
- Estocrete FR - Data SheetDokument2 SeitenEstocrete FR - Data SheetrifkirahmadianNoch keine Bewertungen
- Basic Lab Techniques and Qualitative AnalysisDokument2 SeitenBasic Lab Techniques and Qualitative AnalysisTharif75% (4)
- Synthesis and Characterization of ZnCo2O4 Nanomaterial For Symmetric Supercapacitor ApplicationsDokument4 SeitenSynthesis and Characterization of ZnCo2O4 Nanomaterial For Symmetric Supercapacitor Applicationskarthik506100% (8)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorVon EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorBewertung: 4 von 5 Sternen4/5 (7)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryVon EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryBewertung: 4 von 5 Sternen4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionVon EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNoch keine Bewertungen
- Understanding Automotive Electronics: An Engineering PerspectiveVon EverandUnderstanding Automotive Electronics: An Engineering PerspectiveBewertung: 3.5 von 5 Sternen3.5/5 (16)
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- Operational Amplifier Circuits: Analysis and DesignVon EverandOperational Amplifier Circuits: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableVon EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNoch keine Bewertungen
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesVon EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNoch keine Bewertungen
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessVon EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNoch keine Bewertungen
- Electrical Principles and Technology for EngineeringVon EverandElectrical Principles and Technology for EngineeringBewertung: 4 von 5 Sternen4/5 (4)
- Pipeline Integrity: Management and Risk EvaluationVon EverandPipeline Integrity: Management and Risk EvaluationBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Iconic Advantage: Don’t Chase the New, Innovate the OldVon EverandIconic Advantage: Don’t Chase the New, Innovate the OldBewertung: 4 von 5 Sternen4/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationVon EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisVon EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNoch keine Bewertungen