Das könnte Ihnen auch gefallen
- DFA-Design for Assembly and Manufacturing GuideDokument30 SeitenDFA-Design for Assembly and Manufacturing GuideJoe MoeNoch keine Bewertungen
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionVon EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNoch keine Bewertungen
- Design For Assembly A Complete Guide - 2020 EditionVon EverandDesign For Assembly A Complete Guide - 2020 EditionNoch keine Bewertungen
- Design For ManufacturingDokument13 SeitenDesign For Manufacturingchalapathy_83Noch keine Bewertungen
- The New Y14.5: We've Improved The Gold StandardDokument9 SeitenThe New Y14.5: We've Improved The Gold StandardVignesh PanneerselvamNoch keine Bewertungen
- DFMA - Presentation - R3Dokument58 SeitenDFMA - Presentation - R3Er Noor BashaNoch keine Bewertungen
- Design Guide for Assembly of Injection Molded Plastic PartsDokument35 SeitenDesign Guide for Assembly of Injection Molded Plastic PartsFeray VatanseverNoch keine Bewertungen
- Introduction To MFG ToolingDokument51 SeitenIntroduction To MFG ToolingRamji RaoNoch keine Bewertungen
- CSWA Practice Exam GuideDokument34 SeitenCSWA Practice Exam Guideemilio jose castillo fuentes100% (1)
- Engr 22 Lec 20 Sp07 GDT 2 Bonus TolDokument28 SeitenEngr 22 Lec 20 Sp07 GDT 2 Bonus TolpdmnbraoNoch keine Bewertungen
- Design gauges specificationDokument17 SeitenDesign gauges specificationShawn WaltzNoch keine Bewertungen
- Dayton Rogers Design Handbook E-Edition PDFDokument42 SeitenDayton Rogers Design Handbook E-Edition PDFwulfgang66Noch keine Bewertungen
- 06 DFMA MethodologiesDokument80 Seiten06 DFMA MethodologiesFery MahardikaNoch keine Bewertungen
- Tool and Dye, Tool Making, Tool Engineering: Scrap - Strip LayoutDokument5 SeitenTool and Dye, Tool Making, Tool Engineering: Scrap - Strip LayoutSubodh KumarNoch keine Bewertungen
- DFM Pre RequistesDokument93 SeitenDFM Pre Requistesavinash babuNoch keine Bewertungen
- PDF - in - Manufacturing - The Future of 3D DocumentationDokument43 SeitenPDF - in - Manufacturing - The Future of 3D DocumentationLuat NguyenNoch keine Bewertungen
- CETOL TutorialDokument15 SeitenCETOL TutorialAnandh VairakkannuNoch keine Bewertungen
- How to Calculate Assembly Tolerance Using Worst Case MethodDokument3 SeitenHow to Calculate Assembly Tolerance Using Worst Case MethodPramod BeharaNoch keine Bewertungen
- L1-Design of Machine ElementsDokument35 SeitenL1-Design of Machine ElementsNidushan NethsaraNoch keine Bewertungen
- Turn TutorialDokument129 SeitenTurn TutorialИгорь ПлугатырёвNoch keine Bewertungen
- Snap Fit Design ManualDokument24 SeitenSnap Fit Design Manualswap dNoch keine Bewertungen
- Soil and Cleaner Resistance of Automotive Materials: Worldwide Engineering StandardsDokument3 SeitenSoil and Cleaner Resistance of Automotive Materials: Worldwide Engineering StandardsramonNoch keine Bewertungen
- Aerospace Sheet Metal Design. CATIA V5 PDFDokument99 SeitenAerospace Sheet Metal Design. CATIA V5 PDFLuis Angel GonzálezNoch keine Bewertungen
- DFM ProDokument57 SeitenDFM ProMahesh KarpeNoch keine Bewertungen
- Assembly Design AdvancedDokument220 SeitenAssembly Design AdvancedAdi Fiera100% (1)
- 5 PD Dfma5Dokument47 Seiten5 PD Dfma5muath wardatNoch keine Bewertungen
- FPA For Stamping and BodyDokument12 SeitenFPA For Stamping and BodyYo GoldNoch keine Bewertungen
- Abaqus For Catia v5 Tutorial - Schroff - GoodDokument30 SeitenAbaqus For Catia v5 Tutorial - Schroff - GoodLarry MarNoch keine Bewertungen
- Design For Manufacturability A Complete Guide - 2021 EditionVon EverandDesign For Manufacturability A Complete Guide - 2021 EditionNoch keine Bewertungen
- 0085-Design For AssemblyDokument41 Seiten0085-Design For AssemblyAmolPagdalNoch keine Bewertungen
- Manufacturability Design PrinciplesDokument60 SeitenManufacturability Design Principlesanwar anwaryNoch keine Bewertungen
- Statistical Tolerance Stack AnalysisDokument52 SeitenStatistical Tolerance Stack Analysisdineshnexus100% (1)
- 535 CatDokument1 Seite535 CatHubertNoch keine Bewertungen
- Geometry Stabilization of BIWDokument12 SeitenGeometry Stabilization of BIWManju sattigeriNoch keine Bewertungen
- Plastic Product Design With NXDokument8 SeitenPlastic Product Design With NXTungdinh NguyenNoch keine Bewertungen
- Samsung NX Teamcenter Case StudyDokument2 SeitenSamsung NX Teamcenter Case StudySehar AdilNoch keine Bewertungen
- Injeection GuidDokument41 SeitenInjeection GuidFarooq MuhammadNoch keine Bewertungen
- (1994) GDNT Self Eval Test - Level 1Dokument5 Seiten(1994) GDNT Self Eval Test - Level 1chez ezNoch keine Bewertungen
- Automotive Quality Management Systems A Complete Guide - 2020 EditionVon EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionNoch keine Bewertungen
- Introduction To Geometric Dimensioning and TolerancingDokument3 SeitenIntroduction To Geometric Dimensioning and TolerancinganandparasuNoch keine Bewertungen
- Dimensional Engineering Seminar: Geometric Dimensioning and Tolerancing Variation Simulation ModelingDokument71 SeitenDimensional Engineering Seminar: Geometric Dimensioning and Tolerancing Variation Simulation Modelingprasungovindan100% (1)
- GE Design GuideDokument53 SeitenGE Design GuideGuido Kats100% (1)
- Design For Plastics Unit 7Dokument10 SeitenDesign For Plastics Unit 7Harinath GowdNoch keine Bewertungen
- Design For ManufacturingDokument25 SeitenDesign For ManufacturingKartika putriNoch keine Bewertungen
- SQHDokument55 SeitenSQHSreenivaasan SudharssanamNoch keine Bewertungen
- Design FMEA UltraDokument49 SeitenDesign FMEA UltrakumarNoch keine Bewertungen
- DFMA OverviewDokument75 SeitenDFMA Overviewanwar anwaryNoch keine Bewertungen
- Guide to Load Analysis for Durability in Vehicle EngineeringVon EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonBewertung: 4 von 5 Sternen4/5 (1)
- Design for additive manufacturing A Clear and Concise ReferenceVon EverandDesign for additive manufacturing A Clear and Concise ReferenceNoch keine Bewertungen
- Rapid Manufacturing: An Industrial Revolution for the Digital AgeVon EverandRapid Manufacturing: An Industrial Revolution for the Digital AgeNoch keine Bewertungen
- About Course Registration Process: "Micro-Electromechanical Systems (Mems)Dokument2 SeitenAbout Course Registration Process: "Micro-Electromechanical Systems (Mems)VishalNaranjeNoch keine Bewertungen
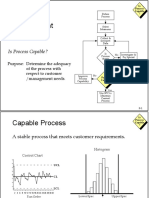
- The Quality Improvement Model: Is Process Capable?Dokument19 SeitenThe Quality Improvement Model: Is Process Capable?VishalNaranjeNoch keine Bewertungen
- CapabilityDokument43 SeitenCapabilitydhana555Noch keine Bewertungen
- ZerodhaTD PDFDokument21 SeitenZerodhaTD PDFRitesh RK MeshramNoch keine Bewertungen
- Six Sigma - Minitab AppsDokument23 SeitenSix Sigma - Minitab AppsHariharan PNoch keine Bewertungen
- AHP CalculationsDokument14 SeitenAHP CalculationsVishalNaranjeNoch keine Bewertungen
- Broucher of ICT ToolDokument1 SeiteBroucher of ICT ToolVishalNaranjeNoch keine Bewertungen
- Process Capability Study With MinitabDokument36 SeitenProcess Capability Study With MinitabVishalNaranjeNoch keine Bewertungen
- Welding Paper PDFDokument5 SeitenWelding Paper PDFVishalNaranjeNoch keine Bewertungen
- Self-Declaration FormDokument1 SeiteSelf-Declaration FormVishalNaranjeNoch keine Bewertungen
- GGDokument7 SeitenGGVishalNaranjeNoch keine Bewertungen
- JME Paper Dross Laser MachiningDokument2 SeitenJME Paper Dross Laser MachiningVishalNaranjeNoch keine Bewertungen
- FFDokument13 SeitenFFVishalNaranjeNoch keine Bewertungen
- Cutter Suction Dredging: Utilizing Milling Knowledge To Improve CSD ProductionDokument1 SeiteCutter Suction Dredging: Utilizing Milling Knowledge To Improve CSD ProductionVishalNaranjeNoch keine Bewertungen
- Characterizing the effect of process variables on energy consumption in end millingDokument12 SeitenCharacterizing the effect of process variables on energy consumption in end millingVishalNaranjeNoch keine Bewertungen
- DDDokument6 SeitenDDVishalNaranjeNoch keine Bewertungen
- EEDokument5 SeitenEEVishalNaranjeNoch keine Bewertungen
- Engg Mechanics-Lab ManuualDokument10 SeitenEngg Mechanics-Lab ManuualVishalNaranjeNoch keine Bewertungen
- Bemh 101Dokument8 SeitenBemh 101Leo StokesNoch keine Bewertungen
- KG MathDokument9 SeitenKG MathVishalNaranjeNoch keine Bewertungen
- Rayleigh Ritzmethod 170428073342Dokument20 SeitenRayleigh Ritzmethod 170428073342VishalNaranjeNoch keine Bewertungen
- JME Paper Dross Laser MachiningDokument2 SeitenJME Paper Dross Laser MachiningVishalNaranjeNoch keine Bewertungen
- Bemh 1 PsDokument8 SeitenBemh 1 PsVishalNaranjeNoch keine Bewertungen
- CCDokument6 SeitenCCVishalNaranjeNoch keine Bewertungen
- Lec 3Dokument11 SeitenLec 3VishalNaranjeNoch keine Bewertungen
- An Expert System of Die Design For Multi Stage DeeDokument8 SeitenAn Expert System of Die Design For Multi Stage DeeVishalNaranjeNoch keine Bewertungen
- FEA TheoryDokument49 SeitenFEA Theoryof_switzerlandNoch keine Bewertungen
- Duality Theory in LPDokument47 SeitenDuality Theory in LPDivya LekhaNoch keine Bewertungen
- Course Title Mechanics of Fluids Course Level: UG Credit Units: 03 Course Code: MAE201Dokument3 SeitenCourse Title Mechanics of Fluids Course Level: UG Credit Units: 03 Course Code: MAE201VishalNaranjeNoch keine Bewertungen
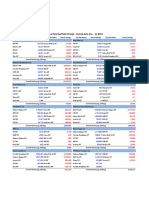
- Sectorwise MF Top Share Changes Jul 2019Dokument45 SeitenSectorwise MF Top Share Changes Jul 2019stockengageNoch keine Bewertungen
- Family SettlementDokument3 SeitenFamily Settlementsbos100% (1)
- Senarai Literature CIDBDokument13 SeitenSenarai Literature CIDBRidha Razak100% (1)
- What Are The Ethical and Privacy Issues That Harrah's Should Be Concerned AboutDokument5 SeitenWhat Are The Ethical and Privacy Issues That Harrah's Should Be Concerned AboutVarun BangotraNoch keine Bewertungen
- Access Database Examples Download Able Sample DatabasesDokument5 SeitenAccess Database Examples Download Able Sample DatabasesNasha SaydNoch keine Bewertungen
- Contract ManagementDokument4 SeitenContract ManagementManish GuptaNoch keine Bewertungen
- The Family Finance WorkshopDokument40 SeitenThe Family Finance WorkshopPierre PucheuNoch keine Bewertungen
- PT Prima Elektronik Journal Entries December 2015Dokument1 SeitePT Prima Elektronik Journal Entries December 2015Syoheh PamujiNoch keine Bewertungen
- Wholesalers N RetailersDokument7 SeitenWholesalers N RetailersDrRajdeep SinghNoch keine Bewertungen
- Brain Synergy Institute v. UltraThera Technologies Et. Al.Dokument6 SeitenBrain Synergy Institute v. UltraThera Technologies Et. Al.PriorSmartNoch keine Bewertungen
- Prakas Eee in EnglishDokument4 SeitenPrakas Eee in EnglishchinitnNoch keine Bewertungen
- Course: Leadership, Engagement, and People Performance Case Study: The Team That Wasn'T Project Submission Template Student Name: YASHVI ROOPLANIDokument4 SeitenCourse: Leadership, Engagement, and People Performance Case Study: The Team That Wasn'T Project Submission Template Student Name: YASHVI ROOPLANIYashvi RooplaniNoch keine Bewertungen
- Delphique BrochureDokument18 SeitenDelphique BrochurePrakhar RaghuvanshNoch keine Bewertungen
- Advance Acctg Foreign Currency ProblemsDokument6 SeitenAdvance Acctg Foreign Currency ProblemsManila John20% (5)
- Price Promise Claim FormDokument2 SeitenPrice Promise Claim FormmichaelNoch keine Bewertungen
- Petition for review of CA decision reversing CTA ruling on tax assessmentsDokument16 SeitenPetition for review of CA decision reversing CTA ruling on tax assessmentscarl dianneNoch keine Bewertungen
- Service StrategyDokument15 SeitenService Strategyvikash_gahlotNoch keine Bewertungen
- Report of AirtelDokument15 SeitenReport of AirtelTalha Bin Parvez SohanNoch keine Bewertungen
- R12 Cash Management Payments and ReceiptsDokument13 SeitenR12 Cash Management Payments and ReceiptsramasamysatturNoch keine Bewertungen
- Promethean Insulation Technology v. Energy Efficient SolutionsDokument22 SeitenPromethean Insulation Technology v. Energy Efficient SolutionsPriorSmartNoch keine Bewertungen
- Sss vs. CA and Quality Tobacco CorporationDokument3 SeitenSss vs. CA and Quality Tobacco CorporationOlan Dave LachicaNoch keine Bewertungen
- Brains and BrandsDokument8 SeitenBrains and BrandsMarina MarinakiNoch keine Bewertungen
- HiPath 3000 Data Sheet PDFDokument10 SeitenHiPath 3000 Data Sheet PDFStoica AlexandruNoch keine Bewertungen
- LT Shipbuilding BrochureDokument13 SeitenLT Shipbuilding BrochureSrinivasan RajenderanNoch keine Bewertungen
- RBC CaseAnswers Group13Dokument4 SeitenRBC CaseAnswers Group13Shikha Gupta100% (1)
- Thai-North Rubber Industry Co. LTDDokument195 SeitenThai-North Rubber Industry Co. LTDChutinard Kunmaneelert100% (1)
- STEEPLE Analysis of Argentina's Environment, Society and EconomyDokument10 SeitenSTEEPLE Analysis of Argentina's Environment, Society and EconomyDisha0309Noch keine Bewertungen
- MusharakaDokument29 SeitenMusharakaNauman AminNoch keine Bewertungen
- Economics Problems PDFDokument31 SeitenEconomics Problems PDFev xvNoch keine Bewertungen
- Chapter 5Dokument67 SeitenChapter 5saad107Noch keine Bewertungen