Das könnte Ihnen auch gefallen
- Metal CoatingDokument9 SeitenMetal CoatingIrfan IslamyNoch keine Bewertungen
- Corrosion Seminar Report: Metallic CoatingsDokument8 SeitenCorrosion Seminar Report: Metallic CoatingsAkhil AjithNoch keine Bewertungen
- DevashishDokument43 SeitenDevashishDevashish JoshiNoch keine Bewertungen
- Corrosion Part 2Dokument23 SeitenCorrosion Part 2ronnie1992Noch keine Bewertungen
- Metallic Coatings For Corrosion PreventionDokument9 SeitenMetallic Coatings For Corrosion PreventionDevashish JoshiNoch keine Bewertungen
- Chapter 15 - Coatings-1Dokument32 SeitenChapter 15 - Coatings-1Sumit Ghosh KabboNoch keine Bewertungen
- Metal Coating - Marine CorossionDokument16 SeitenMetal Coating - Marine CorossionSARANG saNoch keine Bewertungen
- ElectroplatingDokument26 SeitenElectroplatingYakshit Goel80% (10)
- Corrosion Module 4Dokument106 SeitenCorrosion Module 4sk10000067Noch keine Bewertungen
- CorrosionDokument30 SeitenCorrosionAyush AgarwalNoch keine Bewertungen
- Electrodeposition PDFDokument4 SeitenElectrodeposition PDFcb gNoch keine Bewertungen
- 1952 VEDANT - Exp.9.electropl.Dokument3 Seiten1952 VEDANT - Exp.9.electropl.Shriansh KulkarniNoch keine Bewertungen
- Surface Coating Methods For Metal SurfacesDokument10 SeitenSurface Coating Methods For Metal SurfacesShristi Singh100% (1)
- AbdullahDokument6 SeitenAbdullahSudip NeupaneNoch keine Bewertungen
- Electroplatingbyjatin 170301194422Dokument12 SeitenElectroplatingbyjatin 170301194422Wulan KimiaNoch keine Bewertungen
- Electrocoating ProcessDokument4 SeitenElectrocoating Processema asriNoch keine Bewertungen
- The Practice and Science of DrawingDokument42 SeitenThe Practice and Science of DrawingKADIRIPURAM ARJUNNoch keine Bewertungen
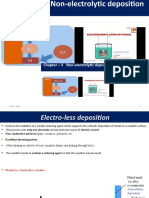
- Chapter - V Non-Electrolytic DepositionDokument68 SeitenChapter - V Non-Electrolytic DepositionbirhangebrieNoch keine Bewertungen
- WINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionDokument61 SeitenWINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionkumarklNoch keine Bewertungen
- Module 3 Class 2Dokument14 SeitenModule 3 Class 2Nikhil SekharanNoch keine Bewertungen
- Surface Treatment-An OverviewDokument20 SeitenSurface Treatment-An OverviewGuru SamyNoch keine Bewertungen
- Zinc Coating ProcessDokument15 SeitenZinc Coating ProcessMOHD SALMANNoch keine Bewertungen
- Unit4.Protective Coats 4 CivilDokument5 SeitenUnit4.Protective Coats 4 CivilengineeringchemistryNoch keine Bewertungen
- Hot Dipping / Galvanizing Process: Manufacturing Process I S.E. Production Unit-VDokument18 SeitenHot Dipping / Galvanizing Process: Manufacturing Process I S.E. Production Unit-Vsample use100% (1)
- CL EEE22 Ch1103 19 DecemberDokument46 SeitenCL EEE22 Ch1103 19 DecemberSanjid HasanNoch keine Bewertungen
- Dr. N. Srikantamurthy, Dept. of Chemistry Metal FinishingDokument6 SeitenDr. N. Srikantamurthy, Dept. of Chemistry Metal FinishingLolNoch keine Bewertungen
- Protective Coating On MetalsDokument18 SeitenProtective Coating On MetalsHarshit joshiNoch keine Bewertungen
- Surface CoatingDokument75 SeitenSurface CoatingMallappa KomarNoch keine Bewertungen
- Chapter 6Dokument39 SeitenChapter 6birhangebrieNoch keine Bewertungen
- Electroplating IIDokument53 SeitenElectroplating IIGarima UppadhyayNoch keine Bewertungen
- Corrosion Protection of SteelDokument21 SeitenCorrosion Protection of SteelShruti SinhaNoch keine Bewertungen
- Paper. Hot-Dip Galvanizing For Corrosion - AGADokument20 SeitenPaper. Hot-Dip Galvanizing For Corrosion - AGAJose Luis ZimicNoch keine Bewertungen
- Case Study: 1. ElectroplatingDokument11 SeitenCase Study: 1. ElectroplatingNaresh KumarNoch keine Bewertungen
- Corrosion Protection of SteelDokument3 SeitenCorrosion Protection of Steelbenandy2018Noch keine Bewertungen
- Metal CoatingsDokument9 SeitenMetal CoatingsSiddharth KhorwalNoch keine Bewertungen
- All About CoatingDokument3 SeitenAll About CoatingAnonymous avGU1iNoch keine Bewertungen
- Ti N-Palladi Umcatalysts PDFDokument7 SeitenTi N-Palladi Umcatalysts PDFBayu AnggaraNoch keine Bewertungen
- * وا ةءافك رثكلاا ةدام وه دوثاكلا اطاشن رثكلاا ةداملا وا ةلكاتملا ةداملا * ةيبطقلا بلق ضرغل يه ةيراطبلا Active to passive * ساحن و ةضفلاو بهذلا لثم دونلااDokument11 Seiten* وا ةءافك رثكلاا ةدام وه دوثاكلا اطاشن رثكلاا ةداملا وا ةلكاتملا ةداملا * ةيبطقلا بلق ضرغل يه ةيراطبلا Active to passive * ساحن و ةضفلاو بهذلا لثم دونلااMohammed HusseinNoch keine Bewertungen
- Electroplating SeminarDokument22 SeitenElectroplating SeminarMahalakshmi SahasranamanNoch keine Bewertungen
- Surface Coatings1Dokument16 SeitenSurface Coatings1bathinsreenivasNoch keine Bewertungen
- Surfacecoating Jawahar 180312111539Dokument75 SeitenSurfacecoating Jawahar 180312111539Mallappa KomarNoch keine Bewertungen
- Durability Durability of of Steel Steel Structures StructuresDokument21 SeitenDurability Durability of of Steel Steel Structures StructuresKris d100% (1)
- CorroisionDokument21 SeitenCorroisionIrtiza RasulNoch keine Bewertungen
- Electro PlatingDokument4 SeitenElectro PlatingSreedhar Patnaik.MNoch keine Bewertungen
- Galvanization ProcessDokument78 SeitenGalvanization ProcessHarshith Rao Vadnala0% (1)
- Galvanizing HistoryDokument6 SeitenGalvanizing HistorySreedhar Patnaik.MNoch keine Bewertungen
- IMP LabDokument5 SeitenIMP Labanon_294705394Noch keine Bewertungen
- Metallic CoatingDokument14 SeitenMetallic CoatingJOSEPH HERBERT MABELNoch keine Bewertungen
- Elewa - 2019 - J. - Phys. - Conf. - Ser. - 1378 - 022071Dokument10 SeitenElewa - 2019 - J. - Phys. - Conf. - Ser. - 1378 - 022071sekhara2zNoch keine Bewertungen
- Hot Dip Coating, CladdingDokument18 SeitenHot Dip Coating, Claddingazim turanNoch keine Bewertungen
- Painting Over Hot Dip Galvanized SteelDokument6 SeitenPainting Over Hot Dip Galvanized SteelRico Tong100% (1)
- Electrodeposition of MetalDokument4 SeitenElectrodeposition of MetalvkmsNoch keine Bewertungen
- BTI1133 Ch34Dokument42 SeitenBTI1133 Ch34ACC SHNoch keine Bewertungen
- Electroplating - WikipediaDokument51 SeitenElectroplating - WikipediaCaleb AsharleyNoch keine Bewertungen
- Genoksin Electroplating of JewelryDokument13 SeitenGenoksin Electroplating of JewelrymobsivacNoch keine Bewertungen
- ElectropolishingDokument4 SeitenElectropolishinggopinath_rgsNoch keine Bewertungen
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksVon EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNoch keine Bewertungen
- Amorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryVon EverandAmorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryNoch keine Bewertungen
- Electroplating for Amateurs: Classic Reference for Small WorkshopsVon EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNoch keine Bewertungen
- Belt Habasit XVT-2236Dokument2 SeitenBelt Habasit XVT-2236Savio FernandesNoch keine Bewertungen
- Crompton FLP MOTORDokument11 SeitenCrompton FLP MOTORSavio FernandesNoch keine Bewertungen
- Folder-Gluer Belts XVT-2236: Main Industry Segments Applications Special FeaturesDokument2 SeitenFolder-Gluer Belts XVT-2236: Main Industry Segments Applications Special FeaturesSavio FernandesNoch keine Bewertungen
- 16 Duct Suspension AdsDokument46 Seiten16 Duct Suspension AdsSavio FernandesNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument15 SeitenDisclosure To Promote The Right To InformationSavio FernandesNoch keine Bewertungen
- Studio 5000 Application Code Manager Webinar 20170912Dokument15 SeitenStudio 5000 Application Code Manager Webinar 20170912Savio Fernandes100% (1)
- Ipmmi Jan - Mar 2017Dokument28 SeitenIpmmi Jan - Mar 2017Savio FernandesNoch keine Bewertungen
- Top Tips: Specifying An Incremental EncoderDokument3 SeitenTop Tips: Specifying An Incremental EncoderSavio FernandesNoch keine Bewertungen
- Standard Control Panels:: What Are My Control Panel Options?Dokument2 SeitenStandard Control Panels:: What Are My Control Panel Options?Savio FernandesNoch keine Bewertungen
- CVC 1103Dokument12 SeitenCVC 1103Savio FernandesNoch keine Bewertungen
- Equilibrium Microstructure of Steel Alloys: CE 60 Instructor: Paulo MonteiroDokument6 SeitenEquilibrium Microstructure of Steel Alloys: CE 60 Instructor: Paulo MonteiroSavio FernandesNoch keine Bewertungen
- Electrohydraulics Basic LevelDokument202 SeitenElectrohydraulics Basic LevelSavio Fernandes100% (9)
- Jindal Steel SpecificationsDokument76 SeitenJindal Steel SpecificationsVignesh Chellappan NatarajanNoch keine Bewertungen
- 75c97songbook July 07 1Dokument250 Seiten75c97songbook July 07 1Savio FernandesNoch keine Bewertungen
- Stormwater Polutant Traps EvaluationDokument11 SeitenStormwater Polutant Traps EvaluationPutra RakhmadaniNoch keine Bewertungen
- WTP PST Estimation R310.06.21Dokument16 SeitenWTP PST Estimation R310.06.21juliyet strucNoch keine Bewertungen
- Industrial Anodizing Co Inc A967Dokument9 SeitenIndustrial Anodizing Co Inc A967Daryna KupriianovaNoch keine Bewertungen
- Ch05 - Lecture PPT-Part 2Dokument31 SeitenCh05 - Lecture PPT-Part 2William AndreasNoch keine Bewertungen
- MuscoviteDokument15 SeitenMuscoviteLyrine SarmientoNoch keine Bewertungen
- Machinedesign 3389 Fundamentals of Annular Snap Fit JointsDokument6 SeitenMachinedesign 3389 Fundamentals of Annular Snap Fit JointsGonzalo J. Amaolo L.Noch keine Bewertungen
- 100907-B ProdPerfBroch PDFDokument24 Seiten100907-B ProdPerfBroch PDFfatamorgganaNoch keine Bewertungen
- Stewmac: Two-Tone Fender Sunburst in The Pre-1956 StyleDokument4 SeitenStewmac: Two-Tone Fender Sunburst in The Pre-1956 StyleAlexandre KlüppelNoch keine Bewertungen
- Certificado de Análisis GN 20-1620-01Dokument3 SeitenCertificado de Análisis GN 20-1620-01MaryNoch keine Bewertungen
- Chemistry: Redox & Equivalent ConceptsDokument13 SeitenChemistry: Redox & Equivalent ConceptsSubham roushanNoch keine Bewertungen
- 2 Topografi Permukaan Dan Kontak Antar PermukaanDokument37 Seiten2 Topografi Permukaan Dan Kontak Antar PermukaanSarah FadliillahNoch keine Bewertungen
- Study of Marble Waste and Its UtilizationDokument5 SeitenStudy of Marble Waste and Its UtilizationJP MarzoniaNoch keine Bewertungen
- Chapter 4 Shear Force Bending Moment and Deflection of Beams 28012015 For StudentsDokument26 SeitenChapter 4 Shear Force Bending Moment and Deflection of Beams 28012015 For StudentsccipNoch keine Bewertungen
- ASME P-Numbers 1Dokument2 SeitenASME P-Numbers 1SH1961Noch keine Bewertungen
- Non-Ferrous MetalDokument21 SeitenNon-Ferrous MetalKArthik AustinNoch keine Bewertungen
- Effect of Different Veneering Techniques On The Fracture Strength of Metal and Zirconia FrameworksDokument6 SeitenEffect of Different Veneering Techniques On The Fracture Strength of Metal and Zirconia FrameworksAlicia Illa NNoch keine Bewertungen
- Manganese AcetateDokument4 SeitenManganese AcetateSancia SamNoch keine Bewertungen
- Isolation of Caffeine From Tea Leaves - Lab ExperimentDokument11 SeitenIsolation of Caffeine From Tea Leaves - Lab ExperimentMiera Ismail100% (1)
- Spe 28214 PaDokument4 SeitenSpe 28214 PaArii WAhyudii0% (1)
- Head Office: 1/3-H-A-2, Street # 6, East Azad Nagar, Delhi-110051 (One KM From Welcome Metro Station)Dokument6 SeitenHead Office: 1/3-H-A-2, Street # 6, East Azad Nagar, Delhi-110051 (One KM From Welcome Metro Station)Vikash SharmaNoch keine Bewertungen
- Summary Cube Test As of 07052019 (Nehemiah Wall)Dokument6 SeitenSummary Cube Test As of 07052019 (Nehemiah Wall)Mohd Musa HashimNoch keine Bewertungen
- Cold Vapor Hydride GeneratorDokument11 SeitenCold Vapor Hydride GeneratorDiego Adrian Gonzalez LopezNoch keine Bewertungen
- Anniversary: CatalogDokument132 SeitenAnniversary: CatalogPaki2908Noch keine Bewertungen
- Dielectric ConstantsDokument3 SeitenDielectric Constantsleandroperao5374Noch keine Bewertungen
- Annex To Engineering 003-Civil Structural Design Criteria On ShoreDokument84 SeitenAnnex To Engineering 003-Civil Structural Design Criteria On ShoreagaricusNoch keine Bewertungen
- A Simulation of Roll Wear in Hot Rolling ProcessesDokument336 SeitenA Simulation of Roll Wear in Hot Rolling ProcessesVinay Rajput100% (1)
- Chemistry of PetroleumDokument23 SeitenChemistry of PetroleumShehzad khanNoch keine Bewertungen
- Cyclic Pile Load Test On Large Diameter Piles, A Case Study PDFDokument5 SeitenCyclic Pile Load Test On Large Diameter Piles, A Case Study PDFhardik sorathiyaNoch keine Bewertungen
- Problemas Tamaño de Grano ASTMDokument1 SeiteProblemas Tamaño de Grano ASTMCristian MejiaNoch keine Bewertungen
- ResAP (2002) 1 AppendixDokument148 SeitenResAP (2002) 1 AppendixCercetasa1967Noch keine Bewertungen