Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Piping Handbook - Hydrocarbon Processing - 1968Dokument140 SeitenPiping Handbook - Hydrocarbon Processing - 1968VS271294% (16)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Glass Inspection CriteriaDokument4 SeitenGlass Inspection CriteriabatteekhNoch keine Bewertungen
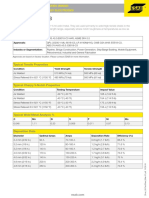
- Data Sheet 2006 Strenx 700 20170420 121 371857150 enDokument2 SeitenData Sheet 2006 Strenx 700 20170420 121 371857150 enRodrigoNoch keine Bewertungen
- Estimation Software For Presure VesselDokument36 SeitenEstimation Software For Presure VesselKarthikeyan Shanmugavel0% (1)
- J.M. Hurst Cyclic AnalysisDokument45 SeitenJ.M. Hurst Cyclic AnalysisChristian Robinson80% (10)
- Portland CementDokument46 SeitenPortland Cementni putu diah untariningsihNoch keine Bewertungen
- D 2510 - 94 R98Dokument3 SeitenD 2510 - 94 R98David Cazorla100% (1)
- Water Treatment Process Disinfection PDFDokument6 SeitenWater Treatment Process Disinfection PDFAriff JasniNoch keine Bewertungen
- V.K Jain-Advanced Machining Processes-Allied Publications PDFDokument370 SeitenV.K Jain-Advanced Machining Processes-Allied Publications PDFMayank Vyas100% (1)
- Hobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)Dokument2 SeitenHobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)RodrigoNoch keine Bewertungen
- Skytrain Avia Services: Emergency Procedures ManualDokument32 SeitenSkytrain Avia Services: Emergency Procedures ManualEndro RastadiNoch keine Bewertungen
- EN 1991-1-4 NA enDokument4 SeitenEN 1991-1-4 NA enanuj3936100% (1)
- Lincoln, Tech-Rod ® 99 (c141022)Dokument2 SeitenLincoln, Tech-Rod ® 99 (c141022)RodrigoNoch keine Bewertungen
- Esab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01Dokument2 SeitenEsab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01RodrigoNoch keine Bewertungen
- Lincoln, TECHALLOY® 606 (c14107)Dokument2 SeitenLincoln, TECHALLOY® 606 (c14107)RodrigoNoch keine Bewertungen
- Esab, OK Autrod 12.10 (A345311)Dokument1 SeiteEsab, OK Autrod 12.10 (A345311)RodrigoNoch keine Bewertungen
- Esab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)Dokument2 SeitenEsab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)RodrigoNoch keine Bewertungen
- Esab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01Dokument2 SeitenEsab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01RodrigoNoch keine Bewertungen
- Esab, OK Autrod 12.22 (1222252800)Dokument1 SeiteEsab, OK Autrod 12.22 (1222252800)RodrigoNoch keine Bewertungen
- Esab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)Dokument1 SeiteEsab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)RodrigoNoch keine Bewertungen
- Esab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)Dokument2 SeitenEsab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)RodrigoNoch keine Bewertungen
- Esab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)Dokument1 SeiteEsab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)RodrigoNoch keine Bewertungen
- Esab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)Dokument2 SeitenEsab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)RodrigoNoch keine Bewertungen
- Esab, OK Tigrod NiCr-3 (21.06.16) (411170-En - US-FactSheet - Main-01)Dokument1 SeiteEsab, OK Tigrod NiCr-3 (21.06.16) (411170-En - US-FactSheet - Main-01)RodrigoNoch keine Bewertungen
- Esab, Atom Arc 8018 (26-En - US-FactSheet - Main-01, 2016.10.26)Dokument1 SeiteEsab, Atom Arc 8018 (26-En - US-FactSheet - Main-01, 2016.10.26)RodrigoNoch keine Bewertungen
- Hardox HiTuf 2016-01-14 264 371857150 enDokument3 SeitenHardox HiTuf 2016-01-14 264 371857150 enRodrigoNoch keine Bewertungen
- Welding Strenx and Hardox V5 2015Dokument16 SeitenWelding Strenx and Hardox V5 2015Rodrigo100% (1)
- S 210Dokument6 SeitenS 210RodrigoNoch keine Bewertungen
- Simatic EKB Install 2012-03-08Dokument2 SeitenSimatic EKB Install 2012-03-08Oton SilvaNoch keine Bewertungen
- Distributed PowerDokument3 SeitenDistributed PowertibvalNoch keine Bewertungen
- Adjusting Well Pump Pressure SwitchesDokument1 SeiteAdjusting Well Pump Pressure SwitchesD_D_76Noch keine Bewertungen
- Supplier GPO Q TM 0001 02 SPDCR TemplateDokument6 SeitenSupplier GPO Q TM 0001 02 SPDCR TemplateMahe RonaldoNoch keine Bewertungen
- 2019 All PDFDokument27 Seiten2019 All PDFvishesh bhatiaNoch keine Bewertungen
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Dokument7 SeitenPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksNoch keine Bewertungen
- Le22a1321 AocDokument130 SeitenLe22a1321 AocEchefisEchefisNoch keine Bewertungen
- Schneider EngineeringDokument1 SeiteSchneider EngineeringT.J. MayesNoch keine Bewertungen
- U042en PDFDokument12 SeitenU042en PDFTatiya TatiyasoponNoch keine Bewertungen
- Huawei ACU2 Wireless Access Controller DatasheetDokument12 SeitenHuawei ACU2 Wireless Access Controller Datasheetdexater007Noch keine Bewertungen
- Circuiting Explained-Water Coils PDFDokument2 SeitenCircuiting Explained-Water Coils PDFFrancisNoch keine Bewertungen
- Genius Publication CatalogueDokument16 SeitenGenius Publication CatalogueRaheel KhanNoch keine Bewertungen
- Mega PostDokument5 SeitenMega PostandreyfgNoch keine Bewertungen
- Kinematics-03-Subjective SolvedDokument11 SeitenKinematics-03-Subjective SolvedRaju SinghNoch keine Bewertungen
- Lecure Two. ReactorsDokument56 SeitenLecure Two. ReactorsSophia WambuiNoch keine Bewertungen
- Tharmal Analysis BasicsDokument56 SeitenTharmal Analysis BasicsNetoNoch keine Bewertungen
- State ManagementDokument16 SeitenState Managementnegikamal703Noch keine Bewertungen
- Asgmnt HECRASDokument7 SeitenAsgmnt HECRASShahruzi MahadzirNoch keine Bewertungen
- Nuevo CvuDokument1 SeiteNuevo CvuJesús GonzálezNoch keine Bewertungen
- Meai Mar 2010Dokument36 SeitenMeai Mar 2010Daneshwer VermaNoch keine Bewertungen