Das könnte Ihnen auch gefallen
- Ref Drawing 2. Ref Code: 3. Design DatasDokument3 SeitenRef Drawing 2. Ref Code: 3. Design DatasJoe Nadakkalan100% (3)
- 4th Conference ParticipantsDokument14 Seiten4th Conference ParticipantsmaxNoch keine Bewertungen
- Group 1 Donner Company CaseDokument7 SeitenGroup 1 Donner Company CaseAjay Kumar100% (1)
- Final Report Group7 Case1 Scharffen Berger Rev02Dokument18 SeitenFinal Report Group7 Case1 Scharffen Berger Rev02Anushree SinghNoch keine Bewertungen
- Littlefield Technologies ReportDokument1 SeiteLittlefield Technologies ReportHardik RupareliaNoch keine Bewertungen
- 033 - Flight Planning Monitoring - QuestionsDokument126 Seiten033 - Flight Planning Monitoring - QuestionsEASA ATPL Question Bank100% (4)
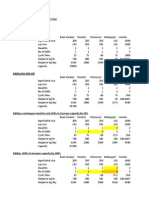
- 2 Weeks Supply: Capacity Analysis On Current Production CapabilityDokument6 Seiten2 Weeks Supply: Capacity Analysis On Current Production CapabilityPuran NarwaniNoch keine Bewertungen
- Group1 Sec A OM CasestudyDokument8 SeitenGroup1 Sec A OM CasestudyUpdesh ChauhanNoch keine Bewertungen
- Mcleod Motors WACDokument8 SeitenMcleod Motors WACMohsin JalilNoch keine Bewertungen
- Written Analysis of CaseDokument5 SeitenWritten Analysis of CaseUsmanAhmedNoch keine Bewertungen
- Operation ManagementDokument20 SeitenOperation ManagementKelvin_1369100% (2)
- Chocolate CaseDokument4 SeitenChocolate CaseAmol KatkarNoch keine Bewertungen
- Scharffen Berger Chocolate Maker PDFDokument5 SeitenScharffen Berger Chocolate Maker PDFAjey BhangaleNoch keine Bewertungen
- Scharffen Berger Chocolate Maker (A)Dokument8 SeitenScharffen Berger Chocolate Maker (A)Andy VibgyorNoch keine Bewertungen
- Executive Shirt CaseDokument12 SeitenExecutive Shirt CaseAnkurNoch keine Bewertungen
- Takeover Strategies and DefencesDokument20 SeitenTakeover Strategies and DefencesJithu JoseNoch keine Bewertungen
- Scharffen Berger Chocolate Maker - Robert Paul EllentuckDokument9 SeitenScharffen Berger Chocolate Maker - Robert Paul EllentuckRobert Paul Ellentuck100% (4)
- Shouldice Hospital Global Operations: Case AnalysisDokument15 SeitenShouldice Hospital Global Operations: Case AnalysisfremioNoch keine Bewertungen
- What Changes Are Required To Ensure Successful Implementation of Cellular Manufacturing? Is Worker Cross-Training Necessary?Dokument4 SeitenWhat Changes Are Required To Ensure Successful Implementation of Cellular Manufacturing? Is Worker Cross-Training Necessary?isaavedracastroNoch keine Bewertungen
- Scharffen Berger Chocolate Maker (A)Dokument5 SeitenScharffen Berger Chocolate Maker (A)CHIMANKAR NISHANT PRAKASH [PGP Mumbai 2016 Batch]Noch keine Bewertungen
- Schaffen Berger Case AnnalysisDokument7 SeitenSchaffen Berger Case AnnalysisTamarai Selvi ArumugamNoch keine Bewertungen
- Chocolate Maker Excercise Case Schatfeen BergerDokument1 SeiteChocolate Maker Excercise Case Schatfeen BergerpacoNoch keine Bewertungen
- OM1 Case Analysis Scharffen Berger Chocolate Maker Group1Dokument5 SeitenOM1 Case Analysis Scharffen Berger Chocolate Maker Group1Abhishek Rungta100% (1)
- Scharffen Berger Chocolate Maker CaseDokument8 SeitenScharffen Berger Chocolate Maker CaseKelvin WongNoch keine Bewertungen
- Midterm Exam AnswersDokument8 SeitenMidterm Exam AnswersJ100% (1)
- Push Pull Simulation NotesDokument5 SeitenPush Pull Simulation NotesjamesNoch keine Bewertungen
- National Cranberry Case SolutionDokument7 SeitenNational Cranberry Case SolutionKarthik TirupatiNoch keine Bewertungen
- Foldrite Furniture Company: CASE StudyDokument4 SeitenFoldrite Furniture Company: CASE StudyJapkirat Oberai0% (1)
- Planning To Meet A Surge in DemandDokument19 SeitenPlanning To Meet A Surge in DemandAbhi0% (1)
- Case 4 AnalysisDokument3 SeitenCase 4 AnalysisKoustubh Khandekar0% (1)
- GlobalDokument24 SeitenGloballaleye_olumideNoch keine Bewertungen
- FoldRite Furniture Co.Dokument4 SeitenFoldRite Furniture Co.Hualu Zhao0% (1)
- Kristen's Cookies AnalysisDokument10 SeitenKristen's Cookies AnalysisPrisha Chetan ThakkarNoch keine Bewertungen
- Dore DoreDokument7 SeitenDore DoreHarun Rasheed0% (1)
- Foldrite Furniture CaseDokument7 SeitenFoldrite Furniture CaseJoe Joy0% (2)
- Shouldice Hospital Group8Dokument8 SeitenShouldice Hospital Group8Rahul Shankar0% (1)
- Shouldice Hospital Case StudyDokument7 SeitenShouldice Hospital Case StudyPalash Jain100% (1)
- OM2 LeitaxCase GroupE7Dokument9 SeitenOM2 LeitaxCase GroupE7Ashfaq Shaikh50% (2)
- Scientific Glass - SolutionsDokument29 SeitenScientific Glass - SolutionsShirsendu Bikash Das100% (1)
- The Mcdonaldsindia: Optimizing The French Fries Supply ChainDokument10 SeitenThe Mcdonaldsindia: Optimizing The French Fries Supply ChainNaman TuliNoch keine Bewertungen
- OM Scharffen Berger Case FactsDokument13 SeitenOM Scharffen Berger Case FactsPratima Rani100% (1)
- Case Analysis: - By: FAS Group A2Dokument14 SeitenCase Analysis: - By: FAS Group A2Alan SamNoch keine Bewertungen
- GroupO1 OPM1 Scharffen BergerDokument14 SeitenGroupO1 OPM1 Scharffen Bergerjangveer0% (1)
- Final Report Group7 Case1 Scharffen BergerDokument18 SeitenFinal Report Group7 Case1 Scharffen BergerJAFZ197750% (2)
- Scharffen Berger Chocolate MakerDokument6 SeitenScharffen Berger Chocolate MakerRashmikanta MaharajNoch keine Bewertungen
- Dore Dore1Dokument5 SeitenDore Dore1yuveesp5207Noch keine Bewertungen
- Shouldice HospitalDokument18 SeitenShouldice HospitalAnonymous fky9Zn0JxNoch keine Bewertungen
- National CranberryDokument2 SeitenNational CranberryNripesh PokhrelNoch keine Bewertungen
- Chocolate CaseDokument17 SeitenChocolate CaseRonit RainaNoch keine Bewertungen
- Bacchus, Safraz LE1 - NCCDokument6 SeitenBacchus, Safraz LE1 - NCCshaf33zaNoch keine Bewertungen
- BergeracDokument3 SeitenBergeracsrivatsavNoch keine Bewertungen
- Bergerac System - Group 6Dokument8 SeitenBergerac System - Group 6Rahul BurmanNoch keine Bewertungen
- Sport Obermeyer (Handout)Dokument62 SeitenSport Obermeyer (Handout)Abhishek SahuNoch keine Bewertungen
- Case Analysis NucorDokument1 SeiteCase Analysis NucorSunil Jathar0% (2)
- Rougir Cosmetics CaseDokument4 SeitenRougir Cosmetics CaseRafay FarooqNoch keine Bewertungen
- Case 1 - Group 8Dokument10 SeitenCase 1 - Group 8VishvendraNoch keine Bewertungen
- Dore Dore CaseDokument5 SeitenDore Dore CaseDIshant KulwalNoch keine Bewertungen
- Esterline CaseDokument3 SeitenEsterline CaseTushar JoshiNoch keine Bewertungen
- Sport Obermeyer (Handout)Dokument24 SeitenSport Obermeyer (Handout)06818908d100% (2)
- National Cranberry Cooperative 1981Dokument10 SeitenNational Cranberry Cooperative 1981Nicole Dorado0% (1)
- OPIM101 - Spring 2010 - R4 SolutionsDokument4 SeitenOPIM101 - Spring 2010 - R4 Solutionsjoe91bmwNoch keine Bewertungen
- Sports Obermeyer LTDDokument12 SeitenSports Obermeyer LTDharsh0322Noch keine Bewertungen
- Cody LaytonDokument2 SeitenCody LaytonMahabub HaiderNoch keine Bewertungen
- MullllDokument3 SeitenMullllLijalem AssefaNoch keine Bewertungen
- 2 Feasibility Study On DairyDokument40 Seiten2 Feasibility Study On DairyAdefrisNoch keine Bewertungen
- Standards Guide 1021 1407Dokument8 SeitenStandards Guide 1021 1407Anjur SiNoch keine Bewertungen
- International Beach Soccer Cup Bali 2023 October 4-7 - Ver 15-3-2023 - Sponsor UPDATED PDFDokument23 SeitenInternational Beach Soccer Cup Bali 2023 October 4-7 - Ver 15-3-2023 - Sponsor UPDATED PDFPrincess Jasmine100% (1)
- Vedic Town Planning ConceptsDokument17 SeitenVedic Town Planning ConceptsyaminiNoch keine Bewertungen
- Jharkhand August 2014Dokument61 SeitenJharkhand August 2014Ron 61Noch keine Bewertungen
- Portfolio Sandwich Game Lesson PlanDokument2 SeitenPortfolio Sandwich Game Lesson Planapi-252005239Noch keine Bewertungen
- Fish Siomai RecipeDokument12 SeitenFish Siomai RecipeRhyz Mareschal DongonNoch keine Bewertungen
- TLE-Carpentry7 Q4M4Week4 PASSED NoAKDokument12 SeitenTLE-Carpentry7 Q4M4Week4 PASSED NoAKAmelita Benignos OsorioNoch keine Bewertungen
- Balkhu Squatter SettlementDokument10 SeitenBalkhu Squatter SettlementShramina ShresthaNoch keine Bewertungen
- Med Error PaperDokument4 SeitenMed Error Paperapi-314062228100% (1)
- FoodhallDokument3 SeitenFoodhallswopnilrohatgiNoch keine Bewertungen
- Engineering ChemistryDokument21 SeitenEngineering Chemistryjai kumarNoch keine Bewertungen
- Strategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniDokument24 SeitenStrategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniHilmyTafantoNoch keine Bewertungen
- Presentacion Peaks Rms Lufs Como Usar Medidores FavorDokument16 SeitenPresentacion Peaks Rms Lufs Como Usar Medidores Favorhector.obregon.martinezNoch keine Bewertungen
- UN Layout Key For Trade DocumentsDokument92 SeitenUN Layout Key For Trade DocumentsСтоян ТитевNoch keine Bewertungen
- A Study On Awareness of Mutual Funds and Perception of Investors 2Dokument89 SeitenA Study On Awareness of Mutual Funds and Perception of Investors 2Yashaswini BangeraNoch keine Bewertungen
- EverServ 7700 M77XX Quick Reference GuideDokument2 SeitenEverServ 7700 M77XX Quick Reference GuidetangocharliepdxNoch keine Bewertungen
- Syllabus 9701 Chemistry AS: AS or A2 UnitsDokument4 SeitenSyllabus 9701 Chemistry AS: AS or A2 UnitsHubbak KhanNoch keine Bewertungen
- Study of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderDokument3 SeitenStudy of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderLegaldevil LlabsNoch keine Bewertungen
- Steinecker Boreas: Wort Stripping of The New GenerationDokument16 SeitenSteinecker Boreas: Wort Stripping of The New GenerationAlejandro Javier Delgado AraujoNoch keine Bewertungen
- Ram BookDokument52 SeitenRam BookRobson FletcherNoch keine Bewertungen
- PCI Secure Software Standard v1 - 0Dokument67 SeitenPCI Secure Software Standard v1 - 0Antonio ClimaNoch keine Bewertungen
- ECDIS Presentation Library 4Dokument16 SeitenECDIS Presentation Library 4Orlando QuevedoNoch keine Bewertungen
- Chiba International, IncDokument15 SeitenChiba International, IncMiklós SzerdahelyiNoch keine Bewertungen
- How To Measure Light Levels and Lux LevelsDokument4 SeitenHow To Measure Light Levels and Lux LevelsAngelo PalamingNoch keine Bewertungen
- Tours and Travel MNGTDokument16 SeitenTours and Travel MNGTArpita Jaiswal100% (5)