Das könnte Ihnen auch gefallen
- WS - QHSE - S23 - G05 - Cement Head - 3313701 - 07Dokument17 SeitenWS - QHSE - S23 - G05 - Cement Head - 3313701 - 07CiprianHnNoch keine Bewertungen
- Well Services QHSE Standard 23 Guideline 06: Wellhead Connections Inspection and TestDokument12 SeitenWell Services QHSE Standard 23 Guideline 06: Wellhead Connections Inspection and TestCiprianHnNoch keine Bewertungen
- PDF Triplex Pumps 4261882 01Dokument50 SeitenPDF Triplex Pumps 4261882 01Jitendra Gautam100% (1)
- Well Services QHSE Standard 23 Guideline 09: CT Reel Swivel and Stub Shaft Inspection and TestDokument11 SeitenWell Services QHSE Standard 23 Guideline 09: CT Reel Swivel and Stub Shaft Inspection and TestCiprianHnNoch keine Bewertungen
- WS QHSE S23 G07 ManifoldsFracCement 3313701 05Dokument16 SeitenWS QHSE S23 G07 ManifoldsFracCement 3313701 05CiprianHnNoch keine Bewertungen
- Globaltops Wellsite Reference BookDokument438 SeitenGlobaltops Wellsite Reference BookJho DiNoch keine Bewertungen
- FMC Flowline Products and Services 002Dokument74 SeitenFMC Flowline Products and Services 002Agustin ParadisoNoch keine Bewertungen
- Operations and Parts Manual - Vanoil 3 1/16" - 10ksi Quad Bop MAN P306QB00-A, REV. 0Dokument18 SeitenOperations and Parts Manual - Vanoil 3 1/16" - 10ksi Quad Bop MAN P306QB00-A, REV. 0dowel hernandezNoch keine Bewertungen
- Actual Manual de Rig-Up PDFDokument430 SeitenActual Manual de Rig-Up PDFJulian TorresNoch keine Bewertungen
- Section 4: Pressure Control EquipmentDokument47 SeitenSection 4: Pressure Control Equipmentgonzalito777Noch keine Bewertungen
- WECO Hammer Union AlertDokument22 SeitenWECO Hammer Union AlertiljicsNoch keine Bewertungen
- AOT Tubular HandlingDokument112 SeitenAOT Tubular HandlingrolandNoch keine Bewertungen
- 1403E Under Over Stripper PDFDokument16 Seiten1403E Under Over Stripper PDFOvRrj AhmedNoch keine Bewertungen
- Manual TLC SlimDokument444 SeitenManual TLC SlimJose Antonio AcostaNoch keine Bewertungen
- VR Lubricator ToolDokument2 SeitenVR Lubricator ToolChrisNoch keine Bewertungen
- Powerchokes: Standard Choke SCB All-Purpose Severe ServiceDokument2 SeitenPowerchokes: Standard Choke SCB All-Purpose Severe ServiceZeeshan KhanNoch keine Bewertungen
- Burn BodyDokument32 SeitenBurn BodyMahmoud Ahmed Ali AbdelrazikNoch keine Bewertungen
- API 6A Gate Valve Brochure (AD00087)Dokument16 SeitenAPI 6A Gate Valve Brochure (AD00087)Miguel CastilloNoch keine Bewertungen
- Offshore Well Testing Equipment and Operations (DST) - 8-8-20.Dokument24 SeitenOffshore Well Testing Equipment and Operations (DST) - 8-8-20.Benny ManNoch keine Bewertungen
- Swivel Joints, Interchangeable FMC and SPMDokument3 SeitenSwivel Joints, Interchangeable FMC and SPMAlice MiNoch keine Bewertungen
- Tenaris HSR Handbook Eng. V3Dokument20 SeitenTenaris HSR Handbook Eng. V3Mecnun SevindikNoch keine Bewertungen
- Santrol Pocket Guide InternationalDokument2 SeitenSantrol Pocket Guide Internationalintoyou2007Noch keine Bewertungen
- Tech 1396 ManDokument58 SeitenTech 1396 Manامسيديل رامو0% (1)
- Casing Collar LocatorsDokument13 SeitenCasing Collar LocatorshaudvNoch keine Bewertungen
- DST Slip Joint PDFDokument8 SeitenDST Slip Joint PDFcrni rokoNoch keine Bewertungen
- Valvula Chek Cameron PDFDokument4 SeitenValvula Chek Cameron PDFelisanaNoch keine Bewertungen
- EXP Well Testing Commisioning A4 24p ProofDokument24 SeitenEXP Well Testing Commisioning A4 24p ProofMohan RajaNoch keine Bewertungen
- 01 - ValvesDokument25 Seiten01 - ValvesMahmoud Ahmed Ali Abdelrazik100% (1)
- TUT935 (TRUCK MOUNTED COILED TUBING UNIT) - 2010 Hydra Rig 10x8Dokument12 SeitenTUT935 (TRUCK MOUNTED COILED TUBING UNIT) - 2010 Hydra Rig 10x8Alexander KlmNoch keine Bewertungen
- TDS1000AInstallationManual 03May28AbridgedDokument20 SeitenTDS1000AInstallationManual 03May28Abridgedbwd104Noch keine Bewertungen
- 5.DD9701971846 - Lub Assy 4.06 E12 LW 10K H2SDokument2 Seiten5.DD9701971846 - Lub Assy 4.06 E12 LW 10K H2SAbhinav KumarNoch keine Bewertungen
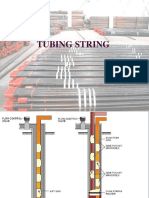
- Tubing StringDokument32 SeitenTubing StringKAORU AmaneNoch keine Bewertungen
- Sliding Sleeve Separation Tool PDFDokument1 SeiteSliding Sleeve Separation Tool PDFabnerpalacioNoch keine Bewertungen
- Min - TJL API RP 7G-2 - For MSDokument1 SeiteMin - TJL API RP 7G-2 - For MSQuality controllerNoch keine Bewertungen
- Tech Manual: Tech-5.12 10K Es54 Dual QcmaDokument24 SeitenTech Manual: Tech-5.12 10K Es54 Dual QcmaRiski KurniawanNoch keine Bewertungen
- PART II (Intermediate & Advanced Wireline Course)Dokument465 SeitenPART II (Intermediate & Advanced Wireline Course)Hedi ChhidiNoch keine Bewertungen
- Anson E Typs Gate Valve With Fail Safe Closed ActuatorDokument12 SeitenAnson E Typs Gate Valve With Fail Safe Closed ActuatorWeniton Oliveira0% (1)
- CT WKM Gate Saf T Seal 01 PDFDokument36 SeitenCT WKM Gate Saf T Seal 01 PDFchonubobbyNoch keine Bewertungen
- Shaffer NOV Type 72 ShearsDokument2 SeitenShaffer NOV Type 72 ShearsTitanBOP100% (1)
- Catalog 2Dokument44 SeitenCatalog 2Enrique HortaNoch keine Bewertungen
- Ws Wireline UnitDokument1 SeiteWs Wireline Unithesam abbaszadehNoch keine Bewertungen
- DDZ Series Elevator Wear Data RutongDokument2 SeitenDDZ Series Elevator Wear Data RutongIsrael AyllonNoch keine Bewertungen
- 980 Catwalk Broch 2014 v10 FINALDokument6 Seiten980 Catwalk Broch 2014 v10 FINALtictacalNoch keine Bewertungen
- 2a33687 Exl Back Pressure Relief Valve PDFDokument51 Seiten2a33687 Exl Back Pressure Relief Valve PDFEnrique HortaNoch keine Bewertungen
- Cat III Inspection Mud 2021Dokument56 SeitenCat III Inspection Mud 2021Fāōū ZīNoch keine Bewertungen
- Section 1Dokument90 SeitenSection 1Doni KurniawanNoch keine Bewertungen
- 719638-6A3-MAN - Rev 01 - 719638-6A3-MANDokument52 Seiten719638-6A3-MAN - Rev 01 - 719638-6A3-MANFam Escalante OnofreNoch keine Bewertungen
- COS Gate Valve API 6A - FLS S Gate Valve - Brochure - CameronDokument5 SeitenCOS Gate Valve API 6A - FLS S Gate Valve - Brochure - CameronYudaNoch keine Bewertungen
- BOP-EU QuadDokument20 SeitenBOP-EU QuadMarvin Omaña100% (2)
- Cameron Diverter OverviewDokument8 SeitenCameron Diverter OverviewSener GocogluNoch keine Bewertungen
- PCE Wireline Technology CatalogueDokument120 SeitenPCE Wireline Technology CatalogueWaled Fekry100% (1)
- Cup TesterDokument22 SeitenCup Testermiguel mendoza0% (1)
- Batch Mixer ManualDokument40 SeitenBatch Mixer ManualAndrew ArNoch keine Bewertungen
- Slickline 1 Intro.Dokument19 SeitenSlickline 1 Intro.Slim.BNoch keine Bewertungen
- Man-10000527 7447362 02Dokument77 SeitenMan-10000527 7447362 02Didik safdali100% (2)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Von EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Bewertung: 5 von 5 Sternen5/5 (2)
- Well Services QHSE Standard 23 Guideline 12: Bull Plugs, Sensors, Sensor Wings, and Other Unions Inspection and TestDokument13 SeitenWell Services QHSE Standard 23 Guideline 12: Bull Plugs, Sensors, Sensor Wings, and Other Unions Inspection and TestCiprianHnNoch keine Bewertungen
- PDF Treating Equipment 4261882 01Dokument37 SeitenPDF Treating Equipment 4261882 01Jitendra Gautam100% (1)
- Swi Canon de 7 Pulgadas NuevoDokument81 SeitenSwi Canon de 7 Pulgadas NuevoJose Antonio AcostaNoch keine Bewertungen
- Asme B18.18.5M-1998Dokument27 SeitenAsme B18.18.5M-1998IliyaNoch keine Bewertungen
- Well Services QHSE Standard 23 Procedure 01: Using Gauge Kits For InspectionDokument14 SeitenWell Services QHSE Standard 23 Procedure 01: Using Gauge Kits For InspectionCiprianHn100% (1)
- Well Services QHSE Standard 23 Guideline 19: Emergency Quick Disconnect Inspection and TestDokument21 SeitenWell Services QHSE Standard 23 Guideline 19: Emergency Quick Disconnect Inspection and TestCiprianHnNoch keine Bewertungen
- Well Services QHSE Standard 23 Guideline 08: Adjustable Choke Inspection and TestDokument14 SeitenWell Services QHSE Standard 23 Guideline 08: Adjustable Choke Inspection and TestCiprianHnNoch keine Bewertungen
- Well Services QHSE Standard 23 Guideline 12: Bull Plugs, Sensors, Sensor Wings, and Other Unions Inspection and TestDokument13 SeitenWell Services QHSE Standard 23 Guideline 12: Bull Plugs, Sensors, Sensor Wings, and Other Unions Inspection and TestCiprianHnNoch keine Bewertungen
- Well Services QHSE Standard 23 Guideline 01: Swivel Joint and Loop Inspection and TestDokument14 SeitenWell Services QHSE Standard 23 Guideline 01: Swivel Joint and Loop Inspection and TestCiprianHnNoch keine Bewertungen
- Well Services QHSE Standard 23 Testing and Inspection of Treating EquipmentDokument27 SeitenWell Services QHSE Standard 23 Testing and Inspection of Treating EquipmentCiprianHn100% (3)
- Electronic Switches Test Report IEC 60669 - 2 - 1Dokument61 SeitenElectronic Switches Test Report IEC 60669 - 2 - 1Aritra DasguptaNoch keine Bewertungen
- ISO Tolerance LimitsDokument3 SeitenISO Tolerance Limitsbpsgeeta0% (1)
- Tri Star MB SeriesDokument1 SeiteTri Star MB SerieschuranjitNoch keine Bewertungen
- Engineering DrawingDokument18 SeitenEngineering DrawingKimutai Kirui AlphonceNoch keine Bewertungen
- 1992 ST-375-92NGS Chevrolet CK CNG Service Manual SupplementDokument318 Seiten1992 ST-375-92NGS Chevrolet CK CNG Service Manual SupplementNestor AmezcuaNoch keine Bewertungen
- Eaton® Quick Disconnect Couplings Master CatalogDokument152 SeitenEaton® Quick Disconnect Couplings Master CatalogMarvin Nta DgzNoch keine Bewertungen
- Section TitleDokument51 SeitenSection TitleCristianVenturaNoch keine Bewertungen
- TRSV SP-ENH 5.5 20 Vamtop - 4.562in Sealbore MN 102951596Dokument3 SeitenTRSV SP-ENH 5.5 20 Vamtop - 4.562in Sealbore MN 102951596alejandromarinch7Noch keine Bewertungen
- Specification For Alloy Steel Bolting Materials For Low-Temperature ServiceDokument12 SeitenSpecification For Alloy Steel Bolting Materials For Low-Temperature ServiceSofiaJabadanEspulgarNoch keine Bewertungen
- EXCEL in EngineeringDokument28 SeitenEXCEL in EngineeringHimanshu SharmaNoch keine Bewertungen
- Is 1367Dokument28 SeitenIs 1367VIJAYAKUMAR TNoch keine Bewertungen
- Bollhoff HeliCoil Aerospace Blue BookDokument35 SeitenBollhoff HeliCoil Aerospace Blue BookAce Industrial SuppliesNoch keine Bewertungen
- ASME B1.20.1 (1983) Pipe Threads, General Purpose (Inch)Dokument32 SeitenASME B1.20.1 (1983) Pipe Threads, General Purpose (Inch)bobuncle03Noch keine Bewertungen
- Yamatake Actuator 1Dokument12 SeitenYamatake Actuator 1Carlos UchôaNoch keine Bewertungen
- Thread Rolling Solutions BasicsDokument20 SeitenThread Rolling Solutions Basicsanon_517822417Noch keine Bewertungen
- Bosch20182019 Catalog - Taps and DiesDokument8 SeitenBosch20182019 Catalog - Taps and Diesrasim_m1146Noch keine Bewertungen
- Operator'S Manual PM20X-X-X-BXX: 2" Diaphragm PumpDokument12 SeitenOperator'S Manual PM20X-X-X-BXX: 2" Diaphragm PumpOmar TadeoNoch keine Bewertungen
- Combu VE4000 EN2R-9006R1Dokument22 SeitenCombu VE4000 EN2R-9006R1Chintan PatelNoch keine Bewertungen
- Combined Drills & TapsDokument2 SeitenCombined Drills & TapsalphatoolsNoch keine Bewertungen
- Self-: Head DimensionsDokument4 SeitenSelf-: Head DimensionsanhthoNoch keine Bewertungen
- Valvulas Alta Pressão MhaDokument4 SeitenValvulas Alta Pressão MhaAna Carolina AlvesNoch keine Bewertungen
- 03-Senr3130!08!01-All Torque SpecificationsDokument16 Seiten03-Senr3130!08!01-All Torque Specificationsgustavoespinosam100% (1)
- JG High Tensile CatalogueDokument63 SeitenJG High Tensile CatalogueShahir AbdullahNoch keine Bewertungen
- Workmanship Standards ManualDokument27 SeitenWorkmanship Standards ManualMani Rathinam RajamaniNoch keine Bewertungen
- Metrology and Surface Engineering: Unit - IDokument8 SeitenMetrology and Surface Engineering: Unit - Isatyanarayana19Noch keine Bewertungen
- Statically Indeterminate MembersDokument74 SeitenStatically Indeterminate MembersAs fans AwanNoch keine Bewertungen
- Bomba Pavc100 ParkerDokument10 SeitenBomba Pavc100 ParkerDaniel MarNoch keine Bewertungen
- Product Guide 2009 BDDokument31 SeitenProduct Guide 2009 BDAdrian BercanNoch keine Bewertungen
- Cable GlandDokument1 SeiteCable Glandschmal1975Noch keine Bewertungen
- NTTF Press Tool Standards Ebook GeneralDokument231 SeitenNTTF Press Tool Standards Ebook GeneralKvs PhaniNoch keine Bewertungen