Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unseelie Prince Maze of Shadows Book 1 by Kathryn AnnDokument267 SeitenThe Unseelie Prince Maze of Shadows Book 1 by Kathryn Annanissa Hri50% (2)
- AS9100 Certification StatusDokument192 SeitenAS9100 Certification StatusMani Rathinam RajamaniNoch keine Bewertungen
- 30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingDokument21 Seiten30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingkilioNoch keine Bewertungen
- MathsDokument27 SeitenMathsBA21412Noch keine Bewertungen
- BCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFDokument8 SeitenBCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFMani Rathinam RajamaniNoch keine Bewertungen
- BCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFDokument8 SeitenBCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFMani Rathinam RajamaniNoch keine Bewertungen
- TheSun 2008-11-04 Page16 Asian Stocks Rally Continues On Policy HopesDokument1 SeiteTheSun 2008-11-04 Page16 Asian Stocks Rally Continues On Policy HopesImpulsive collectorNoch keine Bewertungen
- Catalog For Bearing DesignDokument70 SeitenCatalog For Bearing DesignHameer ReddyNoch keine Bewertungen
- PQ of Vial Washer Ensures Removal of ContaminantsDokument25 SeitenPQ of Vial Washer Ensures Removal of ContaminantsJuan DanielNoch keine Bewertungen
- ProgramDokument1 SeiteProgramMani Rathinam RajamaniNoch keine Bewertungen
- D. All of The AboveDokument3 SeitenD. All of The AboveramarajanenggNoch keine Bewertungen
- Payment Acknowledgment - 180604092233Dokument1 SeitePayment Acknowledgment - 180604092233Mani Rathinam RajamaniNoch keine Bewertungen
- Computer Aided Process Planning Techniques: Mani Rathinam Rajamani PHD RoadmapDokument6 SeitenComputer Aided Process Planning Techniques: Mani Rathinam Rajamani PHD RoadmapMani Rathinam RajamaniNoch keine Bewertungen
- TL 9000 Quality Management System Measurements Handbook NPR ExamplesDokument7 SeitenTL 9000 Quality Management System Measurements Handbook NPR ExamplesMani Rathinam RajamaniNoch keine Bewertungen
- M.SC Result 2017Dokument1 SeiteM.SC Result 2017Mani Rathinam RajamaniNoch keine Bewertungen
- Join The Big Family. Sign Up Is Open For The Time Being... Join Us!!!!Dokument1 SeiteJoin The Big Family. Sign Up Is Open For The Time Being... Join Us!!!!Mani Rathinam RajamaniNoch keine Bewertungen
- 3x5 Why Worksheet For SuppliersDokument1 Seite3x5 Why Worksheet For SuppliersMani Rathinam RajamaniNoch keine Bewertungen
- List of Certifications DiscontinuedDokument30 SeitenList of Certifications DiscontinuedMani Rathinam RajamaniNoch keine Bewertungen
- Product, Process, and Problem Analysis Quality SystemDokument25 SeitenProduct, Process, and Problem Analysis Quality SystemMani Rathinam RajamaniNoch keine Bewertungen
- Flight 1 Mon, Mar 4: Cathay PacificDokument6 SeitenFlight 1 Mon, Mar 4: Cathay PacificMani Rathinam RajamaniNoch keine Bewertungen
- LSS Mani Rathinam RajamaniDokument2 SeitenLSS Mani Rathinam RajamaniMani Rathinam RajamaniNoch keine Bewertungen
- Leave PlanDokument2 SeitenLeave PlanMani Rathinam RajamaniNoch keine Bewertungen
- VSM TemplateDokument7 SeitenVSM TemplateMani Rathinam RajamaniNoch keine Bewertungen
- Learning Plan Dec 2017-Apr 2018Dokument5 SeitenLearning Plan Dec 2017-Apr 2018Mani Rathinam RajamaniNoch keine Bewertungen
- Month Wise NC TrendDokument2 SeitenMonth Wise NC TrendMani Rathinam RajamaniNoch keine Bewertungen
- Minitab Print Window PDFDokument1 SeiteMinitab Print Window PDFMani Rathinam RajamaniNoch keine Bewertungen
- Letter acknowledges participation in checklist developmentDokument1 SeiteLetter acknowledges participation in checklist developmentMani Rathinam RajamaniNoch keine Bewertungen
- How to Prepare Your Manuscript CertificateDokument1 SeiteHow to Prepare Your Manuscript CertificateMani Rathinam RajamaniNoch keine Bewertungen
- Fod Compliance & Findings - Bay 1Dokument2 SeitenFod Compliance & Findings - Bay 1Mani Rathinam RajamaniNoch keine Bewertungen
- Matecconf Imanee2018 08013Dokument6 SeitenMatecconf Imanee2018 08013Mani Rathinam RajamaniNoch keine Bewertungen
- Standards Made Available Free of Cost To Combat COVID-19Dokument4 SeitenStandards Made Available Free of Cost To Combat COVID-19Mani Rathinam RajamaniNoch keine Bewertungen
- BCB 501 (O&G) - Competence Requirements For Inspection Bodies For Accreditation Against PNGRB Regulations PDFDokument10 SeitenBCB 501 (O&G) - Competence Requirements For Inspection Bodies For Accreditation Against PNGRB Regulations PDFMani Rathinam RajamaniNoch keine Bewertungen
- How to Prepare Your Manuscript CertificateDokument1 SeiteHow to Prepare Your Manuscript CertificateMani Rathinam RajamaniNoch keine Bewertungen
- BCB 201 (IB) - Mar 2019 PDFDokument38 SeitenBCB 201 (IB) - Mar 2019 PDFMani Rathinam RajamaniNoch keine Bewertungen
- 09 - Chapter 3Dokument11 Seiten09 - Chapter 3Mani Rathinam RajamaniNoch keine Bewertungen
- XLVI ESAN INTERNATIONAL WEEK (MBA Only - July 2023)Dokument38 SeitenXLVI ESAN INTERNATIONAL WEEK (MBA Only - July 2023)Juan Diego Fernández CastilloNoch keine Bewertungen
- BSHM 23 ReviewerDokument8 SeitenBSHM 23 ReviewerTrixie Mae MuncadaNoch keine Bewertungen
- De Thi Thu Tuyen Sinh Lop 10 Mon Anh Ha Noi Nam 2022 So 2Dokument6 SeitenDe Thi Thu Tuyen Sinh Lop 10 Mon Anh Ha Noi Nam 2022 So 2Ngọc LinhNoch keine Bewertungen
- Blocked threads jstack analysisDokument69 SeitenBlocked threads jstack analysisMike TNoch keine Bewertungen
- Pneapple Waste To Bioethanol Casabar - Et - Al-2019-Biomass - Conversion - and - BiorefineryDokument6 SeitenPneapple Waste To Bioethanol Casabar - Et - Al-2019-Biomass - Conversion - and - Biorefineryflorian willfortNoch keine Bewertungen
- 10 Compactness in Function Spaces: Ascoli-Arzel A TheoremDokument5 Seiten10 Compactness in Function Spaces: Ascoli-Arzel A TheoremronalduckNoch keine Bewertungen
- Froyen06-The Keynesian System I - The Role of Aggregate DemandDokument40 SeitenFroyen06-The Keynesian System I - The Role of Aggregate DemandUditi BiswasNoch keine Bewertungen
- Candida by Shaw, George Bernard, 1856-1950Dokument61 SeitenCandida by Shaw, George Bernard, 1856-1950Gutenberg.orgNoch keine Bewertungen
- Certification of Psychology Specialists Application Form: Cover PageDokument3 SeitenCertification of Psychology Specialists Application Form: Cover PageJona Mae MetroNoch keine Bewertungen
- Teaching and Learning in the Multigrade ClassroomDokument18 SeitenTeaching and Learning in the Multigrade ClassroomMasitah Binti TaibNoch keine Bewertungen
- Remembering Manoj ShuklaDokument2 SeitenRemembering Manoj ShuklamadhukarshuklaNoch keine Bewertungen
- Test Engleza 8Dokument6 SeitenTest Engleza 8Adriana SanduNoch keine Bewertungen
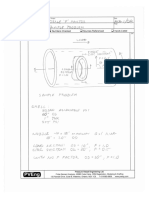
- Nozzle F Factor CalculationsDokument5 SeitenNozzle F Factor CalculationsSivateja NallamothuNoch keine Bewertungen
- FloridaSharkman ProtocolsDokument14 SeitenFloridaSharkman ProtocolsgurwaziNoch keine Bewertungen
- Mechanical Function of The HeartDokument28 SeitenMechanical Function of The HeartKarmilahNNoch keine Bewertungen
- Mass ELA Releases ORQs Grade 8Dokument24 SeitenMass ELA Releases ORQs Grade 8scmsliteracyNoch keine Bewertungen
- Living in a digital age unit review and digital toolsDokument1 SeiteLiving in a digital age unit review and digital toolsLulaNoch keine Bewertungen
- LEONI Dacar® 110 enDokument1 SeiteLEONI Dacar® 110 engshock65Noch keine Bewertungen
- Interviews: Personal Interview. Advantages and Disadvantages Business Is Largely A Social PhenomenonDokument8 SeitenInterviews: Personal Interview. Advantages and Disadvantages Business Is Largely A Social PhenomenonSanjeev JayaratnaNoch keine Bewertungen
- TD EGGER Eurospan E1E05 TSCA Hydro P3 (Rec 224) enDokument2 SeitenTD EGGER Eurospan E1E05 TSCA Hydro P3 (Rec 224) enClarencegiNoch keine Bewertungen
- PronPack 5 Sample MaterialDokument13 SeitenPronPack 5 Sample MaterialAlice FewingsNoch keine Bewertungen
- Lesson Plan Earth & SpaceDokument5 SeitenLesson Plan Earth & SpaceSol Vega PagdangananNoch keine Bewertungen
- Amino AcidsDokument17 SeitenAmino AcidsANAND sNoch keine Bewertungen
- Chapter 9 Lease DecisionsDokument51 SeitenChapter 9 Lease Decisionsceoji25% (4)
- Parts of A Computer With Their FunctionsDokument19 SeitenParts of A Computer With Their FunctionsJaried SumbaNoch keine Bewertungen