Das könnte Ihnen auch gefallen
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Dokument17 SeitenDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- Functional Polymer Coatings: Principles, Methods, and ApplicationsVon EverandFunctional Polymer Coatings: Principles, Methods, and ApplicationsBewertung: 1 von 5 Sternen1/5 (1)
- 50-01 Test ReportDokument1 Seite50-01 Test ReportjanakaNoch keine Bewertungen
- Data Teknis Alcoflux KoreaDokument40 SeitenData Teknis Alcoflux KoreaDebby saputraNoch keine Bewertungen
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsVon EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerNoch keine Bewertungen
- Technical Data Sheet: Perspex CCDokument2 SeitenTechnical Data Sheet: Perspex CCResist IkatNoch keine Bewertungen
- Jotun Facade 2286, 2287, 2288: Technical Data SheetDokument4 SeitenJotun Facade 2286, 2287, 2288: Technical Data SheetWan Mohd ThariqNoch keine Bewertungen
- ChemflakeDokument5 SeitenChemflakeManohar SeetharamNoch keine Bewertungen
- Bakelite PF 31Dokument3 SeitenBakelite PF 31dioguitomsolhaNoch keine Bewertungen
- Klingersil: Klingersil C-4400 - Leading Soft Gasket Material For Safe and Reliable SealingDokument2 SeitenKlingersil: Klingersil C-4400 - Leading Soft Gasket Material For Safe and Reliable SealingSamir ChaudharyNoch keine Bewertungen
- EU - TDS - Interpon D2525 STF TextureDokument3 SeitenEU - TDS - Interpon D2525 STF TextureWilson ThomasNoch keine Bewertungen
- KLINGERSIL C-4430plus Data SheetDokument3 SeitenKLINGERSIL C-4430plus Data SheetMichael PhamNoch keine Bewertungen
- Tasnee LD 4025as Polyethylene: DescriptionDokument2 SeitenTasnee LD 4025as Polyethylene: Descriptiontrần hải namNoch keine Bewertungen
- Jotafloor EP SL Uni - Abrasion & Impact ResistDokument6 SeitenJotafloor EP SL Uni - Abrasion & Impact Resistangelito bernalNoch keine Bewertungen
- Tankguard StorageDokument5 SeitenTankguard StorageBiju_PottayilNoch keine Bewertungen
- Jotafloor EP SLDokument4 SeitenJotafloor EP SLEduardo Vera portocarreroNoch keine Bewertungen
- Esd Jotun PaintDokument3 SeitenEsd Jotun PaintMohd Ridzuan Abdul AzizNoch keine Bewertungen
- Barrier 80.TDS - Eng PDFDokument5 SeitenBarrier 80.TDS - Eng PDFSanjay PatelNoch keine Bewertungen
- 1 Mil Clear Polyester ESD-Safe Tape: Single Coated Linered TapesDokument3 Seiten1 Mil Clear Polyester ESD-Safe Tape: Single Coated Linered TapesKelly EnglotNoch keine Bewertungen
- Ciclo Di Verniciatura: Painting CycleDokument7 SeitenCiclo Di Verniciatura: Painting CycleMaffone NumerounoNoch keine Bewertungen
- Technical Data Sheet: Page 1 of 6 HCD-10307 (Rev. 2011-11-03 2:00 PM)Dokument6 SeitenTechnical Data Sheet: Page 1 of 6 HCD-10307 (Rev. 2011-11-03 2:00 PM)Pedro NavarroNoch keine Bewertungen
- Barrier 80Dokument5 SeitenBarrier 80Biju_PottayilNoch keine Bewertungen
- Conseal Touch-Up: Technical Data SheetDokument4 SeitenConseal Touch-Up: Technical Data SheetSyilla ShopeNoch keine Bewertungen
- Protective & Marine Coatings: Polysiloxane 1KDokument4 SeitenProtective & Marine Coatings: Polysiloxane 1KAna CabreraNoch keine Bewertungen
- Densoplast - Tape: Product InformationDokument2 SeitenDensoplast - Tape: Product InformationAnant RubadeNoch keine Bewertungen
- Lexan™ Exell™ D - Sheet DatasheetDokument3 SeitenLexan™ Exell™ D - Sheet DatasheetAmritraj CharlesNoch keine Bewertungen
- MCU-INSULAT 230 EnglishDokument2 SeitenMCU-INSULAT 230 Englishduongbk24 luu quang duongNoch keine Bewertungen
- Expert Series:: Glass Acoustic PerformanceDokument3 SeitenExpert Series:: Glass Acoustic PerformanceJacob PriyadharshanNoch keine Bewertungen
- Bpcoat Pe Series Tds EngDokument2 SeitenBpcoat Pe Series Tds EngBRAH100% (1)
- Chemflake SpecialDokument5 SeitenChemflake SpecialBiju_PottayilNoch keine Bewertungen
- Jotaguard 100: Technical Data SheetDokument6 SeitenJotaguard 100: Technical Data SheetHector MacavilcaNoch keine Bewertungen
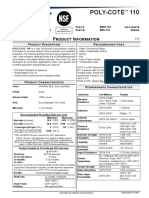
- Poly-Cote 110 (Aug'22)Dokument4 SeitenPoly-Cote 110 (Aug'22)David cNoch keine Bewertungen
- Định mức siliconDokument2 SeitenĐịnh mức siliconHuy Dao NgocNoch keine Bewertungen
- LEXAN 9030 and Lexan 9030 TG Datasheet PDFDokument2 SeitenLEXAN 9030 and Lexan 9030 TG Datasheet PDFIbrahim Levent AkkoyunluNoch keine Bewertungen
- UV Drip Off: CharacteristicDokument3 SeitenUV Drip Off: Characteristicpro6339Noch keine Bewertungen
- HMG Epozinc1000Dokument2 SeitenHMG Epozinc1000ben.ledwidgeNoch keine Bewertungen
- Sikafloor 326 PDSDokument10 SeitenSikafloor 326 PDSLinsonlinsonNoch keine Bewertungen
- Corothane® I Galvapac 1K Zinc Primer PDFDokument4 SeitenCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Solvalitt ALU - TDS.eng PDFDokument5 SeitenSolvalitt ALU - TDS.eng PDFsaiful anwarNoch keine Bewertungen
- Balto FlakeDokument5 SeitenBalto FlakeBiju_PottayilNoch keine Bewertungen
- Technical Data Sheet ADFLEX F 500Dokument2 SeitenTechnical Data Sheet ADFLEX F 500leftpowtaNoch keine Bewertungen
- Dow Corning 785 Technical DatasheetDokument4 SeitenDow Corning 785 Technical DatasheetShuvenduNoch keine Bewertungen
- Polydek: Elastomeric, Single Component Water-Based Waterproofing MembraneDokument4 SeitenPolydek: Elastomeric, Single Component Water-Based Waterproofing MembraneprasadNoch keine Bewertungen
- Tds - Jotun - Guard Classic EtDokument3 SeitenTds - Jotun - Guard Classic Etvijh van niemannNoch keine Bewertungen
- PU SEAL Jed-337 008 en ADokument4 SeitenPU SEAL Jed-337 008 en Aரஞ்சன் ஞானயோளிNoch keine Bewertungen
- Datasheet CG60Dokument3 SeitenDatasheet CG60ouss oussNoch keine Bewertungen
- Envirolastic AR 425 Data PageDokument4 SeitenEnvirolastic AR 425 Data PageYsmael Steel TeklaNoch keine Bewertungen
- TDS Infinam ST 6100 LDokument5 SeitenTDS Infinam ST 6100 LKacperNoch keine Bewertungen
- WWW - Techsil.co - Uk: Technical BulletinDokument3 SeitenWWW - Techsil.co - Uk: Technical BulletinJackson PhinniNoch keine Bewertungen
- Lexan F6000 Series Us Datasheet 2021Dokument3 SeitenLexan F6000 Series Us Datasheet 2021agungrizky.batNoch keine Bewertungen
- Polyurea 1044 Standard Pure TDS ENDokument4 SeitenPolyurea 1044 Standard Pure TDS ENnsh.gnkinfraNoch keine Bewertungen
- Test Report C5Dokument1 SeiteTest Report C5janakaNoch keine Bewertungen
- Pratt & Whitney Standard Practices Manual (PN 585005)Dokument22 SeitenPratt & Whitney Standard Practices Manual (PN 585005)Paul FisherNoch keine Bewertungen
- TDS 37942 Barrier 80 S Euk GBDokument5 SeitenTDS 37942 Barrier 80 S Euk GBHung Mai VanNoch keine Bewertungen
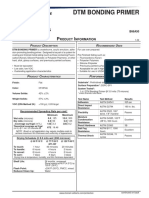
- DTM Bonding Primer: Protective & Marine CoatingsDokument4 SeitenDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNoch keine Bewertungen
- Lexan™ Exell D STP - Sheet DatasheetDokument2 SeitenLexan™ Exell D STP - Sheet DatasheetAmritraj CharlesNoch keine Bewertungen
- Barrier 77: Technical Data SheetDokument4 SeitenBarrier 77: Technical Data SheetNurmalinda SihombingNoch keine Bewertungen
- IMO Coating KR PSPCDokument17 SeitenIMO Coating KR PSPCJintaek Hong100% (1)
- Powerpoint TipsDokument3 SeitenPowerpoint TipshaisamsarwarNoch keine Bewertungen
- Fieldmate: Versatile Device Management WizardDokument5 SeitenFieldmate: Versatile Device Management WizardhaisamsarwarNoch keine Bewertungen
- Supreme GS01U10B02-00EN-R 003 PDFDokument108 SeitenSupreme GS01U10B02-00EN-R 003 PDFhaisamsarwarNoch keine Bewertungen
- ATEX 2014-34-EU Guidelines - 2nd Edition December 2017Dokument238 SeitenATEX 2014-34-EU Guidelines - 2nd Edition December 2017ARTURONoch keine Bewertungen
- 41-254.0 Interface - White - Paper PDFDokument14 Seiten41-254.0 Interface - White - Paper PDFhaisamsarwarNoch keine Bewertungen
- C P T T E M T F: Inal Nvestigation EportDokument99 SeitenC P T T E M T F: Inal Nvestigation EportSurendar Veeraraj100% (1)
- Rhu BulletinDokument8 SeitenRhu Bulletinhareesh13hNoch keine Bewertungen
- Rosemount Inc. ASME Venturi Tube Calculation Data SheetDokument1 SeiteRosemount Inc. ASME Venturi Tube Calculation Data SheethaisamsarwarNoch keine Bewertungen
- Instrumentation Cables PDFDokument4 SeitenInstrumentation Cables PDFhaisamsarwarNoch keine Bewertungen
- Flange Data ComparisonDokument21 SeitenFlange Data ComparisonRiki FernandesNoch keine Bewertungen
- Rosemount Inc. ASME Venturi Tube Calculation Data SheetDokument1 SeiteRosemount Inc. ASME Venturi Tube Calculation Data SheethaisamsarwarNoch keine Bewertungen
- Pressure Temperature RatingsDokument6 SeitenPressure Temperature RatingshaisamsarwarNoch keine Bewertungen
- Fieldmate: Versatile Device Management WizardDokument5 SeitenFieldmate: Versatile Device Management WizardhaisamsarwarNoch keine Bewertungen
- Pressure Temperature Ratings PDFDokument1 SeitePressure Temperature Ratings PDFhaisamsarwarNoch keine Bewertungen
- TD OPTIFLUX4000 en 140218 4000525103 R06 PDFDokument40 SeitenTD OPTIFLUX4000 en 140218 4000525103 R06 PDFJahidul IslamNoch keine Bewertungen
- Aab E Hayat PDFDokument371 SeitenAab E Hayat PDFKhanMuhammadNoch keine Bewertungen
- YTA510Dokument9 SeitenYTA510haisamsarwarNoch keine Bewertungen
- Hydrogen Permeation - UsDokument2 SeitenHydrogen Permeation - UshaisamsarwarNoch keine Bewertungen
- EJX110ADokument1 SeiteEJX110AhaisamsarwarNoch keine Bewertungen
- Gs01f06a00-01en 023Dokument45 SeitenGs01f06a00-01en 023haisamsarwarNoch keine Bewertungen
- Gs01r01a03-01e 001Dokument4 SeitenGs01r01a03-01e 001haisamsarwarNoch keine Bewertungen
- Panama Final VerdictDokument510 SeitenPanama Final VerdicthaisamsarwarNoch keine Bewertungen
- Intro TwoWire Transmitters 4 20ma Current LoopDokument8 SeitenIntro TwoWire Transmitters 4 20ma Current Loopchandushar1604Noch keine Bewertungen
- FVX110Dokument6 SeitenFVX110haisamsarwarNoch keine Bewertungen
- Yokogawa-WIKA C13WT+series Ed0Dokument20 SeitenYokogawa-WIKA C13WT+series Ed0haisamsarwarNoch keine Bewertungen
- IGC ProcefureDokument19 SeitenIGC ProcefurehaisamsarwarNoch keine Bewertungen
- 34 ST 03 57Dokument40 Seiten34 ST 03 57haisamsarwarNoch keine Bewertungen
- Performance of Diaphragm SealDokument2 SeitenPerformance of Diaphragm SealhaisamsarwarNoch keine Bewertungen
- Wiring GuideDokument61 SeitenWiring Guidenvinodn06100% (1)
- Series 38 Super Durable 20091125 173441Dokument8 SeitenSeries 38 Super Durable 20091125 173441K-fioNoch keine Bewertungen
- Basf Mastercast 121 TdsDokument3 SeitenBasf Mastercast 121 TdsPanruti S SathiyavendhanNoch keine Bewertungen
- Painting Scaly Beasts PDFDokument31 SeitenPainting Scaly Beasts PDFLegionXX100% (8)
- International Coatings MaintenanceDokument19 SeitenInternational Coatings Maintenanceluckystrike9008100% (2)
- Flexane 80 CompoundDokument3 SeitenFlexane 80 Compoundabh_omegaNoch keine Bewertungen
- Jotamastic 80.TDS - EngDokument5 SeitenJotamastic 80.TDS - EngchepurthiNoch keine Bewertungen
- Waterproofing Guide FountainsDokument2 SeitenWaterproofing Guide FountainsBRVNoch keine Bewertungen
- Cleaning Zirconia Surface Prior To Bonding. A Comparative Study of Different Methods and SolutionsDokument7 SeitenCleaning Zirconia Surface Prior To Bonding. A Comparative Study of Different Methods and SolutionsMohamed KhaledNoch keine Bewertungen
- HT 521 82055 170 ENDokument5 SeitenHT 521 82055 170 ENEdward AguillónNoch keine Bewertungen
- Tds - Penguard Express - English (Uk) - Issued.24.05Dokument4 SeitenTds - Penguard Express - English (Uk) - Issued.24.05wey5316Noch keine Bewertungen
- Epoxy-Primer Tds Rev2Dokument2 SeitenEpoxy-Primer Tds Rev2antecristorodriguezNoch keine Bewertungen
- OG204-TDS Tooke Paint Inspection Gage 201409Dokument3 SeitenOG204-TDS Tooke Paint Inspection Gage 201409lorenzordzrmzNoch keine Bewertungen
- FMDS1202Dokument31 SeitenFMDS1202yunying21Noch keine Bewertungen
- Web Publish 2361972 1 A 1 Pintura DroDokument12 SeitenWeb Publish 2361972 1 A 1 Pintura DroJuan Arturo Hernandez RamosNoch keine Bewertungen
- Sika Seal 105Dokument3 SeitenSika Seal 105John Christopher NewNoch keine Bewertungen
- TDS Bostik BoscoSeal PU XDokument5 SeitenTDS Bostik BoscoSeal PU XJosip MedvedNoch keine Bewertungen
- Cost Centers & Unit ManhoursDokument161 SeitenCost Centers & Unit ManhoursHammad100% (1)
- Flexdek 2600Dokument2 SeitenFlexdek 2600Query TANoch keine Bewertungen
- HS - Marine KatalogDokument20 SeitenHS - Marine KatalogGogyNoch keine Bewertungen
- Chemlok 205 - 220 영문Dokument5 SeitenChemlok 205 - 220 영문Ardiansyah Andry100% (1)
- Ezt-Fc 60-06Dokument3 SeitenEzt-Fc 60-06ashenafiiNoch keine Bewertungen
- CIVIL Engineering ALL IN 1 DATA BOOKDokument212 SeitenCIVIL Engineering ALL IN 1 DATA BOOKtataprojectspowergenrationNoch keine Bewertungen
- PFD, Pfmea & CPDokument482 SeitenPFD, Pfmea & CPnadi gobinda0% (1)
- Pentens E-501LN Data SheetDokument2 SeitenPentens E-501LN Data Sheetamelinda jocelinNoch keine Bewertungen
- Loctite User GuideDokument44 SeitenLoctite User GuideLy QuanNoch keine Bewertungen
- Polyprime PS: Primer For Porous JointsDokument2 SeitenPolyprime PS: Primer For Porous JointsaahtagoNoch keine Bewertungen
- Approved Subcontractors & Suppliers List For The Year 2016: Phone Fax Contact Mobile Company EmailDokument22 SeitenApproved Subcontractors & Suppliers List For The Year 2016: Phone Fax Contact Mobile Company EmailIrshim GNNoch keine Bewertungen
- Ceilcote 140 Flakeline+ds+engDokument4 SeitenCeilcote 140 Flakeline+ds+englivefreakNoch keine Bewertungen
- Polybit Waterproofing Polytex Tds Leed 3Dokument2 SeitenPolybit Waterproofing Polytex Tds Leed 3dinescNoch keine Bewertungen