Das könnte Ihnen auch gefallen
- 1000 Dinge Selbst Gebaut (1969)Dokument422 Seiten1000 Dinge Selbst Gebaut (1969)gottesvieh100% (4)
- Form AnschweißflanschDokument22 SeitenForm AnschweißflanschNilsNoch keine Bewertungen
- Freebook NEmadA QuicklyDokument36 SeitenFreebook NEmadA QuicklyMarta SerratNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- Formelsammlung Stahlbau EC3Dokument84 SeitenFormelsammlung Stahlbau EC3Armin ČabrićNoch keine Bewertungen
- Verbaende EC3Dokument12 SeitenVerbaende EC3Ovi OviNoch keine Bewertungen
- VDI 2230 Nachrechung KISSsoft 2002Dokument20 SeitenVDI 2230 Nachrechung KISSsoft 2002Ibrahim Rebhi AlzoubiNoch keine Bewertungen
- 296-1-F Kräfte Und Leistungen Beim FräsenDokument1 Seite296-1-F Kräfte Und Leistungen Beim FräsenFlorianKleymannNoch keine Bewertungen
- Tiger Strampler EbookDokument4 SeitenTiger Strampler EbookArual del AngelNoch keine Bewertungen
- Lösungen MechnikDokument227 SeitenLösungen MechnikMiloud OmkorNoch keine Bewertungen
- Aufgabensammlung Master 11.11.2014Dokument66 SeitenAufgabensammlung Master 11.11.2014zkertaouiNoch keine Bewertungen
- 05 Juni DDR-BetriebeDokument65 Seiten05 Juni DDR-Betriebeww11ww11Noch keine Bewertungen
- Aufgabe7 4 1Dokument3 SeitenAufgabe7 4 1Ciolkovski100% (1)
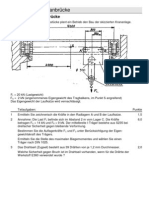
- TGT HP198788-2 KranbrueckeDokument6 SeitenTGT HP198788-2 KranbrueckehippokgNoch keine Bewertungen
- Maschinenelemente 2 Haelfte Wipf Mario PDFDokument28 SeitenMaschinenelemente 2 Haelfte Wipf Mario PDFRLE2014Noch keine Bewertungen
- STEICO Konstruktionsheft Innenwand IDokument28 SeitenSTEICO Konstruktionsheft Innenwand IriderbeeNoch keine Bewertungen
- Weidemann Anbauwerkzeuge deDokument62 SeitenWeidemann Anbauwerkzeuge delatinbassistNoch keine Bewertungen
- Calculo de Dente GerberDokument3 SeitenCalculo de Dente GerberruytguerraNoch keine Bewertungen
- Meuser M0L M1L M2L M4L ProspektDokument18 SeitenMeuser M0L M1L M2L M4L ProspektJuan MoralesNoch keine Bewertungen
- Mogensen Sizer Die SiebideeDokument6 SeitenMogensen Sizer Die SiebideeTsakalakis G. KonstantinosNoch keine Bewertungen
- Uebung 2012 08 SPG1 PDFDokument4 SeitenUebung 2012 08 SPG1 PDFZivan ZivicNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Fräsen)Dokument6 SeitenLösung Für Die CNC Übung 1 (Fräsen)Trung Quoc LeNoch keine Bewertungen
- Konstruktionslehre BeispielsammlungDokument9 SeitenKonstruktionslehre BeispielsammlungLukeNoch keine Bewertungen
- DN 200 Hmin 05m 2a90Dokument4 SeitenDN 200 Hmin 05m 2a90Carjan BogdanNoch keine Bewertungen
- Bgew Son Son CiktiDokument19 SeitenBgew Son Son CiktiCemil KabakNoch keine Bewertungen
- 191343008Dokument2 Seiten191343008Cemil KabakNoch keine Bewertungen
- R12 - Verzahnung I: Aufgabe 1Dokument8 SeitenR12 - Verzahnung I: Aufgabe 1maraska10Noch keine Bewertungen
- Probe PDFDokument42 SeitenProbe PDFceca89Noch keine Bewertungen
- CalcProt Z1-Z2Dokument3 SeitenCalcProt Z1-Z2rudolf_laszlokNoch keine Bewertungen
- Beispiel Für Die Entwurfsberechnungen Eines KastendurchlassesDokument5 SeitenBeispiel Für Die Entwurfsberechnungen Eines KastendurchlassesScribdTranslationsNoch keine Bewertungen
- 294-1-F Kräfte Und Leistungen Beim DrehenDokument1 Seite294-1-F Kräfte Und Leistungen Beim DrehenFlorianKleymannNoch keine Bewertungen
- Berechnung Von SchneckengetriebenDokument3 SeitenBerechnung Von SchneckengetriebenjanardhanaNoch keine Bewertungen
- Schöck BOLE3Dokument2 SeitenSchöck BOLE3Milutin ZizicNoch keine Bewertungen
- Formelsammlung ME1Dokument5 SeitenFormelsammlung ME1alex.w.32434Noch keine Bewertungen
- BrückenspannungDokument3 SeitenBrückenspannungDeutscherPlatinNoch keine Bewertungen
- SCHR 02fcDokument18 SeitenSCHR 02fcIvana OomingmakNoch keine Bewertungen
- Datos GeneradorDokument1 SeiteDatos GeneradorJohan Maroto ValverdeNoch keine Bewertungen
- StirnradDokument4 SeitenStirnradjanardhanaNoch keine Bewertungen
- Datenblatt /: Specification Sach NR.: T60403-F4615-X067Dokument3 SeitenDatenblatt /: Specification Sach NR.: T60403-F4615-X067anand shekhawatNoch keine Bewertungen
- SPEBA Serie 4500 Baulager BemessungDokument12 SeitenSPEBA Serie 4500 Baulager BemessungSPEBA GmbHNoch keine Bewertungen
- Liebherr Zeitstudie-Wälzstossen 14063: Wälzstossmaschine Typ Ls 80 FDokument1 SeiteLiebherr Zeitstudie-Wälzstossen 14063: Wälzstossmaschine Typ Ls 80 FersanNoch keine Bewertungen
- B71909-C-T-P4S-UL: SpindellagerDokument2 SeitenB71909-C-T-P4S-UL: Spindellagerconggiang91Noch keine Bewertungen
- Ejemplo de FisuracionDokument54 SeitenEjemplo de FisuracionDavid PoliszukNoch keine Bewertungen
- RCC - Beam TypDokument2 SeitenRCC - Beam TypParth PatelNoch keine Bewertungen
- Zahnra DerDokument3 SeitenZahnra DerLuka VartušekNoch keine Bewertungen
- Dst.1 Böhmer KBDokument2 SeitenDst.1 Böhmer KBmark römerNoch keine Bewertungen
- KapitelM Schnittdaten System DSDokument44 SeitenKapitelM Schnittdaten System DSLothar MüllerNoch keine Bewertungen
- Verschraubung Auf AlupunktDokument3 SeitenVerschraubung Auf AlupunktLeonard WagnerNoch keine Bewertungen
- 315 Gleichungen-FertigungstechnikDokument2 Seiten315 Gleichungen-FertigungstechnikNedret BajramovicNoch keine Bewertungen
- BEM Technical parameter技术参数Dokument2 SeitenBEM Technical parameter技术参数Juan Daniel Galindo RamirezNoch keine Bewertungen
- Formelsammlung_Stahlbau_EC3Dokument85 SeitenFormelsammlung_Stahlbau_EC3ali.jamilNoch keine Bewertungen
- Datenblatt 3100.0310lDokument2 SeitenDatenblatt 3100.0310lPajserchinaNoch keine Bewertungen
- TGT HP199192-1 ParkliftDokument6 SeitenTGT HP199192-1 ParklifthippokgNoch keine Bewertungen
- KLME B 04 ErgebnisübersichtDokument3 SeitenKLME B 04 ErgebnisübersichtEmilyNoch keine Bewertungen
- Steifigkeitsberechnung Für PfähleDokument2 SeitenSteifigkeitsberechnung Für PfähleScribdTranslationsNoch keine Bewertungen
- Ed 35Dokument2 SeitenEd 35pomsarexnbNoch keine Bewertungen
- FP 04 SerieDokument33 SeitenFP 04 SerieQafaat TechNoch keine Bewertungen
- MGBLL08-2A XLSBDokument5 SeitenMGBLL08-2A XLSBabbas.ceriNoch keine Bewertungen
- SammelmappeUebungen16 17Dokument33 SeitenSammelmappeUebungen16 17Tyo DekaNoch keine Bewertungen
- Zahnbruchsicherheit 6Dokument62 SeitenZahnbruchsicherheit 6The EntertainerNoch keine Bewertungen
- Zahnbruchsicherheit 4Dokument62 SeitenZahnbruchsicherheit 4The EntertainerNoch keine Bewertungen
- StirnplatteDokument3 SeitenStirnplatteRoman KarimiNoch keine Bewertungen
- MGT_2023_Ü4_Elektrische_Sicherheit_EMVDokument3 SeitenMGT_2023_Ü4_Elektrische_Sicherheit_EMVvoloshchakkNoch keine Bewertungen
- Winkel GMBH - Roller BearingsDokument4 SeitenWinkel GMBH - Roller BearingsKhalidNoch keine Bewertungen
- DIN 13-11.1986-12 - Metrisches ISO-Gewinde - Feingewinde Mit Steigung 8mm Von 130 Bis 1000 MM Gewinde-NenndurchmesserDokument3 SeitenDIN 13-11.1986-12 - Metrisches ISO-Gewinde - Feingewinde Mit Steigung 8mm Von 130 Bis 1000 MM Gewinde-NenndurchmesserbeqetNoch keine Bewertungen
- Berger Lahr RDM 57 Stepper Motor Tech Spec (GERMAN)Dokument2 SeitenBerger Lahr RDM 57 Stepper Motor Tech Spec (GERMAN)vladNoch keine Bewertungen
- Ipe 200-Hea 180Dokument2 SeitenIpe 200-Hea 180^passwordNoch keine Bewertungen
- Uebung 2012 01 PDFDokument6 SeitenUebung 2012 01 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 09 PDFDokument17 SeitenUebung 2012 09 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 07 PDFDokument18 SeitenUebung 2012 07 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 10 SPG2 PDFDokument5 SeitenUebung 2012 10 SPG2 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 06 PDFDokument13 SeitenUebung 2012 06 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 10 PDFDokument13 SeitenUebung 2012 10 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 08 PDFDokument10 SeitenUebung 2012 08 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 05 PDFDokument15 SeitenUebung 2012 05 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 04 PDFDokument16 SeitenUebung 2012 04 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 03 PDFDokument10 SeitenUebung 2012 03 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 02Dokument7 SeitenUebung 2012 02Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 07 SPG2 PDFDokument3 SeitenUebung 2012 07 SPG2 PDFZivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Uebung 2012 05 SPG2Dokument3 SeitenUebung 2012 05 SPG2Zivan ZivicNoch keine Bewertungen
- Bucsa Elastica ReductieDokument22 SeitenBucsa Elastica ReductieVladislav VatamaniucNoch keine Bewertungen
- Produktionstheorie LehrbuchDokument104 SeitenProduktionstheorie LehrbuchShika NekoNoch keine Bewertungen
- Deu-10 PPW Iw-Katalog Airtools PDFDokument144 SeitenDeu-10 PPW Iw-Katalog Airtools PDFannedierNoch keine Bewertungen
- Jaw ViceDokument28 SeitenJaw ViceTulioLopezJNoch keine Bewertungen
- SiemensDokument156 SeitenSiemensMihaela LetNoch keine Bewertungen
- Bollhoff RivquickDokument20 SeitenBollhoff RivquickAce Industrial SuppliesNoch keine Bewertungen
- 4110 Schul deDokument156 Seiten4110 Schul dennn765Noch keine Bewertungen
- Harmonic DriveDokument134 SeitenHarmonic Driveengineer86Noch keine Bewertungen
- Din 28053 PDFDokument8 SeitenDin 28053 PDFtudormoraruNoch keine Bewertungen
- Mts cncDEDokument29 SeitenMts cncDEDr. Newland Gudu KomlaNoch keine Bewertungen
- Instructiuon Manual BOSCH MAX WTL6100 DeutchDokument36 SeitenInstructiuon Manual BOSCH MAX WTL6100 Deutchtapuskof1100% (1)
- M261 DatasheetDokument12 SeitenM261 DatasheetwaleedyossefNoch keine Bewertungen
- BohrenDokument42 SeitenBohrenKarl-Heinz Meier100% (1)
- Katalog V3Dokument20 SeitenKatalog V3Serk ArmNoch keine Bewertungen
- Bruder Mannesmann Gesamtkatalog 2009Dokument292 SeitenBruder Mannesmann Gesamtkatalog 2009Dejan PericNoch keine Bewertungen
- Einkaufsberatung - Elektrische Salz - Und PfeffermühlenDokument9 SeitenEinkaufsberatung - Elektrische Salz - Und PfeffermühlenStefanNoch keine Bewertungen
- Stanzen MnualDokument3 SeitenStanzen MnualjubidiaiNoch keine Bewertungen
- LMT Verzahnen V1 0Dokument202 SeitenLMT Verzahnen V1 0dreadwarriorNoch keine Bewertungen
- Bosch GBM 10 ReDokument103 SeitenBosch GBM 10 Receka112Noch keine Bewertungen
- Demmeler Schweißtische Gesamtprospekt 2013Dokument190 SeitenDemmeler Schweißtische Gesamtprospekt 2013curmit772211Noch keine Bewertungen
- Produktinfo - Oktober 2013Dokument40 SeitenProduktinfo - Oktober 2013tgikitzNoch keine Bewertungen